Anda mungkin juga menyukai
- Provimento Interior - TJPADokumen62 halamanProvimento Interior - TJPAclaudio macielBelum ada peringkat
- Cs HTP - App L PDFDokumen29 halamanCs HTP - App L PDFFredson T. BritoBelum ada peringkat
- Cs HTP - App K PDFDokumen23 halamanCs HTP - App K PDFFredson T. BritoBelum ada peringkat
- Cs HTP - App H PDFDokumen11 halamanCs HTP - App H PDFFredson T. BritoBelum ada peringkat
- Cs HTP - App oDokumen15 halamanCs HTP - App ojam_pa2008Belum ada peringkat
- Cs HTP - App CDokumen18 halamanCs HTP - App Cjam_pa2008Belum ada peringkat
- Cs HTP - App J PDFDokumen29 halamanCs HTP - App J PDFFredson T. BritoBelum ada peringkat
- Gerando documentação no Visual StudioDokumen17 halamanGerando documentação no Visual StudioRúben SantosBelum ada peringkat
- Cs HTP - App I PDFDokumen20 halamanCs HTP - App I PDFFredson T. BritoBelum ada peringkat
- Cs HTP - App G PDFDokumen11 halamanCs HTP - App G PDFFredson T. BritoBelum ada peringkat
- 03 - Estudo de Caso - SLPDokumen18 halaman03 - Estudo de Caso - SLPFredson T. BritoBelum ada peringkat
- Cs HTP - App BDokumen11 halamanCs HTP - App BAnonymous cQWbIFFFkEBelum ada peringkat
- Curso de ProModel: elementos de modelagem e simulaçãoDokumen31 halamanCurso de ProModel: elementos de modelagem e simulaçãoSara Katiuska HuamanBelum ada peringkat
- ApbpfabmoveisDokumen31 halamanApbpfabmoveisLeandro LangueBelum ada peringkat
- Produtos Madeireiros2Dokumen40 halamanProdutos Madeireiros2Larissa Albuquerque de AlencarBelum ada peringkat
- ReadmeDokumen1 halamanReadmeRíminni LavieriBelum ada peringkat
- Consumidor Prova FinalDokumen55 halamanConsumidor Prova FinalMakaveliBelum ada peringkat
- Soluções em equipamentos eletrônicos há 18 anosDokumen20 halamanSoluções em equipamentos eletrônicos há 18 anosDiego FernandesBelum ada peringkat
- O surgimento do direito do trabalho no BrasilDokumen5 halamanO surgimento do direito do trabalho no BrasilNatalia SantosBelum ada peringkat
- Contabilidade de Custos IDokumen90 halamanContabilidade de Custos ILuis Felippe33% (3)
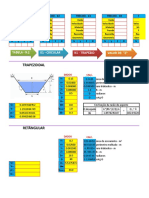
- Escoamento em canais abertos: vazão, velocidade e geometriaDokumen24 halamanEscoamento em canais abertos: vazão, velocidade e geometriaLUIZ CLAUDIO BORBA CORDEIROBelum ada peringkat
- O que é logística e suas funçõesDokumen4 halamanO que é logística e suas funçõesDilo Nianga Luca PaccioliBelum ada peringkat
- NBR 12655 - 15Dokumen29 halamanNBR 12655 - 15Lourena PaivaBelum ada peringkat
- Ensino e aprendizagem na perspectiva de textos pedagógicosDokumen11 halamanEnsino e aprendizagem na perspectiva de textos pedagógicosBRSDIVECOMBelum ada peringkat
- Curso Ergonomia RJDokumen35 halamanCurso Ergonomia RJheraldo.0001Belum ada peringkat
- Histórico do Porto de ItaguaíDokumen25 halamanHistórico do Porto de Itaguaísandraargolo5776Belum ada peringkat
- Gestão da cadeia de suprimentosDokumen329 halamanGestão da cadeia de suprimentosJordan LimaBelum ada peringkat
- Análise de custos e contabilidade gerencialDokumen54 halamanAnálise de custos e contabilidade gerencialCarlos Alexandre OliveiraBelum ada peringkat
- Estado e Economia No Brasil Contemporâneo Aula 01 Agricultura e Ruralismo Na Primeira República A "Vocação Agrícola" Do BrasilDokumen29 halamanEstado e Economia No Brasil Contemporâneo Aula 01 Agricultura e Ruralismo Na Primeira República A "Vocação Agrícola" Do BrasilAnderson SilvérioBelum ada peringkat
- Lista Requisitos ProjetoDokumen10 halamanLista Requisitos ProjetoDarlan OliveiraBelum ada peringkat
- Trabalho, Emprego e EmpregabilidadeDokumen34 halamanTrabalho, Emprego e EmpregabilidadeWigand JuniorBelum ada peringkat
- Apost. Curso PCP - CompletoDokumen58 halamanApost. Curso PCP - CompletoMichael Persivo100% (1)
- Cartilha - de - Incentivos - Fiscais - PORT - Rev2011 Sufrana Zona Franca de ManausDokumen40 halamanCartilha - de - Incentivos - Fiscais - PORT - Rev2011 Sufrana Zona Franca de ManausFernanda PereiraBelum ada peringkat
- Portaria - 224 Elevador CremalheiraDokumen6 halamanPortaria - 224 Elevador CremalheiraDavid RodriguesBelum ada peringkat
- Manutenção industrialDokumen17 halamanManutenção industrialWilson Francisco Heck67% (3)
- Norma ISO 16602 proteção químicaDokumen6 halamanNorma ISO 16602 proteção químicaJoao de oliveiraBelum ada peringkat
- Sistema construtivo Casa Express de painéis pré-moldados mistosDokumen10 halamanSistema construtivo Casa Express de painéis pré-moldados mistosWillian Augusto Dall BoscoBelum ada peringkat
- Ensaios para Ferramentas de Linha VivaDokumen25 halamanEnsaios para Ferramentas de Linha Vivamarcelo3Belum ada peringkat
- Válvulas de controle comparadasDokumen5 halamanVálvulas de controle comparadasDouglas RamosBelum ada peringkat
- Gurus Da QualidadeDokumen12 halamanGurus Da QualidadeFelipe LuzaBelum ada peringkat
- Os impactos dos agrotóxicos na saúde e no meio ambienteDokumen12 halamanOs impactos dos agrotóxicos na saúde e no meio ambienteDanilo Santana SilvaBelum ada peringkat
- Lista-Operacoes POCIDokumen26 halamanLista-Operacoes POCIFranciscoPachecoBelum ada peringkat
- ICMS - RJ - RegulamentoDokumen23 halamanICMS - RJ - RegulamentoLeonardoBelum ada peringkat
- Argamassa ConstruçãoDokumen8 halamanArgamassa ConstruçãoEuqinumBelum ada peringkat
- A formação socioespacial da Amazônia: floresta, rentismo e periferiaDokumen297 halamanA formação socioespacial da Amazônia: floresta, rentismo e periferiaJondison RodriguesBelum ada peringkat
- Engenharia de valor para brinquedoDokumen13 halamanEngenharia de valor para brinquedoianai7Belum ada peringkat