Anda mungkin juga menyukai
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDari EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesPenilaian: 3.5 dari 5 bintang3.5/5 (3)
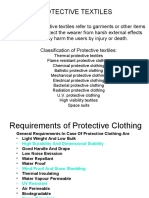
- Protective TextilesDokumen6 halamanProtective TextilesKhubab ShakerBelum ada peringkat
- Jaros Hygienic Wear: The therapeutic and prophylactic applicationDari EverandJaros Hygienic Wear: The therapeutic and prophylactic applicationBelum ada peringkat
- PROTECH Protective TextilesDokumen29 halamanPROTECH Protective TextilesAneesha Panda0% (1)
- High Tech Firefighters ClothingDokumen7 halamanHigh Tech Firefighters Clothingsins1984Belum ada peringkat
- Defense Textiles FINALDokumen10 halamanDefense Textiles FINALSudhir JainBelum ada peringkat
- Fire-Fighting Protective Clothing/ Turn Out Gear / Bunker GearDokumen39 halamanFire-Fighting Protective Clothing/ Turn Out Gear / Bunker GearMukut Basu BadhanBelum ada peringkat
- Protective TextilesDokumen36 halamanProtective TextilesDewan Ajuad Hossain Rifat100% (1)
- DefenceDokumen37 halamanDefenceIswariya Krishnan100% (1)
- Technical Textiles ProtectDokumen52 halamanTechnical Textiles Protectaqsa imranBelum ada peringkat
- Protective TextilesDokumen37 halamanProtective TextilesMd AliujjamanBelum ada peringkat
- Defence TextilesDokumen28 halamanDefence TextilesAzl10471% (7)
- Protective TextilesDokumen22 halamanProtective Textilesbeskyraj100% (1)
- Protective ClothingDokumen63 halamanProtective ClothingMukul ChandelBelum ada peringkat
- Functional ClothingDokumen5 halamanFunctional ClothingravikantBelum ada peringkat
- SeminarDokumen22 halamanSeminarhemarajaaBelum ada peringkat
- Technical Textiles Protective Clothing: Btech7 SemDokumen24 halamanTechnical Textiles Protective Clothing: Btech7 Semaqsa imranBelum ada peringkat
- Protective Technical TextilesDokumen14 halamanProtective Technical TextilesNorth valentinoBelum ada peringkat
- CW Protective ClothingDokumen7 halamanCW Protective ClothingKathirrvelu SubramanianBelum ada peringkat
- Southeast University: Department of Textile EngineeringDokumen19 halamanSoutheast University: Department of Textile Engineeringjack omeBelum ada peringkat
- Cold Protective GlovesDokumen5 halamanCold Protective GlovesKhubab ShakerBelum ada peringkat
- Maharani SNDokumen36 halamanMaharani SNranisn19Belum ada peringkat
- Saikat Sil Tech Tex Assignment 3 (Final)Dokumen7 halamanSaikat Sil Tech Tex Assignment 3 (Final)Saikat SilBelum ada peringkat
- Assignment On Special Fabrics: Properties and Quality ControlDokumen30 halamanAssignment On Special Fabrics: Properties and Quality ControlNakib Ibna BasharBelum ada peringkat
- SWW ProtecWork Catalouge EngDokumen104 halamanSWW ProtecWork Catalouge EngFelicitaciones NegroBelum ada peringkat
- Smart TextileDokumen20 halamanSmart TextileFakrul Hasan Khan100% (3)
- Research On Thermal Insulation Characteristic of Multilayer ClothingDokumen7 halamanResearch On Thermal Insulation Characteristic of Multilayer ClothingKathirrvelu SubramanianBelum ada peringkat
- (ttqc2) TamannaDokumen28 halaman(ttqc2) TamannaTamanna TasnimBelum ada peringkat
- Textile Structures For Technical Textiles Part IDokumen9 halamanTextile Structures For Technical Textiles Part IEdison BittencourtBelum ada peringkat
- Safety and Protective Textiles: Dr. Reyhan Keskin Teng 506, 2019 Spring Semester Class Notes Pamukkale UniversityDokumen54 halamanSafety and Protective Textiles: Dr. Reyhan Keskin Teng 506, 2019 Spring Semester Class Notes Pamukkale UniversityElif BayrakdaroğluBelum ada peringkat
- Chapter 4 Electrical Safety EquipmentDokumen44 halamanChapter 4 Electrical Safety EquipmentMelchor CarabayasBelum ada peringkat
- World Market and Production of Textile Used in MilitaryDokumen53 halamanWorld Market and Production of Textile Used in Militarymustafasohail100% (1)
- Project Final Report: S.pavlidou@Dokumen59 halamanProject Final Report: S.pavlidou@2025G26Praveen KumarBelum ada peringkat
- Extreme Temperature ClothingDokumen16 halamanExtreme Temperature ClothingNeeraj BalaBelum ada peringkat
- DR .Neelima G: Assistant Professor, Dept. of Home ScienceDokumen38 halamanDR .Neelima G: Assistant Professor, Dept. of Home ScienceNeelima GuptaBelum ada peringkat
- S Ppe Body ProtectionDokumen4 halamanS Ppe Body ProtectionJust SleepingBelum ada peringkat
- Electrical ProtectionDokumen11 halamanElectrical ProtectionPratik RaneBelum ada peringkat
- Textile in DefenseDokumen59 halamanTextile in DefenseDr Muhammad Mushtaq Mangat100% (2)
- National Textile University: M.S. Advance Clothing and FashionDokumen5 halamanNational Textile University: M.S. Advance Clothing and FashionomerBelum ada peringkat
- NullDokumen4 halamanNullMaliha MazharBelum ada peringkat
- Introduction To Non WovenDokumen66 halamanIntroduction To Non WovenMurugan GaneshBelum ada peringkat
- Technical Textiles NotesDokumen30 halamanTechnical Textiles NotesGany HarwalBelum ada peringkat
- Technical Textile and Its Area of Application - PDF Version 1Dokumen6 halamanTechnical Textile and Its Area of Application - PDF Version 1k sBelum ada peringkat
- 2.fire FightersDokumen17 halaman2.fire FightersshuvrodeyBelum ada peringkat
- Technical TextileDokumen10 halamanTechnical Textileshahadat hossainBelum ada peringkat
- Nanonotechnology NoteDokumen13 halamanNanonotechnology NoteProttoy DiptoBelum ada peringkat
- CLOTHTECHDokumen56 halamanCLOTHTECHMohammad RazibBelum ada peringkat
- Tactile ComfortDokumen6 halamanTactile ComfortbucbusBelum ada peringkat
- What Is Functional Clothing?Dokumen5 halamanWhat Is Functional Clothing?Anonymous UoRu4sBelum ada peringkat
- Technical Textiles Application in DifferentDokumen149 halamanTechnical Textiles Application in DifferentAredaBelum ada peringkat
- Personal Protective Equipment (PPE)Dokumen52 halamanPersonal Protective Equipment (PPE)Yeyeri SantosBelum ada peringkat
- Practical Work Book For Health Safety and EnvironmentDokumen69 halamanPractical Work Book For Health Safety and EnvironmentAreejBelum ada peringkat
- Technical TextilesDokumen23 halamanTechnical TextilesNintha Jalan80% (5)
- TT NA Studying PLDokumen27 halamanTT NA Studying PLSharif0721Belum ada peringkat
- Issues & Analysis: Flammability Hazards in TextilesDokumen3 halamanIssues & Analysis: Flammability Hazards in TextilesSynthiaBelum ada peringkat
- Neval and Armed Force ClothingDokumen7 halamanNeval and Armed Force ClothingshuvrodeyBelum ada peringkat
- Smart Textiles, Intelligent TextilesDokumen19 halamanSmart Textiles, Intelligent TextilesShan Imtiaz100% (5)
- FR Home Txad SeminarDokumen20 halamanFR Home Txad SeminarAnvitha SudheshnaBelum ada peringkat
- A Review of Garment Ventilation Strategies For Structural Firefighter Protective ClothingDokumen16 halamanA Review of Garment Ventilation Strategies For Structural Firefighter Protective Clothingaqsa imran100% (1)
- Technical Textiles by AARDokumen37 halamanTechnical Textiles by AARAtaur RahmanBelum ada peringkat
- Radcrete Binder PDF For WebDokumen94 halamanRadcrete Binder PDF For WebDM AfteniBelum ada peringkat
- Chapter 5Dokumen21 halamanChapter 5kiran367Belum ada peringkat
- Membrane Separation Lab ReportDokumen11 halamanMembrane Separation Lab ReportHaikal SuhaimiBelum ada peringkat
- Process Industry Practices Insulation: PIP INEG1000 Insulation Design GuideDokumen38 halamanProcess Industry Practices Insulation: PIP INEG1000 Insulation Design GuidethakrarhitsBelum ada peringkat
- Tubular Membrane-Maintenance and CleaningDokumen16 halamanTubular Membrane-Maintenance and CleaningM TBelum ada peringkat
- Npu O&m ManualDokumen26 halamanNpu O&m ManualToni ArdiBelum ada peringkat
- Notes For NDTDokumen36 halamanNotes For NDTYogesh KumarBelum ada peringkat
- AdamsonDokumen8 halamanAdamsoneibiaiyoBelum ada peringkat
- Bolto (2009) - Crosslinked Poly (Vinyl Alcohol) MembranesDokumen13 halamanBolto (2009) - Crosslinked Poly (Vinyl Alcohol) MembranesViraj EdirisingheBelum ada peringkat
- Separation Process QuestionDokumen3 halamanSeparation Process QuestionuniversalgBelum ada peringkat
- Makrolon® 1952: Flame Retardant Grades / Medium ViscosityDokumen3 halamanMakrolon® 1952: Flame Retardant Grades / Medium ViscosityDiegoTierradentroBelum ada peringkat
- Astm D 4084-07 (2012)Dokumen7 halamanAstm D 4084-07 (2012)David Garcia del AngelBelum ada peringkat
- En378 Protective GlovesDokumen7 halamanEn378 Protective Glovese4erk100% (1)
- 1 s2.0 S0360319920328421 MainDokumen13 halaman1 s2.0 S0360319920328421 MainArunBelum ada peringkat
- Filmtec BW30-400Dokumen2 halamanFilmtec BW30-400PT Tirtapure EnvirotekBelum ada peringkat
- Non-Alcoholic Beer-A New Industrial ProcessDokumen10 halamanNon-Alcoholic Beer-A New Industrial ProcessTrysh IoanaBelum ada peringkat
- CH 01Dokumen31 halamanCH 01loverBelum ada peringkat
- Calculations Membrane ProcessesDokumen3 halamanCalculations Membrane ProcessesAnonymous 20VAruBelum ada peringkat
- Astm F1249Dokumen5 halamanAstm F1249Jincai (Jason) FanBelum ada peringkat
- Review: Biologicals & ImmunologicalsDokumen51 halamanReview: Biologicals & ImmunologicalsprinceamitBelum ada peringkat
- CIP Procedure of RO MembraneDokumen2 halamanCIP Procedure of RO MembraneTanzila SiddiquiBelum ada peringkat
- Hydranautics CPA2 4040Dokumen1 halamanHydranautics CPA2 4040jdk18Belum ada peringkat
- Bis 15071.2002Dokumen22 halamanBis 15071.2002drjonesg19585102Belum ada peringkat
- Hasani ZonooziDokumen235 halamanHasani ZonooziLa Bruja Ivan Del Valle SalazarBelum ada peringkat
- Food Contact Materials Technical Guide On Paper Board Draft Text For ConsultationDokumen24 halamanFood Contact Materials Technical Guide On Paper Board Draft Text For ConsultationElfi TsoumaniBelum ada peringkat
- High Selective Separation Performance of CO2 From CH4 by - 2022 - Carbon CapturDokumen11 halamanHigh Selective Separation Performance of CO2 From CH4 by - 2022 - Carbon CapturAnonymous UArnIExBelum ada peringkat
- Eff and Power of PEM ElectrolyserDokumen13 halamanEff and Power of PEM ElectrolyserAravind ShankarBelum ada peringkat
- AMP Vol 171 - N°09 - September 2013Dokumen89 halamanAMP Vol 171 - N°09 - September 2013bluecreteBelum ada peringkat
- Terminology For Membranes and Membrane ProcessesDokumen11 halamanTerminology For Membranes and Membrane ProcessesannesmthBelum ada peringkat
- Basic Troubleshooting For RO Operation 20201207 PDFDokumen44 halamanBasic Troubleshooting For RO Operation 20201207 PDFFernando Molina ChávezBelum ada peringkat
- A Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesDari EverandA Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Bulletproof Seduction: How to Be the Man That Women Really WantDari EverandBulletproof Seduction: How to Be the Man That Women Really WantPenilaian: 4.5 dari 5 bintang4.5/5 (169)
- Metric Pattern Cutting for Women's WearDari EverandMetric Pattern Cutting for Women's WearPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedDari EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedPenilaian: 5 dari 5 bintang5/5 (1)
- The Basics of Corset Building: A Handbook for BeginnersDari EverandThe Basics of Corset Building: A Handbook for BeginnersPenilaian: 4.5 dari 5 bintang4.5/5 (17)
- African Fashion, Global Style: Histories, Innovations, and Ideas You Can WearDari EverandAfrican Fashion, Global Style: Histories, Innovations, and Ideas You Can WearPenilaian: 5 dari 5 bintang5/5 (1)
- Vintage Knit Hats: 21 Patterns for Timeless FashionsDari EverandVintage Knit Hats: 21 Patterns for Timeless FashionsPenilaian: 4 dari 5 bintang4/5 (4)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedDari EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedPenilaian: 4 dari 5 bintang4/5 (1)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsDari EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsPenilaian: 4 dari 5 bintang4/5 (5)
- Basic Black: 26 Edgy Essentials for the Modern WardrobeDari EverandBasic Black: 26 Edgy Essentials for the Modern WardrobePenilaian: 4 dari 5 bintang4/5 (10)
- The Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewDari EverandThe Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewPenilaian: 4.5 dari 5 bintang4.5/5 (26)
- 250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaDari Everand250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaPenilaian: 5 dari 5 bintang5/5 (7)
- Modern Ladies' Tailoring: A basic guide to pattern draftingDari EverandModern Ladies' Tailoring: A basic guide to pattern draftingPenilaian: 5 dari 5 bintang5/5 (13)
- Make Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Dari EverandMake Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Penilaian: 3.5 dari 5 bintang3.5/5 (391)
- Freehand Fashion: Learn to sew the perfect wardrobe – no patterns required!Dari EverandFreehand Fashion: Learn to sew the perfect wardrobe – no patterns required!Penilaian: 5 dari 5 bintang5/5 (3)
- Fabric Manipulation: 150 Creative Sewing TechniquesDari EverandFabric Manipulation: 150 Creative Sewing TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (13)
- The Beginner's Guide to Kumihimo: Techniques, Patterns and Projects to Learn How to BraidDari EverandThe Beginner's Guide to Kumihimo: Techniques, Patterns and Projects to Learn How to BraidPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- The Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?Dari EverandThe Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?Penilaian: 5 dari 5 bintang5/5 (23)
- Pattern Drafting and Foundation and Flat Pattern Design - A Dressmaker's GuideDari EverandPattern Drafting and Foundation and Flat Pattern Design - A Dressmaker's GuidePenilaian: 4 dari 5 bintang4/5 (13)
- 150 Favorite Crochet DesignsDari Everand150 Favorite Crochet DesignsMary Carolyn WaldrepPenilaian: 3.5 dari 5 bintang3.5/5 (10)
- DIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!Dari EverandDIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!Penilaian: 3.5 dari 5 bintang3.5/5 (7)
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtDari EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtBelum ada peringkat
- Crochet Infinity Scarves: 8 Simple Infinity Scarves to CrochetDari EverandCrochet Infinity Scarves: 8 Simple Infinity Scarves to CrochetSarah CallardPenilaian: 3 dari 5 bintang3/5 (2)
- Amazing Japanese Crochet Stitches: A Stitch Dictionary and Design Resource (156 Stitches with 7 Practice Projects)Dari EverandAmazing Japanese Crochet Stitches: A Stitch Dictionary and Design Resource (156 Stitches with 7 Practice Projects)Penilaian: 4.5 dari 5 bintang4.5/5 (11)