Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- MGF FeederDokumen48 halamanMGF FeederParmeshwar Nath TripathiBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Maintenance 1Dokumen13 halamanMaintenance 1salehstBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- FKY Small FlangeDokumen12 halamanFKY Small FlangeParmeshwar Nath TripathiBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Main Steam SystemDokumen54 halamanMain Steam SystemParmeshwar Nath TripathiBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Axial Compressor StallDokumen13 halamanAxial Compressor StallParmeshwar Nath TripathiBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- 7hfkqlfdo XLGH 0L&203 7 &+$37 (5Dokumen54 halaman7hfkqlfdo XLGH 0L&203 7 &+$37 (5Parmeshwar Nath TripathiBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Reports DCRTPP June15Dokumen105 halamanReports DCRTPP June15Parmeshwar Nath TripathiBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- DPT - Remote SealDokumen12 halamanDPT - Remote SealParmeshwar Nath TripathiBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Guidelines Under Frequency DF DT RelaysDokumen68 halamanGuidelines Under Frequency DF DT RelaysParmeshwar Nath TripathiBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Manual CPUDokumen15 halamanManual CPUParmeshwar Nath TripathiBelum ada peringkat
- (FKC) DPTDokumen12 halaman(FKC) DPTParmeshwar Nath TripathiBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Cmims O&mDokumen16 halamanCmims O&mParmeshwar Nath TripathiBelum ada peringkat
- Portaflow SE ManualDokumen36 halamanPortaflow SE ManualParmeshwar Nath TripathiBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- M09196 2-ModelDokumen1 halamanM09196 2-ModelParmeshwar Nath TripathiBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Ultrasonic Portable Flow MeterDokumen56 halamanUltrasonic Portable Flow MeterParmeshwar Nath TripathiBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- (FKC) DPTDokumen12 halaman(FKC) DPTParmeshwar Nath TripathiBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- FKY Small FlangeDokumen12 halamanFKY Small FlangeParmeshwar Nath TripathiBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Manual EMC 3Dokumen15 halamanManual EMC 3Parmeshwar Nath TripathiBelum ada peringkat
- CPCB Effluent Real Time MonitoringDokumen34 halamanCPCB Effluent Real Time MonitoringParmeshwar Nath TripathiBelum ada peringkat
- DPT - Remote SealDokumen12 halamanDPT - Remote SealParmeshwar Nath TripathiBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Apron Feeder Spare Part ListDokumen17 halamanApron Feeder Spare Part ListParmeshwar Nath TripathiBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Effect of Coal Quality On Boiler EfficiencyDokumen2 halamanEffect of Coal Quality On Boiler EfficiencyParmeshwar Nath TripathiBelum ada peringkat
- Write Up Apron FeederDokumen11 halamanWrite Up Apron FeederParmeshwar Nath Tripathi0% (1)
- GearboxDokumen31 halamanGearboxParmeshwar Nath TripathiBelum ada peringkat
- Manual 430Dokumen25 halamanManual 430Parmeshwar Nath TripathiBelum ada peringkat
- manualEMC 1Dokumen27 halamanmanualEMC 1Parmeshwar Nath Tripathi25% (4)
- manualEMC 1Dokumen7 halamanmanualEMC 1Parmeshwar Nath TripathiBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Coal Handling PlantDokumen58 halamanCoal Handling PlantParmeshwar Nath TripathiBelum ada peringkat
- Dew Point Apparatus 2000 DDDDokumen11 halamanDew Point Apparatus 2000 DDDParmeshwar Nath TripathiBelum ada peringkat
- Civil Rights Vocabulary Lesson PlanDokumen4 halamanCivil Rights Vocabulary Lesson PlanKati ArmstrongBelum ada peringkat
- Vetoset CA541: Thickbed Cementitious Tile AdhesiveDokumen2 halamanVetoset CA541: Thickbed Cementitious Tile Adhesivemus3b1985Belum ada peringkat
- Internal Resistance To Corrosion in SHS - To Go On WebsiteDokumen48 halamanInternal Resistance To Corrosion in SHS - To Go On WebsitetheodorebayuBelum ada peringkat
- How Transformers WorkDokumen15 halamanHow Transformers Worktim schroderBelum ada peringkat
- Structural Design Basis ReportDokumen31 halamanStructural Design Basis ReportRajaram100% (1)
- Bring Your Gear 2010: Safely, Easily and in StyleDokumen76 halamanBring Your Gear 2010: Safely, Easily and in StyleAkoumpakoula TampaoulatoumpaBelum ada peringkat
- Basic Terms/Concepts IN Analytical ChemistryDokumen53 halamanBasic Terms/Concepts IN Analytical ChemistrySheralyn PelayoBelum ada peringkat
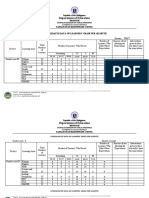
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDokumen4 halamanDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaBelum ada peringkat
- Moral GPS: A Positive Ethic For Our Multicultural WorldDokumen279 halamanMoral GPS: A Positive Ethic For Our Multicultural WorldLeonard Bowman75% (4)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- AMS ANALITICA-AIRFLOW TSP-HVS BrochureDokumen1 halamanAMS ANALITICA-AIRFLOW TSP-HVS BrochureShady HellaBelum ada peringkat
- Installation Instructions INI Luma Gen2Dokumen21 halamanInstallation Instructions INI Luma Gen2John Kim CarandangBelum ada peringkat
- Bone Surface MarkingsDokumen2 halamanBone Surface MarkingsNurul Afiqah Fattin AmatBelum ada peringkat
- Atomberg Gorilla FanDokumen12 halamanAtomberg Gorilla FanjothamBelum ada peringkat
- AYUMJADokumen1 halamanAYUMJASoumet Das SoumetBelum ada peringkat
- Pearson R CorrelationDokumen2 halamanPearson R CorrelationAira VillarinBelum ada peringkat
- LG LFX31945 Refrigerator Service Manual MFL62188076 - Signature2 Brand DID PDFDokumen95 halamanLG LFX31945 Refrigerator Service Manual MFL62188076 - Signature2 Brand DID PDFplasmapete71% (7)
- Work Energy Power SlidesDokumen36 halamanWork Energy Power Slidessweehian844100% (1)
- Hofstede's Cultural DimensionsDokumen35 halamanHofstede's Cultural DimensionsAALIYA NASHATBelum ada peringkat
- "Organized Crime" and "Organized Crime": Indeterminate Problems of Definition. Hagan Frank E.Dokumen12 halaman"Organized Crime" and "Organized Crime": Indeterminate Problems of Definition. Hagan Frank E.Gaston AvilaBelum ada peringkat
- CM2192 - High Performance Liquid Chromatography For Rapid Separation and Analysis of A Vitamin C TabletDokumen2 halamanCM2192 - High Performance Liquid Chromatography For Rapid Separation and Analysis of A Vitamin C TabletJames HookBelum ada peringkat
- Management PriniciplesDokumen87 halamanManagement Priniciplesbusyboy_spBelum ada peringkat
- Approvals Management Responsibilities and Setups in AME.B PDFDokumen20 halamanApprovals Management Responsibilities and Setups in AME.B PDFAli LoganBelum ada peringkat
- 'Causative' English Quiz & Worksheet UsingEnglish ComDokumen2 halaman'Causative' English Quiz & Worksheet UsingEnglish ComINAWATI BINTI AMING MoeBelum ada peringkat
- Transportation of CementDokumen13 halamanTransportation of CementKaustubh Joshi100% (1)
- 123Dokumen3 halaman123Phoebe AradoBelum ada peringkat
- Importance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesDokumen61 halamanImportance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesjrtnBelum ada peringkat
- Section 1 Company Overview StandardsDokumen34 halamanSection 1 Company Overview StandardsChris MedeirosBelum ada peringkat
- English Test For Grade 7 (Term 2)Dokumen6 halamanEnglish Test For Grade 7 (Term 2)UyenPhuonggBelum ada peringkat
- National Interest Waiver Software EngineerDokumen15 halamanNational Interest Waiver Software EngineerFaha JavedBelum ada peringkat
- Cap1 - Engineering in TimeDokumen12 halamanCap1 - Engineering in TimeHair Lopez100% (1)
- Practical Reservoir Engineering and CharacterizationDari EverandPractical Reservoir Engineering and CharacterizationPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsDari EverandWell Testing Project Management: Onshore and Offshore OperationsBelum ada peringkat
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsDari EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsPenilaian: 4 dari 5 bintang4/5 (4)
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- Heavy and Extra-heavy Oil Upgrading TechnologiesDari EverandHeavy and Extra-heavy Oil Upgrading TechnologiesPenilaian: 4 dari 5 bintang4/5 (2)