Anda mungkin juga menyukai
- Montaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409Dari EverandMontaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409Penilaian: 5 dari 5 bintang5/5 (1)
- Tablas de ProcesosDokumen5 halamanTablas de ProcesosYeifry FelipeBelum ada peringkat
- Informe 4 - Afectaciones Metalograficas en Juntas SoldadasDokumen18 halamanInforme 4 - Afectaciones Metalograficas en Juntas SoldadasPaul SebastianBelum ada peringkat
- F - Plan de Control de Equipos de Medición - v1Dokumen4 halamanF - Plan de Control de Equipos de Medición - v1kellyBelum ada peringkat
- Cómo Determinar El Amperaje Al SoldarDokumen8 halamanCómo Determinar El Amperaje Al Soldarwilliamarm2009100% (1)
- Gs-t-03 Prueba Hidrostatica de Tuberia AcDokumen5 halamanGs-t-03 Prueba Hidrostatica de Tuberia AcAntonino RodriguezBelum ada peringkat
- Informe de Liquidos PenetrantesDokumen4 halamanInforme de Liquidos PenetrantesJosé Rodórico Sánchez Huamán100% (1)
- Reloj ComparadorDokumen6 halamanReloj ComparadorJesús HerreraBelum ada peringkat
- Pilotes PrefabricadosDokumen12 halamanPilotes PrefabricadosWilliam Lionel Baca SantosBelum ada peringkat
- Procedimiento de Inspeccion Por Tintes PenetrantesDokumen9 halamanProcedimiento de Inspeccion Por Tintes Penetrantesjarly gomezBelum ada peringkat
- Informe Tintas PenetrantesDokumen20 halamanInforme Tintas PenetrantesAlex ParedesBelum ada peringkat
- Longitud Normalizada de Correas. AjustesDokumen2 halamanLongitud Normalizada de Correas. AjustesGuillermo Franco100% (1)
- TUBERIADokumen5 halamanTUBERIAEDUARDO GAMALIEL VARE YUPANQUIBelum ada peringkat
- Eslabon Maestro A 342 A 345Dokumen1 halamanEslabon Maestro A 342 A 345Claudio Israel Godinez Somera100% (1)
- Recomendaciones para El Montaje de VálvulasDokumen1 halamanRecomendaciones para El Montaje de Válvulaspepe3214Belum ada peringkat
- Informe 6 de Soldadura - 2Dokumen18 halamanInforme 6 de Soldadura - 2Fernando SanchezBelum ada peringkat
- 4.1 Reporte de BalanceoDokumen2 halaman4.1 Reporte de BalanceoJOSE RIOSBelum ada peringkat
- LGS01-Calificacion de SoldadoresDokumen14 halamanLGS01-Calificacion de SoldadoresGedalías MartínezBelum ada peringkat
- Uniones Soldadas A Tope y de Filete.Dokumen2 halamanUniones Soldadas A Tope y de Filete.Ruben Riquer100% (1)
- Guia de Ejercicios Administracion Del Mantenimiento MS PROJECT 23-09-2010Dokumen17 halamanGuia de Ejercicios Administracion Del Mantenimiento MS PROJECT 23-09-2010Brian EscorciaBelum ada peringkat
- Inspeccion y MonitoreoDokumen4 halamanInspeccion y Monitoreojorgeantonia3101Belum ada peringkat
- Informe - EnD LíquidosDokumen8 halamanInforme - EnD LíquidosYilmar Guillen ChaconBelum ada peringkat
- Precauciones Uso YugoDokumen7 halamanPrecauciones Uso Yugofabo_amdBelum ada peringkat
- Formato Lista de Verificación de Elementos de IzajeDokumen1 halamanFormato Lista de Verificación de Elementos de IzajeDiego Vera MejíaBelum ada peringkat
- Tabla de Mantenimiento CipDokumen2 halamanTabla de Mantenimiento CipMrbalatas MillanesBelum ada peringkat
- (Montaje de Estructuras) Rev.0Dokumen7 halaman(Montaje de Estructuras) Rev.0jazzjeffryBelum ada peringkat
- Informe Proceso de Soldadura TIGDokumen6 halamanInforme Proceso de Soldadura TIGRichar PomaBelum ada peringkat
- Informe de Tintas Penetrantes Fluorecentes UtaDokumen38 halamanInforme de Tintas Penetrantes Fluorecentes UtaantonyBelum ada peringkat
- Informe N°3 - Ensayos No DestructivosDokumen13 halamanInforme N°3 - Ensayos No DestructivosCarlosBelum ada peringkat
- Diseño, Construcción y Prueba de Un SilenciadorDokumen166 halamanDiseño, Construcción y Prueba de Un SilenciadorFrancisco Javier DasilvaBelum ada peringkat
- Ensayos de Calificacion de SoldaduraDokumen8 halamanEnsayos de Calificacion de Soldaduralourdes ramosBelum ada peringkat
- Previo A La Obtención Del Título De: Tecnólogo en Mecánica IndustrialDokumen30 halamanPrevio A La Obtención Del Título De: Tecnólogo en Mecánica IndustrialAndres BluckkBelum ada peringkat
- Catalogo Alambres Sólidos GMAW-GTAWDokumen20 halamanCatalogo Alambres Sólidos GMAW-GTAWLeyniz York Arias LlanosBelum ada peringkat
- L1 - Liquidos Penetrantes-3Dokumen13 halamanL1 - Liquidos Penetrantes-3Hector Abraham Paricahua CabanaBelum ada peringkat
- Informe de Proceso de Soldadura SMAW y Fuentes de PoderDokumen9 halamanInforme de Proceso de Soldadura SMAW y Fuentes de PoderCesar Gomez GamezBelum ada peringkat
- Cuestionario MecanicaDokumen5 halamanCuestionario MecanicaFernando Pasten FernandezBelum ada peringkat
- Informe de Liquidos PenetrantesDokumen6 halamanInforme de Liquidos PenetrantesSoma Cruz FcBelum ada peringkat
- Diseñoii 2Dokumen26 halamanDiseñoii 2Luis ContrerasBelum ada peringkat
- Opf - 05 Reporte de Inspección PoleasDokumen1 halamanOpf - 05 Reporte de Inspección PoleasLEVI HERNANDEZBelum ada peringkat
- Reporte de Inspección de MaquinaríaDokumen12 halamanReporte de Inspección de MaquinaríaLuis Eduardo Hernández SalgadoBelum ada peringkat
- Abertura de La RaízDokumen7 halamanAbertura de La RaízHector ChavezBelum ada peringkat
- San3-Simbología, Normalización SoldaduraDokumen24 halamanSan3-Simbología, Normalización SoldaduraJesús Luis100% (1)
- Trabajo ArmandoDokumen14 halamanTrabajo ArmandoVairon QuezadaBelum ada peringkat
- Aplicaciones de La Soldadura en La Industria deDokumen13 halamanAplicaciones de La Soldadura en La Industria deJoseLuisAlanocaBelum ada peringkat
- Quemadoe Grupo 2Dokumen8 halamanQuemadoe Grupo 2dair rodriguezBelum ada peringkat
- Galgas para Soldadura de Filete-11Dokumen8 halamanGalgas para Soldadura de Filete-11Anonymous zty1dfTOjBelum ada peringkat
- Procedimiento para Aplicación de Recubrimiento NAP GARDDokumen15 halamanProcedimiento para Aplicación de Recubrimiento NAP GARDCamilo RodriguezBelum ada peringkat
- Normas ASTM para Extrusión de Tubería y PerfilesDokumen3 halamanNormas ASTM para Extrusión de Tubería y PerfilesLuis Manuel Zapata Gonzalez100% (1)
- Cordon de Soldadura Con INVENTORDokumen27 halamanCordon de Soldadura Con INVENTORGeorge Brandon HaparcoBelum ada peringkat
- 1 TribologiaDokumen113 halaman1 TribologiajhanetBelum ada peringkat
- DIÁMETROS de ROSCA Americana Cónica para TubosDokumen3 halamanDIÁMETROS de ROSCA Americana Cónica para TubosHerberPerazaBelum ada peringkat
- Hernan Vasquez de La Torre Examen FinalDokumen14 halamanHernan Vasquez de La Torre Examen FinalDarwin Yonel Mamani SalcedoBelum ada peringkat
- Guía para Usar Tintas Penetrantes en SoldadurasDokumen4 halamanGuía para Usar Tintas Penetrantes en SoldadurasAbisholita MecaTronics100% (1)
- Clasificacion de Los PernosDokumen46 halamanClasificacion de Los PernosFredys AlvarezBelum ada peringkat
- SIPOREXDokumen58 halamanSIPOREXLuis BlBelum ada peringkat
- Procedimiento de Relleno de Ejes CDRDokumen3 halamanProcedimiento de Relleno de Ejes CDREider Perez100% (1)
- Que Es El Ensayo de TensiónDokumen11 halamanQue Es El Ensayo de TensiónAlejandro José LópezBelum ada peringkat
- Prueba HidrostáticaDokumen5 halamanPrueba HidrostáticaAnonymous SSzuuR1dBelum ada peringkat
- Metodología EQUICRITDokumen29 halamanMetodología EQUICRITThalia NabilBelum ada peringkat
- Plan de Control de CalidadDokumen13 halamanPlan de Control de CalidadJuan HernandezBelum ada peringkat
- CASO PRÁCTICO 3 Por Resolver C (Recuperado Automáticamente)Dokumen6 halamanCASO PRÁCTICO 3 Por Resolver C (Recuperado Automáticamente)David DaemmejBelum ada peringkat
- Descanso RemuneradosDokumen32 halamanDescanso RemuneradosDavid DaemmejBelum ada peringkat
- Caso Practico 1 D Resuelto 2022Dokumen4 halamanCaso Practico 1 D Resuelto 2022David DaemmejBelum ada peringkat
- Calibrador de Soldadura C-01Dokumen2 halamanCalibrador de Soldadura C-01David DaemmejBelum ada peringkat
- 10 RemuneracionAsignacionFamiliar.v2Dokumen17 halaman10 RemuneracionAsignacionFamiliar.v2David DaemmejBelum ada peringkat
- Catalogo Alo RentalDokumen1 halamanCatalogo Alo RentalDavid DaemmejBelum ada peringkat
- Cs-Qc-Em-P04 Proc. Inspeccion Visual de Soldadura Rev. 1Dokumen11 halamanCs-Qc-Em-P04 Proc. Inspeccion Visual de Soldadura Rev. 1David DaemmejBelum ada peringkat
- Procedimiento Trabajo Seguro Instalacion Sist Prevención de CaidasDokumen18 halamanProcedimiento Trabajo Seguro Instalacion Sist Prevención de CaidasDavid DaemmejBelum ada peringkat
- Treck Kato NuevoDokumen80 halamanTreck Kato NuevoDavid DaemmejBelum ada peringkat
- Memoria de Calculo de CaballeteDokumen5 halamanMemoria de Calculo de CaballeteDavid DaemmejBelum ada peringkat
- Andamio de 2 CuerposDokumen1 halamanAndamio de 2 CuerposDavid DaemmejBelum ada peringkat
- x3 Gloss Poliuretano CatalizadoDokumen2 halamanx3 Gloss Poliuretano CatalizadoDavid DaemmejBelum ada peringkat
- Pro-Seg-032 Izaje Con Grua y EquiposDokumen9 halamanPro-Seg-032 Izaje Con Grua y EquiposDavid DaemmejBelum ada peringkat
- Normas de Preparación de Superficies Sspc-sp6Dokumen3 halamanNormas de Preparación de Superficies Sspc-sp6David DaemmejBelum ada peringkat
- Iperc Colgante PDFDokumen4 halamanIperc Colgante PDFDavid DaemmejBelum ada peringkat
- Manual Operaciones TDTDokumen14 halamanManual Operaciones TDTDavid DaemmejBelum ada peringkat
- Vigas W 12x19 Plataforma CDokumen1 halamanVigas W 12x19 Plataforma CDavid DaemmejBelum ada peringkat
- CR 291-010 - 17 - Solicitud Cotizacion EEMM - FAMOME 29.04.15 PDFDokumen5 halamanCR 291-010 - 17 - Solicitud Cotizacion EEMM - FAMOME 29.04.15 PDFDavid DaemmejBelum ada peringkat
- 15 Analisis de Precios Unitarios Estructura Metalica VagonesDokumen2 halaman15 Analisis de Precios Unitarios Estructura Metalica VagonesDavid DaemmejBelum ada peringkat
- GastosDokumen5 halamanGastosDavid DaemmejBelum ada peringkat
- Infografia - Lactancia MaternaDokumen1 halamanInfografia - Lactancia MaternaJRAC100% (4)
- Ficha EsaviDokumen1 halamanFicha EsaviJefferson Rojas GuimarayBelum ada peringkat
- Genética y Tipología SanguíneaDokumen38 halamanGenética y Tipología SanguíneaLuis Antonio MAMANI ALAVEBelum ada peringkat
- AutovacunaDokumen19 halamanAutovacunaVICTOR LANDETA HERNANDEZBelum ada peringkat
- 1.23 Diseño y Selección de Herramientas de ManoDokumen4 halaman1.23 Diseño y Selección de Herramientas de ManoBrandon CortesBelum ada peringkat
- Desarrollo Del Proyecto de VidaDokumen5 halamanDesarrollo Del Proyecto de Vidaana milena garcia dazaBelum ada peringkat
- Esquema de CuadrosDokumen2 halamanEsquema de CuadrosPUNTO CONTROL PUCARA PCPBelum ada peringkat
- Manejo de La RoyaDokumen4 halamanManejo de La RoyaJosé Suarez Q100% (1)
- Ley de Aseguramiento Universal en SaludDokumen31 halamanLey de Aseguramiento Universal en SaludKarla Liseth AldeavasBelum ada peringkat
- Tema 1. Componentes Químicos de La CelulaDokumen30 halamanTema 1. Componentes Químicos de La CelulaNatalia Milla LopezBelum ada peringkat
- Escalas Del Desarrollo-Tepsi TadiDokumen31 halamanEscalas Del Desarrollo-Tepsi TadiSheccid María JesúsBelum ada peringkat
- Ilovepdf MergedDokumen12 halamanIlovepdf MergedLINDA NICOLE BANDA QUIJANOBelum ada peringkat
- Proceso de Potabilizacion Del Agua - PasosDokumen7 halamanProceso de Potabilizacion Del Agua - PasosJonatan Gabriel AguileraBelum ada peringkat
- Líneas Eróticas Sexo Por Whatsapp en MadridDokumen2 halamanLíneas Eróticas Sexo Por Whatsapp en MadridEroticoBelum ada peringkat
- Caso Penal 2 Rosa Tercer ParcialDokumen3 halamanCaso Penal 2 Rosa Tercer Parcialymartinez19782003Belum ada peringkat
- Llamas TesisDokumen95 halamanLlamas TesisVICTOR CONSTANCIO ENCINAS FLORESBelum ada peringkat
- Quimica Elmer Arenas RiosDokumen3 halamanQuimica Elmer Arenas RiosAlbertBorjaAlarconBelum ada peringkat
- Acta de Conciliación RevDokumen6 halamanActa de Conciliación RevMaria Jose VelaBelum ada peringkat
- Tema 5.3. ReplicacionDokumen58 halamanTema 5.3. ReplicacionVanesa Algara SorianoBelum ada peringkat
- EXTRAS Dama AngelicalDokumen107 halamanEXTRAS Dama AngelicalJoice MeloBelum ada peringkat
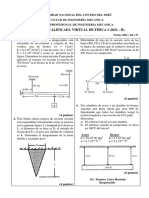
- 1ra P. Calif. Virtual Física I 2021-IIDokumen1 halaman1ra P. Calif. Virtual Física I 2021-IImathias calarayudBelum ada peringkat
- Tipos de Insuficiencia CardiacaDokumen3 halamanTipos de Insuficiencia Cardiacavanessa zapataBelum ada peringkat
- Habilidades ComunicativasDokumen64 halamanHabilidades ComunicativasJorgePinillosBelum ada peringkat
- Normatividad Relacionada A La Estabilidad en CosméticosDokumen47 halamanNormatividad Relacionada A La Estabilidad en CosméticosOliver Daniel Ayazo badelBelum ada peringkat
- Prevencion CuaternariaDokumen3 halamanPrevencion CuaternariaNicole Margarita Moreano GuajardoBelum ada peringkat
- Folleto BARFDokumen2 halamanFolleto BARFUriel Dante Quispe Tito100% (1)
- Microorganismos Relacionados Con Bioremediación de Suelos Contaminados PDFDokumen6 halamanMicroorganismos Relacionados Con Bioremediación de Suelos Contaminados PDFanmevaBelum ada peringkat
- Ficha de ColegiacionDokumen3 halamanFicha de ColegiacionGerencia MunicipalBelum ada peringkat
- TCD Febrero 2021Dokumen163 halamanTCD Febrero 2021Luis Aquino100% (1)
- Introducción-Marco Teorico Antecedentes, Sentimiento ComunitarioDokumen8 halamanIntroducción-Marco Teorico Antecedentes, Sentimiento ComunitarioMaritza RuizBelum ada peringkat