Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- To Sir With LoveDokumen2 halamanTo Sir With LoveRamita Udayashankar100% (2)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Anti-Gravity PropulsionDokumen16 halamanAnti-Gravity PropulsionTony FreelandBelum ada peringkat
- Anti-Gravity PropulsionDokumen16 halamanAnti-Gravity PropulsionTony FreelandBelum ada peringkat
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Software Security Engineering: A Guide for Project ManagersDokumen6 halamanSoftware Security Engineering: A Guide for Project ManagersVikram AwotarBelum ada peringkat
- Skellig - Chapters 16-20 QuestionsDokumen1 halamanSkellig - Chapters 16-20 Questionselishasantos0% (1)
- Pragmatic Marketing FrameworkDokumen2 halamanPragmatic Marketing FrameworkohgenryBelum ada peringkat
- Wjec Gcse English Literature Coursework Mark SchemeDokumen6 halamanWjec Gcse English Literature Coursework Mark Schemef6a5mww8100% (2)
- Andy Landers - Freeze Zone OffenseDokumen6 halamanAndy Landers - Freeze Zone OffenseWinston Brown100% (1)
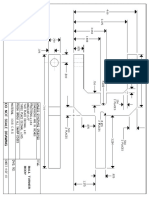
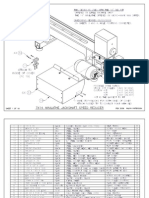
- Ball Turner Prints PDFDokumen10 halamanBall Turner Prints PDFkokiskoBelum ada peringkat
- Ball Turner PrintsDokumen10 halamanBall Turner PrintskokiskoBelum ada peringkat
- A Method of Dividing The Circumference of A CircleDokumen3 halamanA Method of Dividing The Circumference of A CirclekokiskoBelum ada peringkat
- SMD Electrolysis PDFDokumen1 halamanSMD Electrolysis PDFkokiskoBelum ada peringkat
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDokumen32 halamanQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoBelum ada peringkat
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDokumen32 halamanQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoBelum ada peringkat
- RB 7x12 Minilathe BedwaysDokumen2 halamanRB 7x12 Minilathe BedwayskokiskoBelum ada peringkat
- UFODokumen2 halamanUFOkokiskoBelum ada peringkat
- Assessing Potential Propulsion Breakthroughs: Marc G. MillisDokumen21 halamanAssessing Potential Propulsion Breakthroughs: Marc G. MillisnenucarqBelum ada peringkat
- Mysteries of The Unknown - The UFO PhenomenonDokumen162 halamanMysteries of The Unknown - The UFO Phenomenonanaximandre06100% (3)
- 1769 Compound Rest AssyDokumen1 halaman1769 Compound Rest AssykokiskoBelum ada peringkat
- Evading Thermal Imaging and Radar Detection-1Dokumen8 halamanEvading Thermal Imaging and Radar Detection-1kokiskoBelum ada peringkat
- WO9010337 Magnetic MotorDokumen23 halamanWO9010337 Magnetic MotorAndras KondratBelum ada peringkat
- GAA Bortone June02Dokumen2 halamanGAA Bortone June02kokiskoBelum ada peringkat
- r8 5c Collet DimensionsDokumen2 halamanr8 5c Collet DimensionskokiskoBelum ada peringkat
- Spindle, 7x10, 12 Mini LatheDokumen1 halamanSpindle, 7x10, 12 Mini LatheramaaramaaBelum ada peringkat
- Ralph Patterson Tailstock Camlock 2Dokumen13 halamanRalph Patterson Tailstock Camlock 2supremesportsBelum ada peringkat
- Drive TroubleshootingDokumen9 halamanDrive TroubleshootingkokiskoBelum ada peringkat
- Ralph Patterson Speed Reducer 2Dokumen27 halamanRalph Patterson Speed Reducer 2kokiskoBelum ada peringkat
- Change Gears Charts For Metric Threading On The 7x MiniDokumen2 halamanChange Gears Charts For Metric Threading On The 7x MinikokiskoBelum ada peringkat
- Cross slide nut modification for Grizzly 7x12/24 latheDokumen3 halamanCross slide nut modification for Grizzly 7x12/24 lathekokiskoBelum ada peringkat
- Rollies Dads MethodDokumen4 halamanRollies Dads Methodctin12Belum ada peringkat
- Metal Drilling Speed ChartDokumen3 halamanMetal Drilling Speed ChartkokiskoBelum ada peringkat
- Morse Taper Dimensions and Drill Chuck ArborsDokumen4 halamanMorse Taper Dimensions and Drill Chuck ArborskokiskoBelum ada peringkat
- How To Make Economical BateryDokumen85 halamanHow To Make Economical BaterykokiskoBelum ada peringkat
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Dokumen9 halamanPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoBelum ada peringkat
- Ball Turning Toolpost - Complete PDFDokumen5 halamanBall Turning Toolpost - Complete PDFRamanujam O SBelum ada peringkat
- Life Convict Laxman Naskar Vs State of West Bengal & Anr On 1 September, 2000Dokumen6 halamanLife Convict Laxman Naskar Vs State of West Bengal & Anr On 1 September, 2000Kimberly HardyBelum ada peringkat
- Are Moral Principles Determined by SocietyDokumen2 halamanAre Moral Principles Determined by SocietyKeye HiterozaBelum ada peringkat
- 17 Lagrange's TheoremDokumen6 halaman17 Lagrange's TheoremRomeo Jay PragachaBelum ada peringkat
- Perkin Elmer Singapore Distribution CaseDokumen3 halamanPerkin Elmer Singapore Distribution CaseJackie Canlas100% (1)
- Lived Experiences of Elementary Teachers in A Remote School in Samar, PhilippinesDokumen14 halamanLived Experiences of Elementary Teachers in A Remote School in Samar, Philippinesルイス ジャンBelum ada peringkat
- INTERNSHIP REPORT 3 PagesDokumen4 halamanINTERNSHIP REPORT 3 Pagesali333444Belum ada peringkat
- Evelyn Nakano Glenn, "From Servitude To Service Work: Historical Continuities in The Racial Division of Paid Reproductive Labor"Dokumen44 halamanEvelyn Nakano Glenn, "From Servitude To Service Work: Historical Continuities in The Racial Division of Paid Reproductive Labor"s0metim3sBelum ada peringkat
- Ash ContentDokumen2 halamanAsh Contentvikasbnsl1Belum ada peringkat
- Japanese Tea Cups LessonDokumen3 halamanJapanese Tea Cups Lessonapi-525048974Belum ada peringkat
- PallavaDokumen24 halamanPallavaAzeez FathulBelum ada peringkat
- Physical Education For Class - 11thDokumen19 halamanPhysical Education For Class - 11thdjjagu908Belum ada peringkat
- Accomplishment Report - 1st and 2nd SemDokumen41 halamanAccomplishment Report - 1st and 2nd Semshailean azulBelum ada peringkat
- Elementary Hebrew Gram 00 GreeDokumen216 halamanElementary Hebrew Gram 00 GreeRobert CampoBelum ada peringkat
- H-1 Nationalism in Europe NotesDokumen5 halamanH-1 Nationalism in Europe Noteskanishk kumarBelum ada peringkat
- Testing Your Understanding: The Dash, Slash, Ellipses & BracketsDokumen2 halamanTesting Your Understanding: The Dash, Slash, Ellipses & BracketsBatsaikhan DashdondogBelum ada peringkat
- PIC16 F 1619Dokumen594 halamanPIC16 F 1619Francisco Martinez AlemanBelum ada peringkat
- Levenbach Causal2017Dokumen15 halamanLevenbach Causal2017Jenna GrantBelum ada peringkat
- ASBMR 14 Onsite Program Book FINALDokumen362 halamanASBMR 14 Onsite Program Book FINALm419703Belum ada peringkat
- Book Review Reclaim Your HeartDokumen7 halamanBook Review Reclaim Your HeartShaheer KhanBelum ada peringkat
- Neoclassicism: Romanticism Realism ImpressionismDokumen16 halamanNeoclassicism: Romanticism Realism ImpressionismErika EludoBelum ada peringkat
- Viennas Cafe Louvre in The 1920s and 1930Dokumen18 halamanViennas Cafe Louvre in The 1920s and 1930Friso HoeneveldBelum ada peringkat
- Primer To Using Stampplot® Pro Standard User LicensedDokumen21 halamanPrimer To Using Stampplot® Pro Standard User LicensedSandy Rachman AdrianBelum ada peringkat
- Cambridge Assessment International Education: Biology 5090/61 October/November 2017Dokumen6 halamanCambridge Assessment International Education: Biology 5090/61 October/November 2017Zarish NoorBelum ada peringkat
- Universitas Alumni Psikotest LolosDokumen11 halamanUniversitas Alumni Psikotest LolosPsikotes BVKBelum ada peringkat