Anda mungkin juga menyukai
- Modeling and Analysis On DiaphragmsDokumen169 halamanModeling and Analysis On DiaphragmsPankaj_Taneja_9684Belum ada peringkat
- Opentower - Mount Analysis: Connect EditionDokumen26 halamanOpentower - Mount Analysis: Connect EditionPankaj_Taneja_9684Belum ada peringkat
- Concrete Mix DesignDokumen78 halamanConcrete Mix DesignPankaj_Taneja_9684100% (1)
- Case 1 5/8" Bolt: Bearing Strength: Fu Le t/2Dokumen3 halamanCase 1 5/8" Bolt: Bearing Strength: Fu Le t/2Pankaj_Taneja_9684Belum ada peringkat
- Rev G Connection-Double AngleDokumen12 halamanRev G Connection-Double AnglePankaj_Taneja_9684Belum ada peringkat
- Antenna Load Cal KathreinDokumen16 halamanAntenna Load Cal Kathreinkabardey46Belum ada peringkat
- Open Tower Reference ManualDokumen225 halamanOpen Tower Reference ManualPankaj_Taneja_9684100% (1)
- Self-Supporting Tower Section and Panel ConfigurationDokumen15 halamanSelf-Supporting Tower Section and Panel ConfigurationPankaj_Taneja_9684Belum ada peringkat
- Electrical SubstationDokumen9 halamanElectrical SubstationPankaj_Taneja_9684Belum ada peringkat
- AISC Channel Design 360-16Dokumen6 halamanAISC Channel Design 360-16Pankaj_Taneja_9684Belum ada peringkat
- Self-Supporting Tower Geometry GenerationDokumen8 halamanSelf-Supporting Tower Geometry GenerationPankaj_Taneja_9684Belum ada peringkat
- Hubbell Cable DataDokumen80 halamanHubbell Cable DataPankaj_Taneja_9684Belum ada peringkat
- Dynamic Gust Response Factors For Guyed TowersDokumen12 halamanDynamic Gust Response Factors For Guyed TowersPankaj_Taneja_9684Belum ada peringkat
- Face Bevel CalculationsDokumen18 halamanFace Bevel CalculationsPankaj_Taneja_9684Belum ada peringkat
- Earthquake Behaviour of BuildingsDokumen268 halamanEarthquake Behaviour of BuildingsChristian PintoBelum ada peringkat
- TransmissionDokumen34 halamanTransmissionMadanasekhar TadimarriBelum ada peringkat
- HHD Bo0ltsDokumen50 halamanHHD Bo0ltsGauraNitai108Belum ada peringkat
- TransmissionDokumen34 halamanTransmissionMadanasekhar TadimarriBelum ada peringkat
- AGL 20140901 Sep 2014Dokumen94 halamanAGL 20140901 Sep 2014Pankaj_Taneja_9684Belum ada peringkat
- Visweswara Rao 1995Dokumen12 halamanVisweswara Rao 1995Carlos LopezBelum ada peringkat
- 7.4 Tower Design: Bracing SystemsDokumen49 halaman7.4 Tower Design: Bracing SystemsBoisterous_Girl100% (1)
- Guide To The Use of en 1991-1-4 Wind ActionsDokumen21 halamanGuide To The Use of en 1991-1-4 Wind ActionsmickmannersBelum ada peringkat
- Fear of EarthquakesDokumen2 halamanFear of EarthquakesPankaj_Taneja_9684Belum ada peringkat
- Lattice Towers and Masts IntroductionDokumen17 halamanLattice Towers and Masts IntroductionPankaj_Taneja_9684Belum ada peringkat
- Transmission Line Supports.Dokumen37 halamanTransmission Line Supports.ninadpujara2007Belum ada peringkat
- Earthquake EngineeringDokumen28 halamanEarthquake EngineeringPankaj_Taneja_9684Belum ada peringkat
- Finite Element Seismic Analysis of Guyed MastsDokumen166 halamanFinite Element Seismic Analysis of Guyed MastsseetaramayyaBelum ada peringkat
- Getting Started With VBA in Excel 2010Dokumen24 halamanGetting Started With VBA in Excel 2010Pankaj_Taneja_9684Belum ada peringkat
- Analysis of Transmission Tower With Different ConfigurationDokumen11 halamanAnalysis of Transmission Tower With Different ConfigurationPankaj_Taneja_9684Belum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Inner RingDokumen16 halamanInner RingService - Anda Hydraulics Asia Pte LtdBelum ada peringkat
- Indian companies involved in trade dispute caseDokumen15 halamanIndian companies involved in trade dispute caseakshay daymaBelum ada peringkat
- March 2017Dokumen11 halamanMarch 2017Anonymous NolO9drW7MBelum ada peringkat
- Econometrics ProjectDokumen17 halamanEconometrics ProjectAkash ChoudharyBelum ada peringkat
- 2021 A Review of Image Based Pavement Crack Detection AlgorithmsDokumen7 halaman2021 A Review of Image Based Pavement Crack Detection Algorithmsgandhara11Belum ada peringkat
- GSR Azure High Level ArchitectureDokumen4 halamanGSR Azure High Level ArchitectureCSKBelum ada peringkat
- The Importance of Personal Protective Equipment in Pesticide App 2018Dokumen4 halamanThe Importance of Personal Protective Equipment in Pesticide App 2018Anees MalikBelum ada peringkat
- Lilypad Hotels & Resorts: Paul DidriksenDokumen15 halamanLilypad Hotels & Resorts: Paul DidriksenN.a. M. TandayagBelum ada peringkat
- Creating Rapid Prototype Metal CastingsDokumen10 halamanCreating Rapid Prototype Metal CastingsShri JalihalBelum ada peringkat
- Validate Internet Backbone Routing and SwitchingDokumen27 halamanValidate Internet Backbone Routing and SwitchingThành Trung NguyễnBelum ada peringkat
- Daa M-4Dokumen28 halamanDaa M-4Vairavel ChenniyappanBelum ada peringkat
- DESIGN AND FABRICATION TURBO WOOD STOVE TIET OriginalDokumen71 halamanDESIGN AND FABRICATION TURBO WOOD STOVE TIET OriginalSHIELDBelum ada peringkat
- Chapter 4-Ohm's LawDokumen12 halamanChapter 4-Ohm's LawErin LoveBelum ada peringkat
- Siemens ProjectDokumen17 halamanSiemens ProjectMayisha Alamgir100% (1)
- Stock Futures Are Flat in Overnight Trading After A Losing WeekDokumen2 halamanStock Futures Are Flat in Overnight Trading After A Losing WeekVina Rahma AuliyaBelum ada peringkat
- Production of Activated CarbonDokumen11 halamanProduction of Activated CarbonShii Bautista100% (1)
- Piroxicam (Wikipedia)Dokumen4 halamanPiroxicam (Wikipedia)Adrian ArnasaputraBelum ada peringkat
- POLS219 Lecture Notes 7Dokumen7 halamanPOLS219 Lecture Notes 7Muhammad Zainal AbidinBelum ada peringkat
- Task Based Risk Assesment FormDokumen2 halamanTask Based Risk Assesment FormKolluri SrinivasBelum ada peringkat
- Depreciation Methods ExplainedDokumen2 halamanDepreciation Methods ExplainedAnsha Twilight14Belum ada peringkat
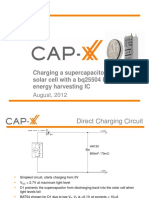
- 1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFDokumen12 halaman1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFmehralsmenschBelum ada peringkat
- Cast Resin Busduct PDFDokumen48 halamanCast Resin Busduct PDFanand2k1100% (1)
- Guidelines Regarding The Handling of Cable Drums During Transport and StorageDokumen5 halamanGuidelines Regarding The Handling of Cable Drums During Transport and StorageJegan SureshBelum ada peringkat
- SOLUTIONS : Midterm Exam For Simulation (CAP 4800)Dokumen14 halamanSOLUTIONS : Midterm Exam For Simulation (CAP 4800)Amit DostBelum ada peringkat
- Is 4032 - 1985Dokumen45 halamanIs 4032 - 1985yogeshbadyalBelum ada peringkat
- Chpter 06 QuizDokumen3 halamanChpter 06 QuizGall AnonimBelum ada peringkat
- Block P2P Traffic with pfSense using Suricata IPSDokumen6 halamanBlock P2P Traffic with pfSense using Suricata IPSEder Luiz Alves PintoBelum ada peringkat
- Circulation in Vacuum Pans: January 2004Dokumen18 halamanCirculation in Vacuum Pans: January 2004REMINGTON SALAYABelum ada peringkat
- 7 ways to improve energy efficiency of pumpsDokumen1 halaman7 ways to improve energy efficiency of pumpsCharina Malolot VillalonBelum ada peringkat
- Newspaper CritiqueDokumen4 halamanNewspaper CritiquebojoiBelum ada peringkat