Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Wren 80i Gas Turbine Engine Tech SpecsDokumen25 halamanWren 80i Gas Turbine Engine Tech SpecsAlex Stihi100% (1)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Part 1l-1: RalianDokumen30 halamanPart 1l-1: RalianRobert SultanaBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Material Selection for Oil & Gas Corrosion ProtectionDokumen21 halamanMaterial Selection for Oil & Gas Corrosion ProtectionSalim Chohan100% (1)
- Numericals 19 PDFDokumen8 halamanNumericals 19 PDFSalim ChohanBelum ada peringkat
- Best Practice 12lubricant Selecton For Screw and Recip CompressorsDokumen6 halamanBest Practice 12lubricant Selecton For Screw and Recip CompressorsSalim ChohanBelum ada peringkat
- Hot Work PowerpointDokumen18 halamanHot Work PowerpointSalim Chohan100% (1)
- Chmiionelect 2Dokumen3 halamanChmiionelect 2kjjkimkmkBelum ada peringkat
- Schx4004 Mechanical Operations LabDokumen23 halamanSchx4004 Mechanical Operations LabsaibapoleBelum ada peringkat
- Cre Lecture (07-09-2015)Dokumen27 halamanCre Lecture (07-09-2015)Salim ChohanBelum ada peringkat
- F 44736016Dokumen3 halamanF 44736016Salim ChohanBelum ada peringkat
- Batch Reactor Kinetic Data Analysis MethodsDokumen4 halamanBatch Reactor Kinetic Data Analysis MethodsSalim Chohan0% (1)
- General ConceptsDokumen11 halamanGeneral ConceptsSalim ChohanBelum ada peringkat
- 120 PruDokumen1 halaman120 PruSalim ChohanBelum ada peringkat
- Compressors OperationDokumen35 halamanCompressors OperationSalim Chohan100% (1)
- Cre Lecture (07-09-2015)Dokumen27 halamanCre Lecture (07-09-2015)Salim ChohanBelum ada peringkat
- Troubleshootinh 102-103Dokumen2 halamanTroubleshootinh 102-103Salim ChohanBelum ada peringkat
- REPORT 102-103 EditorDokumen2 halamanREPORT 102-103 EditorSalim ChohanBelum ada peringkat
- 106 MeroxDokumen1 halaman106 MeroxSalim ChohanBelum ada peringkat
- Cre Lecture (07-09-2015)Dokumen27 halamanCre Lecture (07-09-2015)Salim ChohanBelum ada peringkat
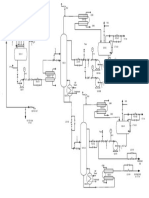
- Description of Process FlowDokumen2 halamanDescription of Process FlowSalim ChohanBelum ada peringkat
- Project Management Critical Path AnalysisDokumen3 halamanProject Management Critical Path AnalysisKoko DandashBelum ada peringkat
- MS Project TutorialDokumen36 halamanMS Project TutorialSalim ChohanBelum ada peringkat
- Evaporation: Difference B/W Evaporation & BoilingDokumen35 halamanEvaporation: Difference B/W Evaporation & BoilingSalim ChohanBelum ada peringkat
- Chemical Engineering Progress (1993) Pag. 53-60Dokumen8 halamanChemical Engineering Progress (1993) Pag. 53-60sharkdude1134100% (1)
- Cre Lecture (07-09-2015)Dokumen27 halamanCre Lecture (07-09-2015)Salim ChohanBelum ada peringkat
- Ethylene Oxide PresentationDokumen14 halamanEthylene Oxide PresentationSalim Chohan100% (3)
- PRP ProblemsDokumen5 halamanPRP ProblemsSalim ChohanBelum ada peringkat
- Poly Vinyl ChlorideDokumen13 halamanPoly Vinyl ChlorideSalim ChohanBelum ada peringkat
- Introduction to Human Resource Management FunctionsDokumen9 halamanIntroduction to Human Resource Management FunctionsSalim ChohanBelum ada peringkat
- ExtrusionDokumen11 halamanExtrusionSalim ChohanBelum ada peringkat
- Pert CPMDokumen33 halamanPert CPMSalim Chohan100% (1)
- CavitationDokumen11 halamanCavitationSalim Chohan0% (1)
- FIRE AbcDokumen14 halamanFIRE AbcIrving RBelum ada peringkat
- Air Pollution Control Technologies CompendiumDokumen144 halamanAir Pollution Control Technologies CompendiumThuận HoàngBelum ada peringkat
- R717 PDFDokumen2 halamanR717 PDFOtto OttoBelum ada peringkat
- Manual B-BV Master 110-230V - 50HZDokumen22 halamanManual B-BV Master 110-230V - 50HZtalgat44Belum ada peringkat
- How Oxidation Reduction Impacts Daily LifeDokumen8 halamanHow Oxidation Reduction Impacts Daily LifeNur Masyittah IrmiBelum ada peringkat
- Principles of Extractive Metallurgy - Docx - CopyDokumen104 halamanPrinciples of Extractive Metallurgy - Docx - CopyFelix TinasheBelum ada peringkat
- 2011 4NT Sci Prelim - 1 P1 - QnsDokumen14 halaman2011 4NT Sci Prelim - 1 P1 - QnsTAYYAB FAROOQBelum ada peringkat
- Amte 130Dokumen30 halamanAmte 130Jan Patrick VelosoBelum ada peringkat
- Grade 9 Physical and Chemical Change PowerpointDokumen7 halamanGrade 9 Physical and Chemical Change Powerpointapi-19727066Belum ada peringkat
- Notes in Fire Technology & Arson Investigation Evolution of FireDokumen41 halamanNotes in Fire Technology & Arson Investigation Evolution of FireYangBedoyaBelum ada peringkat
- Solid Rocket Motor Venting Solutions: 2012 Insensitive Munitions & Energetic Materials Technology SymposiumDokumen16 halamanSolid Rocket Motor Venting Solutions: 2012 Insensitive Munitions & Energetic Materials Technology SymposiumJav butBelum ada peringkat
- Fuel Induction Techniques For A H Y D R O G E N Operated EngineDokumen10 halamanFuel Induction Techniques For A H Y D R O G E N Operated Engineshivang36Belum ada peringkat
- Third Year Mechanical Engineering SyllabusDokumen54 halamanThird Year Mechanical Engineering SyllabusTonya WhitneyBelum ada peringkat
- Caterpillar G3306B NA Hoja de Datos PDFDokumen4 halamanCaterpillar G3306B NA Hoja de Datos PDFJUAN CARLOS velazquez hernandezBelum ada peringkat
- 2016 KTM RC 200 Co 71830 PDFDokumen194 halaman2016 KTM RC 200 Co 71830 PDFEmiliano Roberto Arocha CorsoBelum ada peringkat
- Gas Turbine Power Plant Project ReportDokumen21 halamanGas Turbine Power Plant Project ReportSapna KumariBelum ada peringkat
- Msa Sensors & DetectionDokumen156 halamanMsa Sensors & DetectionShanmugamoorthyBelum ada peringkat
- 6.the Solution Approach To Flow Problems Using Tivar 88Dokumen11 halaman6.the Solution Approach To Flow Problems Using Tivar 88hadiBelum ada peringkat
- Increasing Efficiency of Ic Engine by Electrolysis ProcessDokumen5 halamanIncreasing Efficiency of Ic Engine by Electrolysis ProcessjishnuBelum ada peringkat
- 5.4 Science Form 1Dokumen20 halaman5.4 Science Form 1norsalimahBelum ada peringkat
- On Measurement of SmokeDokumen20 halamanOn Measurement of SmokeAllen DY YangBelum ada peringkat
- KTPSDokumen22 halamanKTPSjoshimjmitBelum ada peringkat
- Introduction To Internal Combustion EnginesDokumen294 halamanIntroduction To Internal Combustion Engineszuluntando182Belum ada peringkat
- Design and Fabrication FRP PoolDokumen15 halamanDesign and Fabrication FRP Poolm4004Belum ada peringkat
- IFireSS 2017 – Fire in high-rise building construction involving ACP panelsDokumen6 halamanIFireSS 2017 – Fire in high-rise building construction involving ACP panelsZuhair NadeemBelum ada peringkat
- DedDokumen456 halamanDedKR571Belum ada peringkat
- Hot Work PermitDokumen1 halamanHot Work PermitMo AboukhzamBelum ada peringkat
- Refined Technologies, Inc.: Material Safety Data SheetDokumen3 halamanRefined Technologies, Inc.: Material Safety Data SheetisleepinadrawerBelum ada peringkat