Anda mungkin juga menyukai
- S6R2 T2MPTK 3Dokumen18 halamanS6R2 T2MPTK 3Stenny Lumi100% (5)
- Standard P&I - A-Masters-Guide-To-The-Carriage-Of-Steel-Cargo-2nd-Edition PDFDokumen40 halamanStandard P&I - A-Masters-Guide-To-The-Carriage-Of-Steel-Cargo-2nd-Edition PDFvsorin83Belum ada peringkat
- Steel CargoesDokumen41 halamanSteel CargoesZtik Peralta100% (1)
- Amspectechtalkbunker Surveydec2014 PDFDokumen3 halamanAmspectechtalkbunker Surveydec2014 PDFAshok Janapala100% (1)
- Benchmarking TechnologiesDokumen65 halamanBenchmarking Technologiesvenkatr1Belum ada peringkat
- c02 SystemDokumen61 halamanc02 SystemKristen Clark100% (1)
- 2013 Arctic Cat Snowmobile Service ManualDokumen500 halaman2013 Arctic Cat Snowmobile Service ManualKeith RawlinsBelum ada peringkat
- TOTAL QUALITY MANAGMENT IN OIL AND GAS SECTOR (A Research)Dokumen20 halamanTOTAL QUALITY MANAGMENT IN OIL AND GAS SECTOR (A Research)Shaaf Amjad100% (2)
- DRI A Hot Briquetted Iron HBI at Terminals Guide For Transporting and HandlingDokumen50 halamanDRI A Hot Briquetted Iron HBI at Terminals Guide For Transporting and Handlingفردوس سليمان100% (2)
- Fishmeal Cargoes Self HeatingDokumen5 halamanFishmeal Cargoes Self HeatingDante Lertora BavestrelloBelum ada peringkat
- Direct Reduced Iron: DescriptionDokumen9 halamanDirect Reduced Iron: DescriptionVivek GillBelum ada peringkat
- Carriage of SteelDokumen8 halamanCarriage of SteelStanislav MiroshnichenkoBelum ada peringkat
- 2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftDokumen22 halaman2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftJorge Madias100% (1)
- Transportation of Rice CargoDokumen17 halamanTransportation of Rice CargoSalient ResourcesBelum ada peringkat
- ISRI Scrap Specifications - 2005Dokumen53 halamanISRI Scrap Specifications - 2005tambawalaBelum ada peringkat
- Cargo Tank Inerting Prior To Gassing Up - LPG Tanker ProcedureDokumen8 halamanCargo Tank Inerting Prior To Gassing Up - LPG Tanker ProcedureLukasz ZablockiBelum ada peringkat
- E Sintering Process of Iron Ore FinesDokumen6 halamanE Sintering Process of Iron Ore FinesJose Marval RodriguezBelum ada peringkat
- Cathodic Protection Explained - CathwellDokumen4 halamanCathodic Protection Explained - Cathwellreninbabaski100% (1)
- Loading and Transport of Steel Coils in ISO Containers Capt KapsDokumen35 halamanLoading and Transport of Steel Coils in ISO Containers Capt KapsBaran Alexandru100% (1)
- Carriage of Solid Bulk Cargoes PDFDokumen34 halamanCarriage of Solid Bulk Cargoes PDFComanita Ion BogdanBelum ada peringkat
- Bulk CargopptxDokumen23 halamanBulk CargopptxRyancyrill Glodobe100% (1)
- Scrap MetalDokumen3 halamanScrap MetalAfconciu Sogard100% (1)
- UreaDokumen6 halamanUreaYuvarajBelum ada peringkat
- D-06 Cargo WorkDokumen3 halamanD-06 Cargo WorkDaniel M. MartinBelum ada peringkat
- Bulkcommodities-Gen RE PDFDokumen40 halamanBulkcommodities-Gen RE PDFBogdan Hrehorciuc100% (1)
- Ship Type and CharacteristicsDokumen15 halamanShip Type and Characteristicsmukesh_mlbBelum ada peringkat
- DryerrDokumen25 halamanDryerrMSMBelum ada peringkat
- Steel Sheet in Coils - Cargo Handbook - The World's Largest Cargo Transport Guidelines WebsiteDokumen6 halamanSteel Sheet in Coils - Cargo Handbook - The World's Largest Cargo Transport Guidelines WebsiteAvaneesh TripathiBelum ada peringkat
- Cargo Operations Manual - Nontank 01.01.2016Dokumen118 halamanCargo Operations Manual - Nontank 01.01.2016Exmate Exmate100% (1)
- Storage Handling and Boil-Off of LNG On PDFDokumen16 halamanStorage Handling and Boil-Off of LNG On PDFĐậu BắpBelum ada peringkat
- Alternative Routes To Iron MakingDokumen8 halamanAlternative Routes To Iron MakingMohd AyazBelum ada peringkat
- Steel CargoesDokumen68 halamanSteel CargoesAbcml Manila100% (1)
- Lop Free WaterDokumen2 halamanLop Free WaterVicentiu Alexandru Grama100% (2)
- Ship Construction 2ND MatesDokumen2 halamanShip Construction 2ND Matessureen123Belum ada peringkat
- Treatment and Disposal of Residues From Aluminium Dross RecoveryDokumen19 halamanTreatment and Disposal of Residues From Aluminium Dross RecoveryopiratsBelum ada peringkat
- Anode CatalogueDokumen161 halamanAnode CataloguePrabuBelum ada peringkat
- Cargo OperationDokumen85 halamanCargo OperationMahami M Prosper100% (1)
- Notes On The Problems of Cargo Ventilation: World Meteorological OrganizationDokumen53 halamanNotes On The Problems of Cargo Ventilation: World Meteorological OrganizationNIKHIL JASWAL100% (1)
- The Names of A Bulk CarrierDokumen6 halamanThe Names of A Bulk CarriertsousiBelum ada peringkat
- Cargo Ventilation and Precautions To Minimise Sweat West of England P&I ClubDokumen4 halamanCargo Ventilation and Precautions To Minimise Sweat West of England P&I ClubEmma100% (1)
- List of Alloys PDFDokumen9 halamanList of Alloys PDFप्रिँसप्रियमBelum ada peringkat
- Bunker Surveying Services 20Dokumen2 halamanBunker Surveying Services 20AkuilahkuBelum ada peringkat
- Bunker Calculation Excel SheetDokumen1 halamanBunker Calculation Excel SheetJay Narayan TiwariBelum ada peringkat
- SoybeansDokumen48 halamanSoybeansВалентин И'в100% (1)
- Corrosion Control PDFDokumen48 halamanCorrosion Control PDFAnkit SinghBelum ada peringkat
- Tanker IDokumen44 halamanTanker IDanijelBelum ada peringkat
- Carring Fishmeal CargoDokumen5 halamanCarring Fishmeal CargoAndrija BoskovicBelum ada peringkat
- Bulk Mineral Cargo Liquefaction A4Dokumen8 halamanBulk Mineral Cargo Liquefaction A4Jim Beem100% (1)
- 3.0 Cargo CareDokumen12 halaman3.0 Cargo CareNelum Perera100% (1)
- MME Group Anode BookletDokumen137 halamanMME Group Anode BookletBradley Golden100% (1)
- Liquified Natural Gas Storage and TransportingDokumen17 halamanLiquified Natural Gas Storage and TransportingArif MokhtarBelum ada peringkat
- Loss Prevention Bulletin: Inaccuracies in Draught SurveysDokumen4 halamanLoss Prevention Bulletin: Inaccuracies in Draught Surveysmiya100% (1)
- Carriage of Fertilizers: February 2019Dokumen4 halamanCarriage of Fertilizers: February 2019Олег Шашкин100% (1)
- Heat Soybean in HoldDokumen4 halamanHeat Soybean in HoldWahyudi PutraBelum ada peringkat
- NC10 - 2015 Statutory Updates: August 2015 Vincent JOLYDokumen154 halamanNC10 - 2015 Statutory Updates: August 2015 Vincent JOLYmohdfirdausmokhtarBelum ada peringkat
- The Carriage of Methanol in Bulk Onboard Offshore Vessels: First Edition 2020Dokumen50 halamanThe Carriage of Methanol in Bulk Onboard Offshore Vessels: First Edition 2020Eric FranckBelum ada peringkat
- Instructions For Stow and Securing Steel CoilsDokumen8 halamanInstructions For Stow and Securing Steel CoilsKhoai Sai GonBelum ada peringkat
- Cargo Ventilation and Precautions To Minimise SweatDokumen5 halamanCargo Ventilation and Precautions To Minimise SweatcapoYKKBelum ada peringkat
- Sea Transport of Liquid Chemicals in Bulk PDFDokumen131 halamanSea Transport of Liquid Chemicals in Bulk PDFDiana MoralesBelum ada peringkat
- 1.1-1.10 - Loading Direct Reduced Iron (Dri)Dokumen9 halaman1.1-1.10 - Loading Direct Reduced Iron (Dri)Yevgeniy RBelum ada peringkat
- Venepandi S Circular - 017 General Advice For Ship S Loading DRI A (HBI) at Orinoco RiverDokumen11 halamanVenepandi S Circular - 017 General Advice For Ship S Loading DRI A (HBI) at Orinoco RiverMohamed Elsayed Aly Shabara100% (1)
- Dri PDFDokumen4 halamanDri PDFhablimasyahidBelum ada peringkat
- Z LH2 Carriage at SeaDokumen3 halamanZ LH2 Carriage at SeaAKOSU ORBEM JethroBelum ada peringkat
- Imbsc CodeDokumen8 halamanImbsc CodeNeeraj SBelum ada peringkat
- Technical Module 1Dokumen37 halamanTechnical Module 1Hung DinhBelum ada peringkat
- GarrettDokumen96 halamanGarrettdurmotz100% (2)
- Alternative Fuels LNG, LPG, HydrogenDokumen69 halamanAlternative Fuels LNG, LPG, HydrogenGODBelum ada peringkat
- Marimuthu RESUME - Rotating Equipment Specialist - June 2012Dokumen10 halamanMarimuthu RESUME - Rotating Equipment Specialist - June 2012vibmuthu100% (1)
- Crude Oil Selection Optimisation by Weight or by VolumeDokumen6 halamanCrude Oil Selection Optimisation by Weight or by VolumeMaileen Julissa Hoyos CastellanosBelum ada peringkat
- Husqvarna 10530SBEDokumen32 halamanHusqvarna 10530SBEkilomamoBelum ada peringkat
- Power Train Control Module (PCM) Connector End ViewsDokumen6 halamanPower Train Control Module (PCM) Connector End Viewsgclarkii100% (1)
- Injection System of J7T MotorsDokumen7 halamanInjection System of J7T Motorsm_tOmBelum ada peringkat
- Petrochemical Industry ListDokumen3 halamanPetrochemical Industry Listsachin bajpaiBelum ada peringkat
- Chimney Design Guide LinesDokumen9 halamanChimney Design Guide LinesluckynaveenrajBelum ada peringkat
- Part3 Icho 11 15 PDFDokumen124 halamanPart3 Icho 11 15 PDFManuel GuilhermeBelum ada peringkat
- The Petroleum System ConceptDokumen12 halamanThe Petroleum System ConceptSumit KumarBelum ada peringkat
- Carburador FallasDokumen1 halamanCarburador FallasNéstor Miguel Rodríguez RuízBelum ada peringkat
- Owners ManualDokumen48 halamanOwners Manualisaac_maykovichBelum ada peringkat
- Manual DA5Dokumen71 halamanManual DA5Edgar CanelasBelum ada peringkat
- Lecture 4 - Alkanes and Cycloalkanes Smart BoardDokumen59 halamanLecture 4 - Alkanes and Cycloalkanes Smart Boardapi-19824406Belum ada peringkat
- Punch List FormatDokumen27 halamanPunch List FormatChristoberBelum ada peringkat
- Zuma Side ChannelDokumen4 halamanZuma Side Channel2009tamerBelum ada peringkat
- AssignmentDokumen3 halamanAssignmentAviral Sansi0% (1)
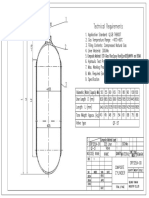
- CRP325-00-50 120 L (Drawing of Gas Cylinder)Dokumen1 halamanCRP325-00-50 120 L (Drawing of Gas Cylinder)Cristhian Junior Acosta ParadaBelum ada peringkat
- DiTech Orbitial System ErläuterungDokumen22 halamanDiTech Orbitial System Erläuterungfreddy_nrwBelum ada peringkat
- An Endophytic Nodulisporium Sp. Producing Volatile Organic Compounds Having Bioactivity and Fuel PotentialDokumen3 halamanAn Endophytic Nodulisporium Sp. Producing Volatile Organic Compounds Having Bioactivity and Fuel PotentialIzza Cahya KamilaBelum ada peringkat
- ONGC Placement Paper Chemical EngineeringDokumen4 halamanONGC Placement Paper Chemical EngineeringPradeep Pratap ChaudharyBelum ada peringkat
- CodificationDokumen65 halamanCodificationaharish_iitkBelum ada peringkat
- (TDBFP-Hihi Vibraiton of Pump BearingDokumen3 halaman(TDBFP-Hihi Vibraiton of Pump BearingCharu ChhabraBelum ada peringkat
- Introduction To PumpsDokumen9 halamanIntroduction To PumpsJaydeep TrivediBelum ada peringkat