Anda mungkin juga menyukai
- 3 Phase SeparatorsDokumen12 halaman3 Phase Separatorsnkhamidy100% (1)
- Sulfur Addition To FurnacesDokumen4 halamanSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- Secrets of Yantra Mantra and Tantra by L R ChawdhriDokumen211 halamanSecrets of Yantra Mantra and Tantra by L R ChawdhriKuldeep Singh76% (17)
- CIVE327 Fluid Mechanics Assignment 1Dokumen2 halamanCIVE327 Fluid Mechanics Assignment 1mcgill userBelum ada peringkat
- Pressure Enthalpy ExplainedDokumen14 halamanPressure Enthalpy ExplainedSaif A. Abdul AmeerBelum ada peringkat
- Energy Saving in Steam Systems.Dokumen34 halamanEnergy Saving in Steam Systems.babis1980Belum ada peringkat
- Hydrogen Pinch AnalysisDokumen6 halamanHydrogen Pinch AnalysisSzideritBelum ada peringkat
- Lecture-III Basics of Pinch Analysis - 2Dokumen35 halamanLecture-III Basics of Pinch Analysis - 2Chalachew NigussieBelum ada peringkat
- Pinch Technology: Minahil Qumreen 2015-CH-430Dokumen38 halamanPinch Technology: Minahil Qumreen 2015-CH-430adnan100% (2)
- Measuring Boiler Efficiency - ASMEDokumen8 halamanMeasuring Boiler Efficiency - ASMEyvesdepermentier4622Belum ada peringkat
- Boost Boiler Energy EfficiencyDokumen71 halamanBoost Boiler Energy Efficiencyseif elsaieBelum ada peringkat
- Acid Gas EnrichmentDokumen7 halamanAcid Gas EnrichmentkusdiyantaBelum ada peringkat
- Troubleshooting a large C3 splitter tower using gamma scanningDokumen7 halamanTroubleshooting a large C3 splitter tower using gamma scanningAhmed SeliemBelum ada peringkat
- Condensate PolishingDokumen5 halamanCondensate PolishingMd Suzon MahmudBelum ada peringkat
- A2A Training Modules 1 To 3Dokumen54 halamanA2A Training Modules 1 To 3Jose DenizBelum ada peringkat
- BP Combustion GuidebookDokumen110 halamanBP Combustion GuidebookAvinash RaoBelum ada peringkat
- 6.vapour Power CyclesDokumen18 halaman6.vapour Power CyclesJayneel GajjarBelum ada peringkat
- Uop Merox Process: G. A. DziabisDokumen12 halamanUop Merox Process: G. A. DziabisBharavi K SBelum ada peringkat
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDokumen10 halamanModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanBelum ada peringkat
- Steam Generator PerformanceDokumen7 halamanSteam Generator Performancervkumar61Belum ada peringkat
- 9what Is A Boiler?Dokumen59 halaman9what Is A Boiler?Ali MuradBelum ada peringkat
- Boiler Excess Air Tune-UpDokumen15 halamanBoiler Excess Air Tune-UpAlif Nur FirdausBelum ada peringkat
- Furnace Internal PressureDokumen3 halamanFurnace Internal PressureskluxBelum ada peringkat
- Lect-5 FurnaceDokumen60 halamanLect-5 FurnaceIffat0% (1)
- Divided Wall Column 496Dokumen6 halamanDivided Wall Column 496GeorgeBelum ada peringkat
- Steam Turbines For Waste To EnergyDokumen4 halamanSteam Turbines For Waste To EnergyMANIU RADU-GEORGIANBelum ada peringkat
- 1st Part of CalculationDokumen3 halaman1st Part of CalculationLohith NatarajBelum ada peringkat
- Lec 3 BoilerDokumen20 halamanLec 3 BoilerRajiv SharmaBelum ada peringkat
- AIChE-Condenser Performance Monitoring - 020340Dokumen4 halamanAIChE-Condenser Performance Monitoring - 020340Leon SanchezBelum ada peringkat
- Hydrogen GraphDokumen27 halamanHydrogen GraphAnonymous SdkcS8KCNBelum ada peringkat
- Water 2018Dokumen50 halamanWater 2018Shiv PatelBelum ada peringkat
- Heater E-501 - MechanicalDokumen32 halamanHeater E-501 - MechanicalLai HuynhBelum ada peringkat
- New Approach To Optimizing Fired Heaters: Ashutosh Garg, Furnace ImprovementsDokumen39 halamanNew Approach To Optimizing Fired Heaters: Ashutosh Garg, Furnace Improvementsrussell_mahmoodBelum ada peringkat
- Upgrading of Heavy Crude Oils - CastillaDokumen7 halamanUpgrading of Heavy Crude Oils - Castillapks24886Belum ada peringkat
- Process Burner Spacing PDFDokumen5 halamanProcess Burner Spacing PDFanwarhas05Belum ada peringkat
- Ammonia Plant Upgrading-Multistage Integ PDFDokumen6 halamanAmmonia Plant Upgrading-Multistage Integ PDFali AbbasBelum ada peringkat
- Optimizing Combustion ControlsDokumen5 halamanOptimizing Combustion ControlsskluxBelum ada peringkat
- Final FCC ReportDokumen20 halamanFinal FCC ReportGaurav ChaudhariBelum ada peringkat
- Use of PinchDokumen24 halamanUse of PinchAnonymous jlLBRMAr3OBelum ada peringkat
- Vdocuments - MX Boiler Book Cleaver BrooksDokumen1.391 halamanVdocuments - MX Boiler Book Cleaver BrooksTecnico A Lazaro CardenasBelum ada peringkat
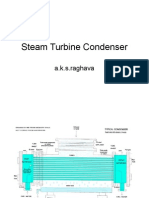
- Steam Turbine Condenser: A.k.s.raghavaDokumen72 halamanSteam Turbine Condenser: A.k.s.raghavaRachit KhannaBelum ada peringkat
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDokumen4 halamanImprove Vacuum Heater Reliability: Hydrocarbon Processingros56Belum ada peringkat
- Diagnostic Tools and Control Parameters For Refinery HeatersDokumen7 halamanDiagnostic Tools and Control Parameters For Refinery HeaterskrishnaBelum ada peringkat
- Process Description and ASPEN Computer Modelling oDokumen32 halamanProcess Description and ASPEN Computer Modelling omehul10941Belum ada peringkat
- COMBUSTIÓN CALCULATIONS USING THE MILLION BTU (1.055 MJ) METHODDokumen9 halamanCOMBUSTIÓN CALCULATIONS USING THE MILLION BTU (1.055 MJ) METHODLuciana RequejoBelum ada peringkat
- Cooling Tower PerformanceDokumen21 halamanCooling Tower PerformanceMayank PalBelum ada peringkat
- Efficient Furnace Operation1Dokumen7 halamanEfficient Furnace Operation1patrik710Belum ada peringkat
- CO2 Absorption Simulation PaperDokumen11 halamanCO2 Absorption Simulation PaperUmer AzharBelum ada peringkat
- Energy Efficiency Improvement in An Ethylene PlantDokumen5 halamanEnergy Efficiency Improvement in An Ethylene Plantshubham bobdeBelum ada peringkat
- Ch1-1 Power Plants - ThermodynamicsDokumen32 halamanCh1-1 Power Plants - ThermodynamicsAbdul Aziz100% (1)
- Aspen Engineering Suite 2004.1 Aspen Plu PDFDokumen745 halamanAspen Engineering Suite 2004.1 Aspen Plu PDFNothando ShanduBelum ada peringkat
- Heat Transfer Tech Bulletin FinalDokumen43 halamanHeat Transfer Tech Bulletin FinalsaltbathBelum ada peringkat
- Fuel Ethanol Distillation - Fundamentals - KatzenDokumen18 halamanFuel Ethanol Distillation - Fundamentals - Katzenaseptman1Belum ada peringkat
- Optimum FCC Conditions Give Maximum Gasoline and OctaneDokumen5 halamanOptimum FCC Conditions Give Maximum Gasoline and OctaneHari PrasadBelum ada peringkat
- Boiler Furnace PDFDokumen8 halamanBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Belum ada peringkat
- GAS TREATING PLANTS: IMPROVE EFFICIENCY BY OPTIMIZING CONDITIONSDokumen4 halamanGAS TREATING PLANTS: IMPROVE EFFICIENCY BY OPTIMIZING CONDITIONSRobert MontoyaBelum ada peringkat
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDokumen15 halamanCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liBelum ada peringkat
- Pce-II Unit-I & II 1Dokumen84 halamanPce-II Unit-I & II 1Pavan SatishBelum ada peringkat
- Energy Management Tutorial SolutionsDokumen9 halamanEnergy Management Tutorial SolutionsLucas LentzBelum ada peringkat
- Strategy For DistillationColumn ControlDokumen529 halamanStrategy For DistillationColumn ControlLisandro Mangini100% (2)
- Exhaust Temperature: Steam Turbine Cycles and Cycle Design OptimizationDokumen12 halamanExhaust Temperature: Steam Turbine Cycles and Cycle Design OptimizationMuh AmmadBelum ada peringkat
- Interview Q and Ans FOR THARMAL POWER PLANTDokumen15 halamanInterview Q and Ans FOR THARMAL POWER PLANTRajkumar Prasad100% (2)
- Understand Boiler Performance CharacteristicsDokumen5 halamanUnderstand Boiler Performance CharacteristicsdeerajksBelum ada peringkat
- The Garland of Letters - by Arthur Avalon PDFDokumen310 halamanThe Garland of Letters - by Arthur Avalon PDFkingcobra008100% (1)
- 2 CentrifugalPumpTheory InviscidFLuid SinglePhaseDokumen45 halaman2 CentrifugalPumpTheory InviscidFLuid SinglePhasekingcobra008Belum ada peringkat
- Analytical Approach For BoilersDokumen55 halamanAnalytical Approach For Boilerskingcobra008Belum ada peringkat
- Hindu Philosophy Life After DeathDokumen144 halamanHindu Philosophy Life After Death4titude100% (1)
- Centrifugal Compressor Manual1Dokumen21 halamanCentrifugal Compressor Manual1ammohamed1973100% (3)
- Surge For Variable Composition GasDokumen8 halamanSurge For Variable Composition Gaskingcobra008Belum ada peringkat
- Woodroffe The Serpent Power PDFDokumen554 halamanWoodroffe The Serpent Power PDFandrea-canepa100% (1)
- Risk Management ClassDokumen63 halamanRisk Management Classkingcobra008Belum ada peringkat
- MR1450 ch1Dokumen4 halamanMR1450 ch1kingcobra008Belum ada peringkat
- Gas Liquid Separation TechnologyDokumen24 halamanGas Liquid Separation TechnologyCuong TranHungBelum ada peringkat
- Shirt Cut Distillation ControlDokumen27 halamanShirt Cut Distillation Controlkingcobra008Belum ada peringkat
- श्रीनारद भक्तिसूत्रेDokumen284 halamanश्रीनारद भक्तिसूत्रेVishwas Bhide100% (18)
- Turbine BasicsDokumen54 halamanTurbine Basicskingcobra008100% (1)
- Application of Murphree Tray Efficiency To Separation ProcessesDokumen8 halamanApplication of Murphree Tray Efficiency To Separation ProcessesRubén EnsalzadoBelum ada peringkat
- Internals For Packed ColumnsDokumen20 halamanInternals For Packed Columnskingcobra008Belum ada peringkat
- Air CompressorsDokumen1 halamanAir Compressorskingcobra008Belum ada peringkat
- Ethylene Production GuideDokumen53 halamanEthylene Production Guidekingcobra008100% (5)
- The Developments of Metaphysics in PersiaDokumen143 halamanThe Developments of Metaphysics in PersiaYousuf Khan100% (3)
- Permutations and Combinations ExplainedDokumen21 halamanPermutations and Combinations Explainedkingcobra008Belum ada peringkat
- PROII 8.1 Getting Started GuideDokumen139 halamanPROII 8.1 Getting Started Guidekingcobra008100% (2)
- Corporate BondsDokumen41 halamanCorporate Bondskingcobra008100% (1)
- Risk Metrics Complete GuideDokumen119 halamanRisk Metrics Complete Guidemanpreet1704Belum ada peringkat
- Quick MBA Finance PrimerDokumen32 halamanQuick MBA Finance Primerkingcobra008Belum ada peringkat
- Catalytic CrackingDokumen29 halamanCatalytic Crackingkingcobra008Belum ada peringkat
- Shani KavachamDokumen1 halamanShani Kavachamkingcobra008Belum ada peringkat
- The Imitation of ChristDokumen119 halamanThe Imitation of Christkingcobra008Belum ada peringkat
- 1971 India - Pakistan WarDokumen146 halaman1971 India - Pakistan Warsirajudola100% (5)
- Manual FP90 Thermosystem 41 - 64 PDFDokumen24 halamanManual FP90 Thermosystem 41 - 64 PDFalfonso pachonBelum ada peringkat
- Danby Dac6011e Specification SheetDokumen1 halamanDanby Dac6011e Specification SheetElla MariaBelum ada peringkat
- R 1028 50 R 3 - 978 50 T TDokumen8 halamanR 1028 50 R 3 - 978 50 T TJorgeCarlosBelum ada peringkat
- Condensation: Condensation in The BathroomDokumen1 halamanCondensation: Condensation in The BathroomAlex ZhangBelum ada peringkat
- Thermochemistry 2019Dokumen85 halamanThermochemistry 2019Zenqi PWBelum ada peringkat
- Oliveira 2016Dokumen26 halamanOliveira 2016Ankit LonareBelum ada peringkat
- Energy Balances. F&R Chapter 8: Changes When WeDokumen22 halamanEnergy Balances. F&R Chapter 8: Changes When Wexyz7890Belum ada peringkat
- Dreyer Analysis 1988Dokumen349 halamanDreyer Analysis 1988Yutt WattBelum ada peringkat
- CHE 305 - Gas Power CycleDokumen22 halamanCHE 305 - Gas Power Cycleannie bungisngisBelum ada peringkat
- Trasferencia de CalorDokumen16 halamanTrasferencia de CalorAnonymous yEArzu2BBelum ada peringkat
- Chem 30 Unit Plan - Cameron StuchlyDokumen9 halamanChem 30 Unit Plan - Cameron Stuchlyapi-485518104Belum ada peringkat
- Form 4 Measurements & Motion Practice QuestionsDokumen72 halamanForm 4 Measurements & Motion Practice QuestionsSiti Arbaiyah AhmadBelum ada peringkat
- Technip Separations PDFDokumen60 halamanTechnip Separations PDFProcess EngineerBelum ada peringkat
- Dmet13 Robles L06Dokumen17 halamanDmet13 Robles L06John Marc E. TameraBelum ada peringkat
- Heat and Mass Transfer in Air To Air Enthalpy Heat ExchangersDokumen8 halamanHeat and Mass Transfer in Air To Air Enthalpy Heat ExchangersDaniel L LopezBelum ada peringkat
- Refrigerant Piping Design GuideDokumen91 halamanRefrigerant Piping Design GuidedndudcBelum ada peringkat
- Marcet BoilerDokumen14 halamanMarcet BoilerPeter LauBelum ada peringkat
- Temperature Control of Mass Concrete For Dams Is 14591.1999Dokumen17 halamanTemperature Control of Mass Concrete For Dams Is 14591.1999Phani Kanth VedulaBelum ada peringkat
- Entropy A Detailed ExplanationDokumen20 halamanEntropy A Detailed ExplanationgovindkaniBelum ada peringkat
- LPG Manual For Sales Staff: Properties, Characteristics and Hazards of LPG 1. What Is LPG?Dokumen15 halamanLPG Manual For Sales Staff: Properties, Characteristics and Hazards of LPG 1. What Is LPG?Ravindra A GBelum ada peringkat
- Che198 Thermodynamics DrillsDokumen8 halamanChe198 Thermodynamics DrillsTrebob GardayaBelum ada peringkat
- Heat ExchangersDokumen8 halamanHeat Exchangerskats2404Belum ada peringkat
- E-NTU Heat Transfer: LibraryDokumen7 halamanE-NTU Heat Transfer: LibrarySergio AymiBelum ada peringkat
- 17.1 (B) Equilibrium LawDokumen7 halaman17.1 (B) Equilibrium LawKshiraj PanchalBelum ada peringkat
- Socony Mobil Oil Co., Inc., Research Department, Paulsboro, New JerseyDokumen51 halamanSocony Mobil Oil Co., Inc., Research Department, Paulsboro, New JerseyMaquiman KiyamaBelum ada peringkat
- Effectiveness of Roof Insulation in Tropical Climates - Csa - 20101128Dokumen12 halamanEffectiveness of Roof Insulation in Tropical Climates - Csa - 20101128cming_11100% (1)
- Natural Convection Solid/liquid Phase Change in Porous MediaDokumen12 halamanNatural Convection Solid/liquid Phase Change in Porous MediaAnonymous Ty1KLnyJBelum ada peringkat