Anda mungkin juga menyukai
- Isa 95.00.02-2001Dokumen104 halamanIsa 95.00.02-2001Alexander Dueñas Salazar100% (4)
- Project phases and deliverablesDokumen1 halamanProject phases and deliverablesEmmanuel Cervantes VelázquezBelum ada peringkat
- Basis Estimate TemplateDokumen2 halamanBasis Estimate TemplateEmmanuel Cervantes VelázquezBelum ada peringkat
- ANEXOS TÉCNICOS DE LAS BASES DE LICITACIÓNDokumen23 halamanANEXOS TÉCNICOS DE LAS BASES DE LICITACIÓNEmmanuel Cervantes VelázquezBelum ada peringkat
- Conceptual Plant LayoutDokumen6 halamanConceptual Plant LayoutEmmanuel Cervantes VelázquezBelum ada peringkat
- Ansi Isa-95.00.01-2000Dokumen142 halamanAnsi Isa-95.00.01-2000Alexander Dueñas Salazar100% (9)
- Integrated Manufacturing SolutionsDokumen15 halamanIntegrated Manufacturing SolutionsEmmanuel Cervantes VelázquezBelum ada peringkat
- Case Study Plant Layout 1Dokumen22 halamanCase Study Plant Layout 1Gaurav ModiBelum ada peringkat
- Engineering Drawing Symbols v2Dokumen98 halamanEngineering Drawing Symbols v2shaikh_nazarBelum ada peringkat
- P&ID LegendDokumen29 halamanP&ID LegendEmmanuel Cervantes VelázquezBelum ada peringkat
- Ansi Isa-95.00.01-2000Dokumen142 halamanAnsi Isa-95.00.01-2000Alexander Dueñas Salazar100% (9)
- Enterprise Control System Integration Part 3: Activity Models of Manufacturing Operations ManagementDokumen104 halamanEnterprise Control System Integration Part 3: Activity Models of Manufacturing Operations ManagementJeff HekmatiBelum ada peringkat
- S 990001 Part 1 DraftDokumen97 halamanS 990001 Part 1 DraftandhrimnirBelum ada peringkat
- Symbolece PDFDokumen12 halamanSymbolece PDFEmmanuel Del RosarioBelum ada peringkat
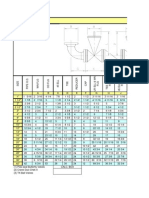
- Flanged and dished head dimensionsDokumen10 halamanFlanged and dished head dimensionssnehal.deshmukhBelum ada peringkat
- Diplomado en Desarrollo de Proyectos de Ingenier+¡a IVDokumen15 halamanDiplomado en Desarrollo de Proyectos de Ingenier+¡a IVEmmanuel Cervantes VelázquezBelum ada peringkat
- ANEXOS TÉCNICOS DE LAS BASES DE LICITACIÓNDokumen23 halamanANEXOS TÉCNICOS DE LAS BASES DE LICITACIÓNEmmanuel Cervantes VelázquezBelum ada peringkat
- Sample 5 CalcsDokumen24 halamanSample 5 CalcsEmmanuel Cervantes Velázquez100% (2)
- Anexo 2 Ejemplo Relación InterdisciplinariaDokumen1 halamanAnexo 2 Ejemplo Relación InterdisciplinariaEmmanuel Cervantes VelázquezBelum ada peringkat
- Steel Pipe VesselDokumen279 halamanSteel Pipe VesselAhmadreza AminianBelum ada peringkat
- Detailed Engineering Design PhaseDokumen8 halamanDetailed Engineering Design Phaserenjithv_494% (18)
- Anexo 1 - Atividades Disciplinas Basicas 1Dokumen9 halamanAnexo 1 - Atividades Disciplinas Basicas 1Emmanuel Cervantes VelázquezBelum ada peringkat
- Solid Works Model For The Pressure VesselDokumen16 halamanSolid Works Model For The Pressure VesselkarthikeashwarBelum ada peringkat
- Universal Nozzle Calculator Ver 3 0Dokumen10 halamanUniversal Nozzle Calculator Ver 3 0madodandembeBelum ada peringkat
- Solid Works Model For The Pressure vessel-IIDokumen1 halamanSolid Works Model For The Pressure vessel-IIkarthikeashwarBelum ada peringkat
- Sample 5 B&WDokumen1 halamanSample 5 B&WEmmanuel Cervantes VelázquezBelum ada peringkat
- Content 24Dokumen13 halamanContent 24Sutthiroj PeeraBelum ada peringkat
- Sample 4 ColorDokumen1 halamanSample 4 ColorEmmanuel Cervantes VelázquezBelum ada peringkat
- Sample 3 Color Page1Dokumen1 halamanSample 3 Color Page1Emmanuel Cervantes VelázquezBelum ada peringkat
- ASME VIII-1 pressure vessel design code and operating conditionsDokumen1 halamanASME VIII-1 pressure vessel design code and operating conditionsNomi KhanBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Sime Darby R&D Advances Oil Palm GenomeDokumen4 halamanSime Darby R&D Advances Oil Palm GenomeAhmad Zubair Hj YahayaBelum ada peringkat
- 58 GS KPSC 30082015 PDFDokumen40 halaman58 GS KPSC 30082015 PDFrpsirBelum ada peringkat
- (Biology of Horticultural Crops) Pinchas Spiegel-Roy - Eliezer E Goldschmidt-Biology of Citrus-Cambridge University Press (1996)Dokumen235 halaman(Biology of Horticultural Crops) Pinchas Spiegel-Roy - Eliezer E Goldschmidt-Biology of Citrus-Cambridge University Press (1996)CesarLauterioBelum ada peringkat
- Proximate, Phytochemical and Nutrient Compositions of Some Fruits, Seeds and Leaves of Some Plant Species at Umudike, NigeriaDokumen10 halamanProximate, Phytochemical and Nutrient Compositions of Some Fruits, Seeds and Leaves of Some Plant Species at Umudike, NigeriaIloveBaobabBelum ada peringkat
- LKPD Narrattive TextDokumen5 halamanLKPD Narrattive TextFakhri MukaromahBelum ada peringkat
- The Tragedy of "La Josefina": by Alexander Paute and Cristian AtehortuaDokumen8 halamanThe Tragedy of "La Josefina": by Alexander Paute and Cristian AtehortuaAlexander Paute MatuteBelum ada peringkat
- A Statistical Manual For Forestry ResearchDokumen234 halamanA Statistical Manual For Forestry Researchskjournals100% (1)
- Cell Biology Notes: Prokaryotes vs EukaryotesDokumen6 halamanCell Biology Notes: Prokaryotes vs Eukaryotessaadc786100% (1)
- Soil Testing and Adjusting pH, Nutrients for Vegetable GardenDokumen3 halamanSoil Testing and Adjusting pH, Nutrients for Vegetable GardenAnonymous 1VhXp1Belum ada peringkat
- Moyaney (Molasses, Yakult and Honey) : An Alternative Natural Fertilizer and Pesticide For Allium CepaDokumen5 halamanMoyaney (Molasses, Yakult and Honey) : An Alternative Natural Fertilizer and Pesticide For Allium CepaTitusBelum ada peringkat
- Low Concentrations of Humic Substances Significantly Enhanced Plant GrowthDokumen4 halamanLow Concentrations of Humic Substances Significantly Enhanced Plant GrowthShailendra RajanBelum ada peringkat
- White Spots On Skin - Possible Causes and 15 Home Remedies - HomDokumen11 halamanWhite Spots On Skin - Possible Causes and 15 Home Remedies - HomSandip FirkeBelum ada peringkat
- Important Questions For CBSE Class 7 Science Chapter 11Dokumen7 halamanImportant Questions For CBSE Class 7 Science Chapter 11Atabuddin MondalBelum ada peringkat
- Utilization of Pineapple Subgrade as Pineapple LeatherDokumen11 halamanUtilization of Pineapple Subgrade as Pineapple LeatherNcy KimBelum ada peringkat
- Herbs Magical Properties For Protection, Healing and PovertyDokumen18 halamanHerbs Magical Properties For Protection, Healing and PovertyTom ChordBelum ada peringkat
- Maruthamalai Hills of Western Ghats, Coimbatore District, Tamil Nadu - A Potential Ecosystem For Medicinal Plants.Dokumen15 halamanMaruthamalai Hills of Western Ghats, Coimbatore District, Tamil Nadu - A Potential Ecosystem For Medicinal Plants.researchplantscienceBelum ada peringkat
- Stenochlaena PalustrisDokumen1 halamanStenochlaena Palustrist_h_e-scientistBelum ada peringkat
- Crop Rotation Leaflet-1Dokumen4 halamanCrop Rotation Leaflet-1mradulescuBelum ada peringkat
- Angiosuppressive Activity of Winged BeanDokumen14 halamanAngiosuppressive Activity of Winged BeanGlenn SiachuaBelum ada peringkat
- Menu ProjectDokumen1 halamanMenu Projectapi-357256089Belum ada peringkat
- May 2011 Binnaway Bush TelegraphDokumen28 halamanMay 2011 Binnaway Bush TelegraphBinnawayBelum ada peringkat
- C1 Biodiversity 2023 2AEDokumen35 halamanC1 Biodiversity 2023 2AEHana Farzana ErynaBelum ada peringkat
- Common Core Worksheet Ri.1.7Dokumen1 halamanCommon Core Worksheet Ri.1.7ayeh7880Belum ada peringkat
- Veratrum VirideDokumen11 halamanVeratrum VirideNanda S RBelum ada peringkat
- Classification IGCSEDokumen55 halamanClassification IGCSEelizabethBelum ada peringkat
- Botrytis Bunch Rot of Grape (Botrytis Cinerea) - Pest Management - B.C. Ministry of AgricultureDokumen4 halamanBotrytis Bunch Rot of Grape (Botrytis Cinerea) - Pest Management - B.C. Ministry of AgricultureSiva KumarBelum ada peringkat
- Anthurium Micropropagation From Shoot Tip Explants PDFDokumen5 halamanAnthurium Micropropagation From Shoot Tip Explants PDFBrij Mohan SinghBelum ada peringkat
- HISTORICAL BEGINNINGSDokumen13 halamanHISTORICAL BEGINNINGSMhermina MoroBelum ada peringkat
- How To Care For A CalatheaDokumen17 halamanHow To Care For A CalatheaColeen AlidoBelum ada peringkat
- BE GOING TO Holiday PlansDokumen1 halamanBE GOING TO Holiday PlansIvana Jurić100% (2)