Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDokumen32 halamanQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Evading Thermal Imaging and Radar Detection-1Dokumen8 halamanEvading Thermal Imaging and Radar Detection-1kokiskoBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
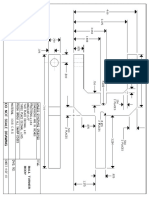
- Ball Turner PrintsDokumen10 halamanBall Turner PrintskokiskoBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Ball Turner Prints PDFDokumen10 halamanBall Turner Prints PDFkokiskoBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- UFODokumen2 halamanUFOkokiskoBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
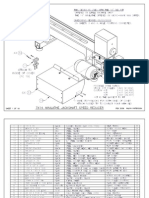
- Ralph Patterson Speed Reducer 2Dokumen27 halamanRalph Patterson Speed Reducer 2kokiskoBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Morse Taper Dimensions and Drill Chuck ArborsDokumen4 halamanMorse Taper Dimensions and Drill Chuck ArborskokiskoBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Cross Slide Nut ModificationDokumen3 halamanCross Slide Nut ModificationkokiskoBelum ada peringkat
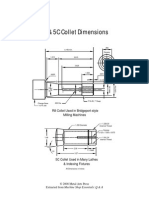
- r8 5c Collet DimensionsDokumen2 halamanr8 5c Collet Dimensionskokisko100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Change Gears Charts For Metric Threading On The 7x MiniDokumen2 halamanChange Gears Charts For Metric Threading On The 7x MinikokiskoBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Dokumen9 halamanPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Hammer MillsDokumen56 halamanHammer MillskokiskoBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Drilling SpeedsDokumen3 halamanDrilling SpeedskokiskoBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- APL 2013catalog 06-2013 WebDokumen9 halamanAPL 2013catalog 06-2013 WebkokiskoBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Learjet 85 enDokumen2 halamanLearjet 85 enkokiskoBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Metal Spinning TutorialDokumen15 halamanMetal Spinning TutorialMike SullivanBelum ada peringkat
- Lear 45 XRDokumen2 halamanLear 45 XRkokisko100% (1)
- Sports ReviewerDokumen3 halamanSports Reviewerrickymalubag014Belum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Clothes, Clothes, Clothes. Music, Music, Music. Boys, Boys, Boys.: A MemoirDokumen3 halamanClothes, Clothes, Clothes. Music, Music, Music. Boys, Boys, Boys.: A MemoirJadson Junior0% (1)
- Selection1 PDFDokumen198 halamanSelection1 PDFjONATHANBelum ada peringkat
- The Man Who Shouted TeresaDokumen4 halamanThe Man Who Shouted Teresachien_truongBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- An Irish BlessingDokumen1 halamanAn Irish BlessingNele-D0% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 5 Yrs 5 Yrs 1 Yr 5 Yrs 1 Yr 1 Yr 1 Yrs 5 Yrs 1 Yr 5 Yrs 1 Yr 5 YrsDokumen2 halaman5 Yrs 5 Yrs 1 Yr 5 Yrs 1 Yr 1 Yr 1 Yrs 5 Yrs 1 Yr 5 Yrs 1 Yr 5 YrsMuhamad YusreyBelum ada peringkat
- 1 BROASTE TA 2013 en de 09 Furniture Locking SystemsDokumen150 halaman1 BROASTE TA 2013 en de 09 Furniture Locking SystemsMada UdreaBelum ada peringkat
- DRP ENGLISH Skill C Exercise 1 13Dokumen7 halamanDRP ENGLISH Skill C Exercise 1 13rossana rondaBelum ada peringkat
- Speech of AntonyDokumen9 halamanSpeech of AntonyMiruna BirladeanuBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Manual Analizador Pirogenio Ellab Man - Py - SW - 20090626 - 3.0 PDFDokumen122 halamanManual Analizador Pirogenio Ellab Man - Py - SW - 20090626 - 3.0 PDFAlam AlvesBelum ada peringkat
- 3dboxx w4880 SeriesDokumen2 halaman3dboxx w4880 SeriesSaud AhmedBelum ada peringkat
- The End of The Gpu Roadmap: Tim Sweeney CEO, Founder Epic GamesDokumen74 halamanThe End of The Gpu Roadmap: Tim Sweeney CEO, Founder Epic Gamesapi-26184004Belum ada peringkat
- E9825c12 Unm Wsoc Box Score 1102Dokumen13 halamanE9825c12 Unm Wsoc Box Score 1102Albuquerque JournalBelum ada peringkat
- Basic DialoguesDokumen131 halamanBasic DialoguesElizabeth Simão MiguensBelum ada peringkat
- Enthusiasm and AttitudeDokumen21 halamanEnthusiasm and AttitudeluckiemanBelum ada peringkat
- Sandwiches PortfolioDokumen6 halamanSandwiches PortfolioMicayy AtibagosBelum ada peringkat
- Excerpt FromDokumen7 halamanExcerpt FromCathryn ValmontBelum ada peringkat
- PH600 CH 9 Problems PDFDokumen3 halamanPH600 CH 9 Problems PDFMike GaoBelum ada peringkat
- Rajinikanth Attracts 150,000 Twitter Followers On Day 1Dokumen3 halamanRajinikanth Attracts 150,000 Twitter Followers On Day 1Auliya SantBelum ada peringkat
- Resume 2Dokumen2 halamanResume 2api-699453949Belum ada peringkat
- Dress Code and Grooming PolicyDokumen2 halamanDress Code and Grooming PolicyJuan Pe100% (1)
- Marketing and Advertising Casino Dealer Program 2Dokumen3 halamanMarketing and Advertising Casino Dealer Program 2Angela BrownBelum ada peringkat
- Burleigh, Harry Thacker-Negro Minstrel MelodiesDokumen58 halamanBurleigh, Harry Thacker-Negro Minstrel MelodiesKay Gould50% (2)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Compatibilidad APPs Dispositivos 03-01-2023-GTDDokumen1.232 halamanCompatibilidad APPs Dispositivos 03-01-2023-GTDAnthony ArmstrongBelum ada peringkat
- 14 02Dokumen3 halaman14 02Анна ВаракутаBelum ada peringkat
- Wialon Platform Overview CES2022Dokumen32 halamanWialon Platform Overview CES2022Berita TerangBelum ada peringkat
- User-Agents Facebook-Messenger ApplicationDokumen140 halamanUser-Agents Facebook-Messenger ApplicationGenivee BuensalidoBelum ada peringkat
- Krispy Kreme SWOT AnalysisDokumen2 halamanKrispy Kreme SWOT Analysisashley agustin100% (1)
- Art Farm Programming 2023Dokumen3 halamanArt Farm Programming 2023Sherri ScottBelum ada peringkat
- Toefl Itp - 2002 - 08Dokumen44 halamanToefl Itp - 2002 - 08marchelita.daffiani.kaligisBelum ada peringkat
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDari Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiPenilaian: 5 dari 5 bintang5/5 (2)
- Merle's Door: Lessons from a Freethinking DogDari EverandMerle's Door: Lessons from a Freethinking DogPenilaian: 4 dari 5 bintang4/5 (326)