Anda mungkin juga menyukai
- Goal 4Dokumen7 halamanGoal 4NirmitBelum ada peringkat
- Inventory ExampleDokumen14 halamanInventory ExampleSrijan Shetty100% (1)
- Weather Prediction Using Machine Learning TechniquessDokumen53 halamanWeather Prediction Using Machine Learning Techniquessbakiz89Belum ada peringkat
- Leonard Nadler' ModelDokumen3 halamanLeonard Nadler' ModelPiet Gabz67% (3)
- Assignment#1Dokumen7 halamanAssignment#1Ankit Srivastava0% (1)
- Process SelectionDokumen39 halamanProcess Selectionajit88ak100% (1)
- Types of Production SystemDokumen6 halamanTypes of Production SystemJyoti NawlaniBelum ada peringkat
- Backorder Inventory ModelDokumen5 halamanBackorder Inventory ModelJatinder Gill100% (3)
- Utility & Decision MakingDokumen23 halamanUtility & Decision MakingArif BudimanBelum ada peringkat
- 1 Introduction To Manufacturing SystemsDokumen186 halaman1 Introduction To Manufacturing SystemsJerin Cyriac Me100% (1)
- What Is A Purchasing SystemDokumen7 halamanWhat Is A Purchasing SystemJerah JabicanBelum ada peringkat
- Plant Layout AssignmentDokumen14 halamanPlant Layout Assignmentvarun100% (1)
- Nova WesternDokumen19 halamanNova Westernadel22100% (1)
- Nestle Five Forces With ConclusionDokumen7 halamanNestle Five Forces With Conclusionsajidobry_847601844Belum ada peringkat
- Swot and Pestle Analysis For Nestle CompanyDokumen23 halamanSwot and Pestle Analysis For Nestle CompanyEddy Chong Tze Hui45% (11)
- Facility LayoutDokumen30 halamanFacility LayoutamitBelum ada peringkat
- 6-Classification of Layout and Mhs - 160811Dokumen4 halaman6-Classification of Layout and Mhs - 160811pammy313Belum ada peringkat
- Characteristics of Jit SystemDokumen5 halamanCharacteristics of Jit SystemnehaBelum ada peringkat
- Chapter 3 - MATERIAL HANDLING PDFDokumen10 halamanChapter 3 - MATERIAL HANDLING PDFShiverrania 29080% (1)
- Classification of Production SystemsDokumen4 halamanClassification of Production SystemsBizuayehu TadesseBelum ada peringkat
- Productivity ProblemsDokumen4 halamanProductivity ProblemsMohit MehndirattaBelum ada peringkat
- OM-Chapter 4Dokumen37 halamanOM-Chapter 4Almaz Getachew0% (1)
- Management Theory and Practice: Assosa University College of Business and Economics Department of ManagementDokumen9 halamanManagement Theory and Practice: Assosa University College of Business and Economics Department of ManagementVermuda Vermuda100% (1)
- of ReconditioningDokumen20 halamanof ReconditioningDita G. Gemechu100% (1)
- Chapter 7 Material Requirement Planning (MRP)Dokumen18 halamanChapter 7 Material Requirement Planning (MRP)opio james100% (1)
- Capacity Planning Solved NumericalsDokumen3 halamanCapacity Planning Solved NumericalsShanky Jain83% (6)
- 4 Aggregate PlanningDokumen6 halaman4 Aggregate PlanningNALLANKI RAJA KUMAR100% (2)
- CHAPTER 3 Transportatiofor Night ClassDokumen10 halamanCHAPTER 3 Transportatiofor Night ClassHACHALU FAYE100% (1)
- Unit 4 ProblemsDokumen5 halamanUnit 4 Problems19R21A05C0 19 - CSE BBelum ada peringkat
- A Numerical Example of Target and Lifecycle CostingDokumen2 halamanA Numerical Example of Target and Lifecycle CostingAtulSinghBelum ada peringkat
- Lesson 5-Inventory ManagementDokumen27 halamanLesson 5-Inventory ManagementTewelde AsefaBelum ada peringkat
- Sample Problems-Work SamplingDokumen6 halamanSample Problems-Work SamplingL.a. Ladores100% (2)
- LPP FormulationDokumen38 halamanLPP Formulationvrsafe67% (3)
- Production & Operations Management: Unit - 1Dokumen148 halamanProduction & Operations Management: Unit - 1Sumatthi Devi ChigurupatiBelum ada peringkat
- Chapter 10Dokumen8 halamanChapter 10kencruz100% (1)
- NB: When The Holding Cost Per Unit Is Not Given, We Usually Take It To Be A Percentage of Purchase Price (C) Per UnitDokumen3 halamanNB: When The Holding Cost Per Unit Is Not Given, We Usually Take It To Be A Percentage of Purchase Price (C) Per UnitVans Tee100% (1)
- Inventory MGTDokumen40 halamanInventory MGTwagdy87Belum ada peringkat
- Module-5 Inventory ModelsDokumen30 halamanModule-5 Inventory ModelsGopi SBelum ada peringkat
- EOQ ProblemsDokumen3 halamanEOQ Problemstomtomtom77750% (4)
- Importance and Scope of Material HandlingDokumen4 halamanImportance and Scope of Material HandlingManoj Ramachandran NairBelum ada peringkat
- Production Order Quantity ModelDokumen65 halamanProduction Order Quantity ModelJatinder Gill100% (1)
- Sample Productivity ProblemsDokumen5 halamanSample Productivity ProblemsCassia MontiBelum ada peringkat
- Factors Affecting Production Planning and ControlDokumen7 halamanFactors Affecting Production Planning and ControlAnamika Rai PandeyBelum ada peringkat
- Factors Affecting The Layout DesignDokumen4 halamanFactors Affecting The Layout DesignLijo John88% (8)
- Accounting McqsDokumen5 halamanAccounting Mcqswalid ahmed100% (1)
- UNIT 4 Operations Planning and ControlDokumen20 halamanUNIT 4 Operations Planning and ControlBirhanu AdmasuBelum ada peringkat
- Line Balancing ExerciseDokumen8 halamanLine Balancing ExerciseShafiqa ZulkefliBelum ada peringkat
- Scheduling and Sequencing-IDokumen71 halamanScheduling and Sequencing-IPrateek Konvicted100% (2)
- Chapter 4 Project Preparation and Analysis - 2Dokumen54 halamanChapter 4 Project Preparation and Analysis - 2Aida Mohammed100% (1)
- Plant Location and TheoriesDokumen52 halamanPlant Location and TheoriesssfoodtechBelum ada peringkat
- Method StudyDokumen50 halamanMethod Studywintoday01100% (2)
- CHAPTER 11 Inventory ModelDokumen24 halamanCHAPTER 11 Inventory ModelmulunehBelum ada peringkat
- Chapter 2 - PLANT LOCATION AND LAYOUT PDFDokumen43 halamanChapter 2 - PLANT LOCATION AND LAYOUT PDFSam Renu100% (1)
- Inventory ModelDokumen35 halamanInventory ModelPushpa Latha M100% (1)
- A GUIDE To QADM (New)Dokumen208 halamanA GUIDE To QADM (New)chuchu100% (1)
- Production Order Quantity Model: Used When Inventory Builds UpDokumen7 halamanProduction Order Quantity Model: Used When Inventory Builds UpANKITA LUTHRA EPGDIB 2018-20Belum ada peringkat
- Lecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Dokumen78 halamanLecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Austin Edwin100% (1)
- Case 21 - Denby ConstabularyDokumen6 halamanCase 21 - Denby ConstabularyArjay Plata100% (1)
- Predetermined Time StudyDokumen5 halamanPredetermined Time StudyJerome BayocbocBelum ada peringkat
- Assignment OTDokumen2 halamanAssignment OTshalukpr100% (3)
- MCQ On Plant LayoutDokumen3 halamanMCQ On Plant LayoutMohan KumarBelum ada peringkat
- Tutorial 3 With SolutionDokumen34 halamanTutorial 3 With SolutionPrakrit Chandani100% (3)
- Aggregate Production PlanningDokumen110 halamanAggregate Production Planningzakria100100Belum ada peringkat
- Layout TypesDokumen6 halamanLayout TypeswearematalabiBelum ada peringkat
- LayoutDokumen5 halamanLayoutPrem RanjanBelum ada peringkat
- Survey To Study The Relationship Between Motivation and Reward SystemsDokumen3 halamanSurvey To Study The Relationship Between Motivation and Reward Systemsadel22Belum ada peringkat
- Accounting For Investment SecuritiesDokumen9 halamanAccounting For Investment Securitiesxpac_53Belum ada peringkat
- Cma - Chapter 3 of Part 2Dokumen60 halamanCma - Chapter 3 of Part 2adel22Belum ada peringkat
- Certified Management Accountant - Part 2 Chapter 4Dokumen48 halamanCertified Management Accountant - Part 2 Chapter 4adel22Belum ada peringkat
- S. No Monetary Rewards Non-Monetary Rewards Q1 Q2 Q3 Q4 Q5 Q6Dokumen18 halamanS. No Monetary Rewards Non-Monetary Rewards Q1 Q2 Q3 Q4 Q5 Q6adel22Belum ada peringkat
- The Strategy in The Vietnam WarDokumen1 halamanThe Strategy in The Vietnam Waradel22Belum ada peringkat
- Cma Chapter 1 - Part 2Dokumen20 halamanCma Chapter 1 - Part 2adel22Belum ada peringkat
- Bhattacharya Et - Al. (2000)Dokumen33 halamanBhattacharya Et - Al. (2000)ramoskathiaBelum ada peringkat
- Are Markets Efficient - NoDokumen3 halamanAre Markets Efficient - Noits4krishna3776Belum ada peringkat
- Working Capital Financing by BankDokumen5 halamanWorking Capital Financing by BankmaadurimBelum ada peringkat
- HarleyDavidson Strategic AnalysisDokumen29 halamanHarleyDavidson Strategic Analysisadel220% (1)
- Mittan 2010 APPLE - A Case Study Analysis 2010-01-28 PDFDokumen24 halamanMittan 2010 APPLE - A Case Study Analysis 2010-01-28 PDFKoray YilmazBelum ada peringkat
- معايير المحاسبة الدوليةDokumen38 halamanمعايير المحاسبة الدوليةcommander511Belum ada peringkat
- Nestlé LC1Dokumen8 halamanNestlé LC1adel22Belum ada peringkat
- Sheridan Specialized Building Products LLC - Queue Solutions Commercial Proposal by SeQure TechnologiesDokumen6 halamanSheridan Specialized Building Products LLC - Queue Solutions Commercial Proposal by SeQure Technologiessailesh psBelum ada peringkat
- Elad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086Dokumen61 halamanElad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086james wrightBelum ada peringkat
- Coping Mechanism and Academic Performance Among FiDokumen14 halamanCoping Mechanism and Academic Performance Among FiMary Margaret MorillaBelum ada peringkat
- Module 8 - Emotional Intelligence Personal DevelopmentDokumen19 halamanModule 8 - Emotional Intelligence Personal DevelopmentRoxan Binarao-Bayot60% (5)
- 11 - Chapter 3Dokumen27 halaman11 - Chapter 3sam000678Belum ada peringkat
- Chapter5A TorqueDokumen32 halamanChapter5A TorqueShuq Faqat al-FansuriBelum ada peringkat
- Assignment OSDokumen11 halamanAssignment OSJunaidArshadBelum ada peringkat
- Tugas Bahasa Inggris: ButterflyDokumen4 halamanTugas Bahasa Inggris: ButterflyRiyadi TeguhBelum ada peringkat
- Probset 3 KeyDokumen7 halamanProbset 3 KeyhoneyschuBelum ada peringkat
- A Guide To Funeral Ceremonies and PrayersDokumen26 halamanA Guide To Funeral Ceremonies and PrayersJohn DoeBelum ada peringkat
- Psyche Finals: Trans 2: Psychotic Disorder: SchizophreniaDokumen4 halamanPsyche Finals: Trans 2: Psychotic Disorder: SchizophreniajisooBelum ada peringkat
- Nursing Care Plan TemplateDokumen3 halamanNursing Care Plan TemplateJeffrey GagoBelum ada peringkat
- Encephalopathies: Zerlyn T. Leonardo, M.D., FPCP, FPNADokumen50 halamanEncephalopathies: Zerlyn T. Leonardo, M.D., FPCP, FPNAJanellee DarucaBelum ada peringkat
- Adolescence Problems PPT 1Dokumen25 halamanAdolescence Problems PPT 1akhila appukuttanBelum ada peringkat
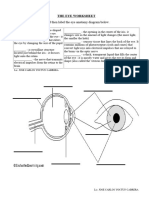
- The Eye WorksheetDokumen3 halamanThe Eye WorksheetCally ChewBelum ada peringkat
- Splash25 Winner InstructionsDokumen8 halamanSplash25 Winner InstructionsRamkrishna PaulBelum ada peringkat
- Directorate of Indian Medicines & Homoeopathy, Orissa, Bhubaneswar Listof The Homoeopathic Dispensaries BhadrakDokumen1 halamanDirectorate of Indian Medicines & Homoeopathy, Orissa, Bhubaneswar Listof The Homoeopathic Dispensaries Bhadrakbiswajit mathematicsBelum ada peringkat
- Family Planning MethodsDokumen20 halamanFamily Planning MethodsRoel Marcial100% (2)
- Microcal P20Dokumen2 halamanMicrocal P20ctmtectrolBelum ada peringkat
- R07 SET-1: Code No: 07A6EC04Dokumen4 halamanR07 SET-1: Code No: 07A6EC04Jithesh VBelum ada peringkat
- 1941 Iraq and The IlluminatiDokumen4 halaman1941 Iraq and The IlluminatiZaneWeltonBelum ada peringkat
- Synopsis SsDokumen14 halamanSynopsis SsJYOTI KATIYAR SVUBelum ada peringkat
- Fisker Karma - Battery 12V Jump StartDokumen2 halamanFisker Karma - Battery 12V Jump StartRedacTHORBelum ada peringkat
- Angles, Bearings and AzimuthDokumen10 halamanAngles, Bearings and AzimuthMarc Dared CagaoanBelum ada peringkat
- Visvesvaraya Technological University: Jnana Sangama, Belgavi-590018, Karnataka, INDIADokumen7 halamanVisvesvaraya Technological University: Jnana Sangama, Belgavi-590018, Karnataka, INDIAShashi KaranBelum ada peringkat
- OSX ExpoDokumen13 halamanOSX ExpoxolilevBelum ada peringkat
- Transmittal Sheet 1808-T-RJ-PJ-099SDokumen2 halamanTransmittal Sheet 1808-T-RJ-PJ-099SMuhammad AzkaBelum ada peringkat
- The Hot Aishwarya Rai Wedding and Her Life.20130105.040216Dokumen2 halamanThe Hot Aishwarya Rai Wedding and Her Life.20130105.040216anon_501746111100% (1)