Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Choosing Household WiringDokumen4 halamanChoosing Household WiringAnonymous vKD3FG6RkBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Epstein Test MethodDokumen7 halamanEpstein Test MethodAnonymous vKD3FG6RkBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- S - X Band Point Contact Mixer Diodes: J, E,/$,, U, ODokumen2 halamanS - X Band Point Contact Mixer Diodes: J, E,/$,, U, OAnonymous vKD3FG6RkBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
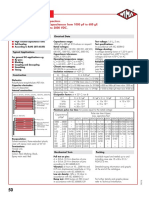
- Wima MKS 4-4147Dokumen13 halamanWima MKS 4-4147Anonymous vKD3FG6RkBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Shared Env Emfs PDFDokumen22 halamanShared Env Emfs PDFAnonymous vKD3FG6RkBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- DC Choke Inductance MeasurementDokumen8 halamanDC Choke Inductance MeasurementAnonymous vKD3FG6RkBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- M Vacuum DiagramsDokumen5 halamanM Vacuum DiagramsAnonymous vKD3FG6Rk100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Output Transformer Design and WindingDokumen12 halamanOutput Transformer Design and WindingAnonymous vKD3FG6Rk100% (1)
- Electro Harmonix Micro SynthesizerDokumen3 halamanElectro Harmonix Micro SynthesizerAnonymous vKD3FG6RkBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Electro Harmonix Soul PreacherDokumen1 halamanElectro Harmonix Soul PreacherAnonymous vKD3FG6RkBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- EHX Muff FuzzDokumen1 halamanEHX Muff FuzzAnonymous vKD3FG6RkBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Distortion Booster: +9v 0.1uf 10k 100kDokumen1 halamanDistortion Booster: +9v 0.1uf 10k 100kAnonymous vKD3FG6RkBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Efm Dual AdsrDokumen3 halamanEfm Dual AdsrAnonymous vKD3FG6RkBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- EFM Bass AceDokumen9 halamanEFM Bass AceAnonymous vKD3FG6RkBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Electra DistortionDokumen1 halamanElectra DistortionAnonymous vKD3FG6RkBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Dunlop CrybabyDokumen1 halamanDunlop CrybabyAnonymous vKD3FG6RkBelum ada peringkat
- Digitech XP100Dokumen6 halamanDigitech XP100Anonymous vKD3FG6RkBelum ada peringkat
- CF4548 Based VCODokumen1 halamanCF4548 Based VCOAnonymous vKD3FG6RkBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- A8298 DatasheetDokumen28 halamanA8298 Datasheetsharklink blackBelum ada peringkat
- College of Engineering: Laboratory ManualDokumen44 halamanCollege of Engineering: Laboratory ManualHafsa Alhaddabi100% (1)
- Ltps ElectricalDokumen19 halamanLtps ElectricalVikash MaheshwariBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- EDC - Lecture PlanDokumen4 halamanEDC - Lecture PlanMahendra BabuBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Tugas Jawab TN-F 1-100 Hal 1225-1249Dokumen25 halamanTugas Jawab TN-F 1-100 Hal 1225-1249Anonymous jyWpsYBelum ada peringkat
- 355 - EC8451 Electromagnetic Fields - 2 Marks With Answers 1 PDFDokumen32 halaman355 - EC8451 Electromagnetic Fields - 2 Marks With Answers 1 PDFBala913100% (1)
- Sices gc315 cg400Dokumen145 halamanSices gc315 cg400thyagoenergBelum ada peringkat
- Tda4856 2Dokumen57 halamanTda4856 2Nikola PolimenovBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- LD1117Dokumen19 halamanLD111781968Belum ada peringkat
- Linear DC Power SupplyDokumen48 halamanLinear DC Power Supplymtechsurendra123Belum ada peringkat
- Leroy Somer Alternator Products PDFDokumen20 halamanLeroy Somer Alternator Products PDFfirdBelum ada peringkat
- 028320Dokumen116 halaman028320Хелфор УкраинаBelum ada peringkat
- 2722 0-Emri - 2492-V1 38 PDFDokumen28 halaman2722 0-Emri - 2492-V1 38 PDFsssfsfsBelum ada peringkat
- Service Manual Pulse Oximeter Model 515Dokumen138 halamanService Manual Pulse Oximeter Model 515Mojtaba TorkiBelum ada peringkat
- Section CDokumen7 halamanSection CSumit KumarBelum ada peringkat
- CV of Rezaul Islam Solar Energy ExpertDokumen11 halamanCV of Rezaul Islam Solar Energy ExpertMd. Arif Hossasin100% (2)
- Speed Control of DC Motor Using Lm317 Voltage RegulatorDokumen18 halamanSpeed Control of DC Motor Using Lm317 Voltage RegulatorSyed muhammad zaidi100% (5)
- Tower Ups With LCD Display For Professional Usages: Value Pro SeriesDokumen2 halamanTower Ups With LCD Display For Professional Usages: Value Pro SeriesPhil MyersBelum ada peringkat
- 19AIC Almeida and BalanonDokumen9 halaman19AIC Almeida and BalanonEmil ParangueBelum ada peringkat
- LM117/LM317A/LM317 3-Terminal Adjustable Regulator: General DescriptionDokumen16 halamanLM117/LM317A/LM317 3-Terminal Adjustable Regulator: General DescriptionRichard SeixasBelum ada peringkat
- 1.development of Self Charging Dynamo and Solar Powered Based TricycleDokumen100 halaman1.development of Self Charging Dynamo and Solar Powered Based TricycleSRL MECHBelum ada peringkat
- ARTIGO - Kersting 2010 - Distribution Feeder Voltage Regulation ControlDokumen7 halamanARTIGO - Kersting 2010 - Distribution Feeder Voltage Regulation ControlAndrey LopesBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 260 IEC 61850 enDokumen63 halaman260 IEC 61850 enLaloui TayebBelum ada peringkat
- L4949ED-E L4949EP-E: Automotive Multifunction Very Low Drop Voltage RegulatorDokumen19 halamanL4949ED-E L4949EP-E: Automotive Multifunction Very Low Drop Voltage Regulatorjackass_tBelum ada peringkat
- STAMFORD S7 Brochure - Secured - 1Dokumen20 halamanSTAMFORD S7 Brochure - Secured - 1Akram SulaimanBelum ada peringkat
- How To Measure LDO NoiseDokumen9 halamanHow To Measure LDO Noisesanjeevsoni64Belum ada peringkat
- Filter: All of TheseDokumen24 halamanFilter: All of TheseMansoor AslamBelum ada peringkat
- Xlsemi: 80V 1A Switching Current Buck PFM LED Constant Current Driver XL8004Dokumen11 halamanXlsemi: 80V 1A Switching Current Buck PFM LED Constant Current Driver XL8004Brenno FigueiredoBelum ada peringkat
- PQ Quiz1Dokumen2 halamanPQ Quiz1Dr Harsha AnantwarBelum ada peringkat
- DC Power Systems: GamatronicDokumen12 halamanDC Power Systems: GamatronicmaximusandBelum ada peringkat