Anda mungkin juga menyukai
- Installation and Operations Maintenance Manual Ball Valve: Valvtechnologies, IncDokumen20 halamanInstallation and Operations Maintenance Manual Ball Valve: Valvtechnologies, IncJUANITOPYTBelum ada peringkat
- Lesson Valve Maintenance and Valve Packing: Sub-ObjectiveDokumen30 halamanLesson Valve Maintenance and Valve Packing: Sub-Objectivemister pogi100% (1)
- Globe Valve General Installation Operation & Maintenance ManualDokumen5 halamanGlobe Valve General Installation Operation & Maintenance ManualViba Fluid ControlBelum ada peringkat
- Check Valves: Built To Meet Critical RequirementsDokumen20 halamanCheck Valves: Built To Meet Critical RequirementstiwaribcetBelum ada peringkat
- Valve Servicing Procedure 01Dokumen14 halamanValve Servicing Procedure 01Faiz Zainudin100% (2)
- Contorl ValvesDokumen8 halamanContorl ValvesGaurav MishraBelum ada peringkat
- Ball Valve Overhaul ProcedureDokumen7 halamanBall Valve Overhaul Procedurerocket789Belum ada peringkat
- Valve Maintenance1Dokumen11 halamanValve Maintenance1mister pogiBelum ada peringkat
- Sree TB 0002Dokumen12 halamanSree TB 0002Tanmoy DuttaBelum ada peringkat
- Courseware - O&M of Valves & ActuatorsDokumen154 halamanCourseware - O&M of Valves & Actuatorssandeep_bcplBelum ada peringkat
- Study and Testing of PRVDokumen4 halamanStudy and Testing of PRVBhargava S PadmashaliBelum ada peringkat
- Hopkinson Valves IOM ManualDokumen7 halamanHopkinson Valves IOM ManualGiorgiana RosuBelum ada peringkat
- 1 AlignmentDokumen62 halaman1 AlignmentTanoj PatroBelum ada peringkat
- Mech - Seal HPCLDokumen88 halamanMech - Seal HPCLAnjani GantiBelum ada peringkat
- Pipe Strain Check ProcedureDokumen1 halamanPipe Strain Check Procedurekamal arabBelum ada peringkat
- Valve Maintenance GuideDokumen301 halamanValve Maintenance GuideHWANG INBUM100% (1)
- Safety Valves and Relief Valves.Dokumen17 halamanSafety Valves and Relief Valves.Shikhar SwaroopBelum ada peringkat
- 1.06-Mechanical Seal Installation and Maintenance Instructions - IOMDokumen16 halaman1.06-Mechanical Seal Installation and Maintenance Instructions - IOMcavillalobosb8167Belum ada peringkat
- Boiler Hydrostatic TestingDokumen2 halamanBoiler Hydrostatic Testingbonginkosi mathunjwaBelum ada peringkat
- Use of Pressure Control Valve: Presented byDokumen12 halamanUse of Pressure Control Valve: Presented byPremangshu SahaBelum ada peringkat
- API6D Ball Valves Inspection and Test ProceduresDokumen5 halamanAPI6D Ball Valves Inspection and Test ProceduresChi Cha100% (2)
- CatalogueDokumen429 halamanCatalogueHarkamal SinghBelum ada peringkat
- Lesson Check Valves: Sub-ObjectiveDokumen7 halamanLesson Check Valves: Sub-Objectivemister pogiBelum ada peringkat
- Valve AzineDokumen64 halamanValve AzineArun BabuBelum ada peringkat
- Mechanical Technician CV - QutubuddinDokumen3 halamanMechanical Technician CV - Qutubuddinmohammad QutubuddinBelum ada peringkat
- Hydo Test ProcedureDokumen2 halamanHydo Test ProcedureAbdulMajidYousoffBelum ada peringkat
- Plug Valve Maintenance ManualDokumen24 halamanPlug Valve Maintenance ManualMASOUDBelum ada peringkat
- Centrifugal Pump Commissioning ReportDokumen3 halamanCentrifugal Pump Commissioning ReportOctavio PerezBelum ada peringkat
- ValveDokumen127 halamanValveAgung SubektiBelum ada peringkat
- Pneumatic Control ValvesDokumen59 halamanPneumatic Control Valvespatil_raaj7234Belum ada peringkat
- Valve Maintenance GuideDokumen301 halamanValve Maintenance GuideDyandra Ihsan Hafidza Farisya100% (3)
- Control Valve CalibrationDokumen2 halamanControl Valve CalibrationBruno Megam K100% (3)
- Procedures For Lube Oil CommissioningDokumen3 halamanProcedures For Lube Oil Commissioningavciay100% (1)
- 1.0 Severn Glocon CV Sizing Selection ManualDokumen104 halaman1.0 Severn Glocon CV Sizing Selection Manualkoushik420000% (1)
- UNIT 1 - 6, Instrument Air Dryers Operation SequencesDokumen1 halamanUNIT 1 - 6, Instrument Air Dryers Operation SequencesAshek Ullah100% (1)
- Maximum Efficient Rate (MER) API-47-108Dokumen5 halamanMaximum Efficient Rate (MER) API-47-108k_fatahiBelum ada peringkat
- T20 Retractable SootblowerDokumen4 halamanT20 Retractable SootblowerBadukwangBelum ada peringkat
- Valve MaintenanceDokumen6 halamanValve Maintenancemoorthymech1979Belum ada peringkat
- Microsoft Word - SVDokumen62 halamanMicrosoft Word - SVaftabulalamBelum ada peringkat
- Valves AssignmentDokumen16 halamanValves AssignmentAdil Jutt GBelum ada peringkat
- Valve Refurbishment - Technical Presentation-FinalDokumen16 halamanValve Refurbishment - Technical Presentation-FinalSarathiraja Sekar100% (1)
- API 576 Study NotesDokumen5 halamanAPI 576 Study NotesabdoBelum ada peringkat
- Maintenance Pada Screw Air CompressorDokumen14 halamanMaintenance Pada Screw Air Compressorwando wahidBelum ada peringkat
- PumpsDokumen24 halamanPumpsDeva RajBelum ada peringkat
- Control ValveDokumen58 halamanControl ValveNIKHIL SHINDEBelum ada peringkat
- Pump Function Test ProcedureDokumen8 halamanPump Function Test ProcedureHazrin HasanBelum ada peringkat
- Spe 23900 (Guide To BOP Equipment)Dokumen16 halamanSpe 23900 (Guide To BOP Equipment)Gabriel IbarraBelum ada peringkat
- Pressure RegulatorDokumen4 halamanPressure RegulatorRICHIHOTS2Belum ada peringkat
- Pressure Safety Valve FundamentalsDokumen21 halamanPressure Safety Valve Fundamentalsaop10468100% (2)
- EZR RegulatorDokumen40 halamanEZR RegulatorBranko BabicBelum ada peringkat
- Calculation of Overspeed Trip Mechanism Linkage ForcesDokumen34 halamanCalculation of Overspeed Trip Mechanism Linkage ForcesJhon DonBelum ada peringkat
- Welding Machine InspectionDokumen15 halamanWelding Machine InspectionnancypaBelum ada peringkat
- Birkett Safety Relief Valves: Simply Photocopy and Fax To Us For More Information On..Dokumen52 halamanBirkett Safety Relief Valves: Simply Photocopy and Fax To Us For More Information On..Mark RomeroBelum ada peringkat
- Basic Terms of The Trade: 1. Flow Coefficient (C)Dokumen4 halamanBasic Terms of The Trade: 1. Flow Coefficient (C)shahganBelum ada peringkat
- Pressure Relief ValveDokumen64 halamanPressure Relief Valveedhy_03Belum ada peringkat
- BirkettDokumen104 halamanBirkettscribdkhatnBelum ada peringkat
- B17 OMM Inspection ChecksheetsDokumen8 halamanB17 OMM Inspection ChecksheetsturboshaftBelum ada peringkat
- Choke Maintnance PDFDokumen42 halamanChoke Maintnance PDFbtrasla9023Belum ada peringkat
- Rei Vol IiDokumen142 halamanRei Vol IiDineshBelum ada peringkat
- 5.2 Pre CommissioningDokumen11 halaman5.2 Pre Commissioninghwang2Belum ada peringkat
- MediLife LeafletDokumen2 halamanMediLife LeafletNazim SalehBelum ada peringkat
- SFA+SmartMedi+2 0+principalDokumen34 halamanSFA+SmartMedi+2 0+principalNazim SalehBelum ada peringkat
- Archipelago Pre Authorisation FormDokumen3 halamanArchipelago Pre Authorisation FormNazim SalehBelum ada peringkat
- Khazanah Announces 12-Point MAS Recovery PlanDokumen5 halamanKhazanah Announces 12-Point MAS Recovery Planiskandar027Belum ada peringkat
- MediSafe Infinite PDFDokumen21 halamanMediSafe Infinite PDFNazim SalehBelum ada peringkat
- PHM MediSavers 2015 BrochureDokumen4 halamanPHM MediSavers 2015 BrochureNazim SalehBelum ada peringkat
- Magnus Life BrochureDokumen8 halamanMagnus Life BrochureNazim SalehBelum ada peringkat
- SmartMedi 2.0 Leaflet - PDF - A3Dokumen2 halamanSmartMedi 2.0 Leaflet - PDF - A3Nazim SalehBelum ada peringkat
- SmartMedi EPP/FULL Payment Form PDFDokumen4 halamanSmartMedi EPP/FULL Payment Form PDFNazim SalehBelum ada peringkat
- PHM Medisavers 2015 Insurance Policy SampleDokumen24 halamanPHM Medisavers 2015 Insurance Policy SampleNazim Saleh100% (1)
- SFA SmartMedi 2.0 (15-03-2016)Dokumen71 halamanSFA SmartMedi 2.0 (15-03-2016)Nazim SalehBelum ada peringkat
- Rotork ESD CapabilitiesDokumen12 halamanRotork ESD CapabilitiesNazim SalehBelum ada peringkat
- SmartMedi 2.0 Leaflet - PDF - A4Dokumen4 halamanSmartMedi 2.0 Leaflet - PDF - A4Nazim SalehBelum ada peringkat
- PHM MediSavers 2015 BrochureDokumen4 halamanPHM MediSavers 2015 BrochureNazim SalehBelum ada peringkat
- Bettis NG SeriesDokumen2 halamanBettis NG SeriesNazim SalehBelum ada peringkat
- Singapore Dental Claim Form Interactive M003 60E 010115Dokumen5 halamanSingapore Dental Claim Form Interactive M003 60E 010115Nazim SalehBelum ada peringkat
- Singapore International Medical Claim Form Interactive M003 248E 010115Dokumen5 halamanSingapore International Medical Claim Form Interactive M003 248E 010115Nazim SalehBelum ada peringkat
- PRJM6004 Project Procurement Management Trimester 2 2017 Miri Sarawak Campus INTDokumen7 halamanPRJM6004 Project Procurement Management Trimester 2 2017 Miri Sarawak Campus INTNazim SalehBelum ada peringkat
- Sok7355734 A 4 PDFDokumen6 halamanSok7355734 A 4 PDFNazim SalehBelum ada peringkat
- Ikhlas Value Term TakafulDokumen5 halamanIkhlas Value Term TakafulNazim SalehBelum ada peringkat
- Flow Serve AccordRG-SeriesBrochureDokumen8 halamanFlow Serve AccordRG-SeriesBrochureNazim SalehBelum ada peringkat
- 10 OXLER VW Scotch Yoke Actuator 2Dokumen2 halaman10 OXLER VW Scotch Yoke Actuator 2DachyiBelum ada peringkat
- ESD DiscussionDokumen4 halamanESD DiscussionNazim SalehBelum ada peringkat
- Ikhlas Preferred Term TakafulDokumen5 halamanIkhlas Preferred Term TakafulNazim SalehBelum ada peringkat
- Tyco Mormc 0133 UsDokumen2 halamanTyco Mormc 0133 UsNazim SalehBelum ada peringkat
- Air Torque Scotch Yoke at-HD SeriesDokumen8 halamanAir Torque Scotch Yoke at-HD SeriesNazim SalehBelum ada peringkat
- Bettis EHO ESD ActuatorDokumen12 halamanBettis EHO ESD ActuatorNazim SalehBelum ada peringkat
- Module 4Dokumen11 halamanModule 4Nazim SalehBelum ada peringkat
- Module 6Dokumen17 halamanModule 6Nazim SalehBelum ada peringkat
- Module 5Dokumen13 halamanModule 5Nazim SalehBelum ada peringkat
- 8bit Microprocessor Using VHDLDokumen16 halaman8bit Microprocessor Using VHDLTanu Newar0% (2)
- Wilmat Counterbalance Truck 11-11-2010Dokumen2 halamanWilmat Counterbalance Truck 11-11-2010alirizal0% (1)
- Contoh Ringkasan Mengajar Bahasa Inggeris Tahun 2 Dan 3Dokumen2 halamanContoh Ringkasan Mengajar Bahasa Inggeris Tahun 2 Dan 3Izla MajidBelum ada peringkat
- Emd-Mi928 Sistema de LubricacionDokumen6 halamanEmd-Mi928 Sistema de LubricacionVictor Raul Tobosque Muñoz100% (1)
- Evaporator Design CalculationDokumen58 halamanEvaporator Design CalculationManoj BBelum ada peringkat
- CVDokumen21 halamanCVAngelica chea NatividadBelum ada peringkat
- IOT SyllabusDokumen3 halamanIOT Syllabuspoojan thakkarBelum ada peringkat
- Wireless NetworkingDokumen200 halamanWireless NetworkingVamsikrishna PanugantiBelum ada peringkat
- Based On CIRIA Report 108:1985: Formwork Load Calculator - ResultsDokumen4 halamanBased On CIRIA Report 108:1985: Formwork Load Calculator - Resultsyassir dafallaBelum ada peringkat
- Pump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Dokumen1 halamanPump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Yosif BabekerBelum ada peringkat
- APL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResDokumen48 halamanAPL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResarrsshaBelum ada peringkat
- Btech Trainings GuideDokumen26 halamanBtech Trainings GuideAlfian Pamungkas SakawigunaBelum ada peringkat
- Barrett Light 50Dokumen23 halamanBarrett Light 50Zayd Iskandar Dzolkarnain Al-HadramiBelum ada peringkat
- Safety Data Sheet: Ingredient Einecs Concentration Symbol(s) Risk Phrases ( )Dokumen9 halamanSafety Data Sheet: Ingredient Einecs Concentration Symbol(s) Risk Phrases ( )panagiotis_panagio_2Belum ada peringkat
- Diff BW CBO and RBODokumen2 halamanDiff BW CBO and RBORamreddy BollaBelum ada peringkat
- Design of Staircase by Limit State Method UNIT-5: C.risers Minus OneDokumen5 halamanDesign of Staircase by Limit State Method UNIT-5: C.risers Minus OneVAIJAYANTHI PBelum ada peringkat
- Specification For Foamed Concrete: by K C Brady, G R A Watts and Ivi R JonesDokumen20 halamanSpecification For Foamed Concrete: by K C Brady, G R A Watts and Ivi R JonesMaria Aiza Maniwang Calumba100% (1)
- Altair EngineeringDokumen11 halamanAltair EngineeringKarthikBelum ada peringkat
- (Casas & Sarmiento, 2015) GIS-Aided Suitability Assessment of Mt. Mayapay Watershed in Butuan City, Agusan Del NorteDokumen15 halaman(Casas & Sarmiento, 2015) GIS-Aided Suitability Assessment of Mt. Mayapay Watershed in Butuan City, Agusan Del NorteSheila Grace BelanBelum ada peringkat
- ConnectorsDokumen3 halamanConnectorsmatrixworld20Belum ada peringkat
- Colorado Brand GuidelinesDokumen63 halamanColorado Brand GuidelineszpweeksBelum ada peringkat
- ASTM Pumping TestDokumen125 halamanASTM Pumping TestErnesto Heinze100% (1)
- Japan Servo CatalogDokumen39 halamanJapan Servo CatalogKofaKing100% (1)
- Osisense ManualDokumen2 halamanOsisense ManualLki SelfBelum ada peringkat
- BOQ Gas PipingDokumen2 halamanBOQ Gas PipingAbu ZakaBelum ada peringkat
- Optical Fiber Communication 06EC7 2: Citstudents - inDokumen4 halamanOptical Fiber Communication 06EC7 2: Citstudents - inShailaja UdtewarBelum ada peringkat
- Anern Integrated Solar Garden Light-201604Dokumen1 halamanAnern Integrated Solar Garden Light-201604Godofredo VillenaBelum ada peringkat
- Hot Products 2014Dokumen8 halamanHot Products 2014inclumarhBelum ada peringkat
- Ta Elastomer Cure DatesDokumen3 halamanTa Elastomer Cure DatesRay FaiersBelum ada peringkat
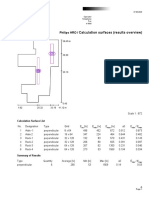
- Calculation Surfaces (Results Overview) : Philips HRODokumen4 halamanCalculation Surfaces (Results Overview) : Philips HROsanaBelum ada peringkat