Anda mungkin juga menyukai
- Grades of Steel ChartDokumen3 halamanGrades of Steel ChartKimBelum ada peringkat
- Application - Cast Iron RepairDokumen16 halamanApplication - Cast Iron RepairAnonymous L0ChmPGBelum ada peringkat
- Cruise Ship AssignmentDokumen16 halamanCruise Ship AssignmentkameshBelum ada peringkat
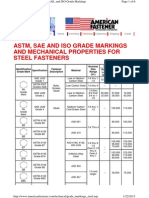
- Astm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersDokumen6 halamanAstm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenershoannhuBelum ada peringkat
- 2015 Airfield Pavement Maintenance ManualDokumen250 halaman2015 Airfield Pavement Maintenance ManualTim Lin100% (1)
- Beechcraft 350iDokumen18 halamanBeechcraft 350iBhaskerNegi100% (2)
- UG-84 - Changes in 2017 EditionDokumen38 halamanUG-84 - Changes in 2017 EditionDelil Ozan100% (1)
- Alloy Steels: Dr. Indika de SilvaDokumen25 halamanAlloy Steels: Dr. Indika de SilvaChandima K PriyamalBelum ada peringkat
- Gland Packing InstallationDokumen2 halamanGland Packing InstallationPramod Kumar GiriBelum ada peringkat
- Stainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFDokumen62 halamanStainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFaravindanBelum ada peringkat
- Aa10208 FINAL - 1Dokumen139 halamanAa10208 FINAL - 1Surendra MalasaneBelum ada peringkat
- Annual ReportDokumen15 halamanAnnual ReportDibakar DasBelum ada peringkat
- C C 2015Dokumen252 halamanC C 2015Marty Mah100% (1)
- 46afe7d1fa0f4965bac5acb439f46028Dokumen29 halaman46afe7d1fa0f4965bac5acb439f46028Lucian GrecBelum ada peringkat
- A Pi 6 A Material Trim RatingsDokumen4 halamanA Pi 6 A Material Trim RatingsvsajuBelum ada peringkat
- Welding Electrode ClassificationsDokumen2 halamanWelding Electrode ClassificationsKarthi KeyanBelum ada peringkat
- Ch1 - Jigs & FixturesDokumen53 halamanCh1 - Jigs & Fixturesttetslm100% (2)
- Kirloskar Valves Technical Specification CatalogueDokumen24 halamanKirloskar Valves Technical Specification CatalogueAbhinay SuratkarBelum ada peringkat
- Document Title: Flange Management ProcedureDokumen13 halamanDocument Title: Flange Management Procedureshahid khanBelum ada peringkat
- Material Conversation TableDokumen1 halamanMaterial Conversation TableSerdar BıyıktaşBelum ada peringkat
- Tolerances FabDokumen1 halamanTolerances FabAnwarBelum ada peringkat
- Construction Method by Jack UpDokumen23 halamanConstruction Method by Jack UpMikiRoniWijaya100% (1)
- HDPE - Specification and DetailsDokumen1 halamanHDPE - Specification and DetailsvkmsBelum ada peringkat
- SIRE Inspection Preparation DocumentDokumen3 halamanSIRE Inspection Preparation Documentaks22108667% (3)
- Astm A-194-NutsDokumen3 halamanAstm A-194-NutsDavid Luna MolinaBelum ada peringkat
- Aisi 4140Dokumen8 halamanAisi 4140ViruzTrisnaBelum ada peringkat
- Socket Head Cap ScrewsDokumen1 halamanSocket Head Cap Screwsapi-3848892100% (5)
- QuikCal 190 Quick StartDokumen12 halamanQuikCal 190 Quick StartsuberecBelum ada peringkat
- Acft Operating Lease Redelivery Considerations (Aircarft Monitor)Dokumen39 halamanAcft Operating Lease Redelivery Considerations (Aircarft Monitor)sazalirsBelum ada peringkat
- Steel Data ChartDokumen2 halamanSteel Data Chartsmartcad60Belum ada peringkat
- New Materials For Sour Gas Drill Pipe: 26 March/April 2002Dokumen2 halamanNew Materials For Sour Gas Drill Pipe: 26 March/April 2002amigofirmBelum ada peringkat
- Cast IronDokumen29 halamanCast Ironavutu_kunduruBelum ada peringkat
- Grating Weight - CalculationDokumen1 halamanGrating Weight - CalculationMuthuram NBelum ada peringkat
- Steel Specification-Kalyani ForgeDokumen8 halamanSteel Specification-Kalyani ForgedramiltBelum ada peringkat
- Thread Chart PDFDokumen9 halamanThread Chart PDFhisaj4uBelum ada peringkat
- New 4340 Alloy SteelDokumen3 halamanNew 4340 Alloy Steeljimmy julian pava vargasBelum ada peringkat
- Bettis CBA 725Dokumen16 halamanBettis CBA 725kutts76100% (1)
- Copper TubesDokumen9 halamanCopper TubesVarun AbrolBelum ada peringkat
- Alignment: Torque vs. TensionDokumen6 halamanAlignment: Torque vs. Tensionfrancesca_bonfanti_1Belum ada peringkat
- Knife Gate Valve Testing Procedure Rev. 2Dokumen2 halamanKnife Gate Valve Testing Procedure Rev. 2mehtahemalBelum ada peringkat
- App10 Fundamentals of ConnectionsDokumen23 halamanApp10 Fundamentals of ConnectionsjdmacbookBelum ada peringkat
- API Flanges GasketDokumen6 halamanAPI Flanges GasketSurya NarayanBelum ada peringkat
- 09 GasketCharacteristicValues PDFDokumen3 halaman09 GasketCharacteristicValues PDFdraj1875977Belum ada peringkat
- Klingersil C-4430 Gasket DatasheetDokumen8 halamanKlingersil C-4430 Gasket DatasheetJoshua HobsonBelum ada peringkat
- High Carbon Wire RodDokumen9 halamanHigh Carbon Wire Rodninganray6316100% (1)
- Bill of Material - Globe Valve - Model 3000Dokumen1 halamanBill of Material - Globe Valve - Model 3000RAVIKIRAN BARDEBelum ada peringkat
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDokumen56 halamanMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaBelum ada peringkat
- Aisi 416Dokumen6 halamanAisi 416alvarezjuackBelum ada peringkat
- Astm A249 PDFDokumen5 halamanAstm A249 PDFgaminBelum ada peringkat
- Astm Nos. For Piping CommoditiesDokumen1 halamanAstm Nos. For Piping CommoditiesHitesh MhatreBelum ada peringkat
- Rotary Valves ZRSDokumen7 halamanRotary Valves ZRSkosmcBelum ada peringkat
- RAL Colour Chart PDFDokumen4 halamanRAL Colour Chart PDFAnton Husen PurboyoBelum ada peringkat
- QT-900 Data Sheet PDFDokumen2 halamanQT-900 Data Sheet PDFjoseperozo45Belum ada peringkat
- Knife Gate Valve - AVKCMSDokumen2 halamanKnife Gate Valve - AVKCMSjuantamad02Belum ada peringkat
- Multi-Turn Valve Torque & Thrust Calculator: (For Globe and Knife Gate Valves)Dokumen12 halamanMulti-Turn Valve Torque & Thrust Calculator: (For Globe and Knife Gate Valves)Abdullah FahmiBelum ada peringkat
- Spiral Wound GasketsDokumen3 halamanSpiral Wound GasketsHarish GundaBelum ada peringkat
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDokumen1 halamanDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uBelum ada peringkat
- Wps GT 9b Cvn90 Rev 1 PDFDokumen6 halamanWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniBelum ada peringkat
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Dokumen9 halamanGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaBelum ada peringkat
- Tri Sector Rotary Air APHDokumen2 halamanTri Sector Rotary Air APHthehinduBelum ada peringkat
- 10 37 00 1110 NS 1 A4 WatermarkedDokumen7 halaman10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Flow Tek C4700 Series Cryo Ball ValveDokumen8 halamanFlow Tek C4700 Series Cryo Ball ValveDanielle JohnsonBelum ada peringkat
- Preheat Calculation 1 PDFDokumen3 halamanPreheat Calculation 1 PDFravi00098Belum ada peringkat
- Datasheet Sandvik 6r35 enDokumen7 halamanDatasheet Sandvik 6r35 enSimone FerronBelum ada peringkat
- Intepretation ASME B31.3Dokumen18 halamanIntepretation ASME B31.3abdulloh_99Belum ada peringkat
- Arcelormittal Pressure VesselDokumen10 halamanArcelormittal Pressure VesselkokopirokoBelum ada peringkat
- Metal matrix composites: Processing and InterfacesDari EverandMetal matrix composites: Processing and InterfacesR EverettBelum ada peringkat
- BS 970Dokumen5 halamanBS 970aezeadBelum ada peringkat
- Web Page Blocked: Home Matter IndexDokumen5 halamanWeb Page Blocked: Home Matter Index4arunpandeyBelum ada peringkat
- 739 Plastic AdhesiveDokumen4 halaman739 Plastic AdhesivevkmsBelum ada peringkat
- MIL DTL 17 Cable DescriptionsDokumen1 halamanMIL DTL 17 Cable DescriptionsvkmsBelum ada peringkat
- PVF Pps-Mesh en 2017Dokumen2 halamanPVF Pps-Mesh en 2017vkmsBelum ada peringkat
- Standard Wire & Cable Co.: Air PlenumDokumen1 halamanStandard Wire & Cable Co.: Air PlenumvkmsBelum ada peringkat
- Mil DTL 22759,16Dokumen1 halamanMil DTL 22759,16vkmsBelum ada peringkat
- Application: Business Group Automotive CablesDokumen1 halamanApplication: Business Group Automotive CablesvkmsBelum ada peringkat
- Bare Solid Soft Drawn Copper WireDokumen1 halamanBare Solid Soft Drawn Copper WirevkmsBelum ada peringkat
- Standard Wire & Cable Co.: MIL-DTL-5086 (SAE AS50861)Dokumen1 halamanStandard Wire & Cable Co.: MIL-DTL-5086 (SAE AS50861)vkmsBelum ada peringkat
- Process Engineers - CONCEPT DETAILS (Plating)Dokumen1 halamanProcess Engineers - CONCEPT DETAILS (Plating)vkmsBelum ada peringkat
- Schools Physical Ancillary FacilitiesDokumen548 halamanSchools Physical Ancillary FacilitiesThejesh GNBelum ada peringkat
- HDPE Vs LDPE ArticleDokumen2 halamanHDPE Vs LDPE ArticleJanene DenilaBelum ada peringkat
- Econoseal J Series (Mark II+)Dokumen1 halamanEconoseal J Series (Mark II+)vkmsBelum ada peringkat
- Iso Octane Toluene 50 50 Astm d471Dokumen4 halamanIso Octane Toluene 50 50 Astm d471vkmsBelum ada peringkat
- GM Connectors A13: 56 SeriesDokumen1 halamanGM Connectors A13: 56 SeriesvkmsBelum ada peringkat
- Scotchlok Connectors A15: Pictures Are Not Actual SizeDokumen1 halamanScotchlok Connectors A15: Pictures Are Not Actual SizevkmsBelum ada peringkat
- Nylon Tie-Raps A17: Marine Fuel Line ApplicationDokumen1 halamanNylon Tie-Raps A17: Marine Fuel Line ApplicationvkmsBelum ada peringkat
- 4 - JASO D 611 Auto CablesDokumen1 halaman4 - JASO D 611 Auto CablesvkmsBelum ada peringkat
- What Is It?: Symbols To Indicate Critical Features On A Part DrawingDokumen1 halamanWhat Is It?: Symbols To Indicate Critical Features On A Part DrawingvkmsBelum ada peringkat
- Precision and Bias: Measurement - Method and ProcessDokumen2 halamanPrecision and Bias: Measurement - Method and ProcessvkmsBelum ada peringkat
- White Paper On Solving Quality Issues GDandDokumen2 halamanWhite Paper On Solving Quality Issues GDandvkmsBelum ada peringkat
- Feeding Dairy Cows PDFDokumen2 halamanFeeding Dairy Cows PDFJeffBelum ada peringkat
- X20 CR Mo 13 KGDokumen2 halamanX20 CR Mo 13 KGBonthala BadriBelum ada peringkat
- Risk Assessment Forms - Appendix 5 (22102016)Dokumen2 halamanRisk Assessment Forms - Appendix 5 (22102016)Sơn Nguyễn-Lê100% (1)
- Ch02Dokumen37 halamanCh02MARUMO_LEVYBelum ada peringkat
- Accepted Engineering Practice StandardsDokumen5 halamanAccepted Engineering Practice StandardsMuhammad Shakil JanBelum ada peringkat
- Lukas KatalogDokumen31 halamanLukas KatalogJosko SpehBelum ada peringkat
- Steel vs. Concrete MaterialDokumen3 halamanSteel vs. Concrete MaterialGerald YasonBelum ada peringkat
- 670 Flight.: JUNE 25, 1936Dokumen1 halaman670 Flight.: JUNE 25, 1936seafire47Belum ada peringkat
- BICON Prysmian CW Indoor Outdoor Cable Gland Kit KA419 Series PDFDokumen1 halamanBICON Prysmian CW Indoor Outdoor Cable Gland Kit KA419 Series PDFwane-chanBelum ada peringkat
- Aerolite RaftDokumen5 halamanAerolite RaftshombisBelum ada peringkat
- Aismik CarrotsDokumen1 halamanAismik Carrotsapi-361035612Belum ada peringkat
- Airbus Global Market Forecast 2017-2036 Growing Horizons Full BookDokumen128 halamanAirbus Global Market Forecast 2017-2036 Growing Horizons Full BookAneesh SharmaBelum ada peringkat
- MasterGlenium ACE 8761 v1Dokumen3 halamanMasterGlenium ACE 8761 v1Mohiuddin MuhinBelum ada peringkat
- ITCC in Riyadh Residential Complex J10-13300 07500-1 RoofingDokumen8 halamanITCC in Riyadh Residential Complex J10-13300 07500-1 RoofinguddinnadeemBelum ada peringkat
- Tarca SystemsDokumen5 halamanTarca SystemsJBSHPEBelum ada peringkat
- GB Catalog Threading 2014 LRDokumen113 halamanGB Catalog Threading 2014 LRPrle TihiBelum ada peringkat
- Chapter 14 ForgingDokumen21 halamanChapter 14 ForgingNur RokhimBelum ada peringkat
- The Brazing BookDokumen129 halamanThe Brazing BookGuille Rmo100% (1)
- Structure Liaison Engineer, Retrofit & Repair Engineer, AircraftDokumen2 halamanStructure Liaison Engineer, Retrofit & Repair Engineer, Aircraftapi-121439689Belum ada peringkat