Anda mungkin juga menyukai
- Engineering 0016 General Process Design RequirementsDokumen51 halamanEngineering 0016 General Process Design Requirementsmarin cristianBelum ada peringkat
- Advanced Process Control of A Propylene Refrigeration SystemDokumen11 halamanAdvanced Process Control of A Propylene Refrigeration SystemCal100% (1)
- HYDROCARBON PROCESSING, Choosing The Rigth Liq. ProcessDokumen6 halamanHYDROCARBON PROCESSING, Choosing The Rigth Liq. ProcessTino KhamphasithBelum ada peringkat
- Tray Distillation ColumnsDokumen27 halamanTray Distillation ColumnsRajeshkumar Elango0% (1)
- Demethanizer OperationDokumen6 halamanDemethanizer OperationHoustonAbducteeBelum ada peringkat
- Temperature, Pressure Measurements Solve Column Operating ProblemsDokumen5 halamanTemperature, Pressure Measurements Solve Column Operating ProblemsHari PrasadBelum ada peringkat
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDokumen8 halamanEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsShreya Sahajpal KaushalBelum ada peringkat
- Lean TEG Quality Control ProcedureDokumen14 halamanLean TEG Quality Control Procedurehai dang maiBelum ada peringkat
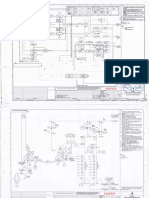
- Attachment 05 - BFD, ELD and P&I Diagrams-PearlDokumen77 halamanAttachment 05 - BFD, ELD and P&I Diagrams-Pearlum er100% (1)
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDokumen8 halamanGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavBelum ada peringkat
- Optimize Energy Use in Distillation: Reactions and SeparationsDokumen7 halamanOptimize Energy Use in Distillation: Reactions and SeparationsVictor RamirezBelum ada peringkat
- Boiler Heat FluxDokumen8 halamanBoiler Heat FluxMubarik Ali100% (1)
- DESIGN OF PROPYLENE DISTILLATION SYSTEMDokumen10 halamanDESIGN OF PROPYLENE DISTILLATION SYSTEMPriyam NayakBelum ada peringkat
- Strategies for improving gas treatment with regenerable adsorbentsDokumen8 halamanStrategies for improving gas treatment with regenerable adsorbentsamitBelum ada peringkat
- ProMax PipeDokumen23 halamanProMax PipechenguofuBelum ada peringkat
- Enhanced NGL Recovery ProcessDokumen5 halamanEnhanced NGL Recovery ProcessEdgar HuancaBelum ada peringkat
- Identifying causes of poor heat exchanger performanceDokumen6 halamanIdentifying causes of poor heat exchanger performanceramadoss_alwar7307Belum ada peringkat
- Code of Practice forThermalOilHeaters PDFDokumen56 halamanCode of Practice forThermalOilHeaters PDFarjmandquestBelum ada peringkat
- HC Processing April 1995 PDFDokumen11 halamanHC Processing April 1995 PDFzubair1950Belum ada peringkat
- 245 NGL Deethanizer Capacity ExpansionDokumen1 halaman245 NGL Deethanizer Capacity ExpansionRafeek Emad AbdElkader0% (1)
- Acid Gas Sweetening Simulation SetupDokumen16 halamanAcid Gas Sweetening Simulation Setupome solBelum ada peringkat
- DesigningVacuumtower (VDU)Dokumen26 halamanDesigningVacuumtower (VDU)Bilal KhanBelum ada peringkat
- 03 Condensate StabilizationDokumen8 halaman03 Condensate StabilizationAhmed ElShora100% (3)
- Control of Simple Distillation TowersDokumen46 halamanControl of Simple Distillation TowersDian Ardiansyah100% (1)
- Effectively Control Column PressureDokumen12 halamanEffectively Control Column Pressureromdhan88Belum ada peringkat
- Condensate Stab 2013 AIChE 91a Paper292728Dokumen14 halamanCondensate Stab 2013 AIChE 91a Paper292728Samaneh HajipourBelum ada peringkat
- Article - 1001191 Managing Fouling in Refinery PDFDokumen13 halamanArticle - 1001191 Managing Fouling in Refinery PDFDavid Diaz PadillaBelum ada peringkat
- Reboiler Case StudyDokumen6 halamanReboiler Case StudyamlhrdsBelum ada peringkat
- Fractionation and Absorption For The Process Man PDFDokumen70 halamanFractionation and Absorption For The Process Man PDFWilliam SandersBelum ada peringkat
- DHDS unit process descriptionDokumen9 halamanDHDS unit process descriptionSandeep ChallaBelum ada peringkat
- CEeNews2 04 PDFDokumen6 halamanCEeNews2 04 PDFJohn AnthoniBelum ada peringkat
- NGL Fractionation Train Hysys Sim ReportDokumen6 halamanNGL Fractionation Train Hysys Sim ReportOsas Uwoghiren100% (1)
- Auto Thermal Reactor Process for Methanol ProductionDokumen6 halamanAuto Thermal Reactor Process for Methanol ProductionAtif MehfoozBelum ada peringkat
- Furnace Heater DesignDokumen7 halamanFurnace Heater DesignAaAaA_88Belum ada peringkat
- Extending Mole Sieve Life by Preventing Liquid FormationDokumen8 halamanExtending Mole Sieve Life by Preventing Liquid Formationnitoxxx666Belum ada peringkat
- OPTIMIZING CDU PREHEATDokumen8 halamanOPTIMIZING CDU PREHEATSrihari KodimelaBelum ada peringkat
- Amine Sweetening With DEADokumen14 halamanAmine Sweetening With DEARoza SavitriBelum ada peringkat
- Batch DistillationDokumen20 halamanBatch Distillationcgjp120391Belum ada peringkat
- Condensate Receiving Unit 1Dokumen51 halamanCondensate Receiving Unit 1Vraja KisoriBelum ada peringkat
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentDokumen20 halamanDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaBelum ada peringkat
- Heat Requirement CalculationsDokumen5 halamanHeat Requirement CalculationsTrishul Nath PallayBelum ada peringkat
- Hydrotreating - UOP - A Honeywell CompanyDokumen59 halamanHydrotreating - UOP - A Honeywell CompanySamBelum ada peringkat
- CH 4 - How Trays Work - DumpingDokumen10 halamanCH 4 - How Trays Work - DumpingGissmo100% (1)
- Autothermal Reforming ProcessDokumen9 halamanAutothermal Reforming ProcessOliver Everett EspinoBelum ada peringkat
- Vertical Thermosyphon Re Boilers. Maximum Heat Flux and Separation EfficiencyDokumen9 halamanVertical Thermosyphon Re Boilers. Maximum Heat Flux and Separation EfficiencyPuskar GuptaBelum ada peringkat
- Design of Dieselmax UnitDokumen168 halamanDesign of Dieselmax Unitengr_aqeel0% (1)
- Eliminating inert entry for safe catalyst changeoutsDokumen2 halamanEliminating inert entry for safe catalyst changeoutsAndri SaputraBelum ada peringkat
- Simulation Optimization of Propylene-Propane SplitterDokumen4 halamanSimulation Optimization of Propylene-Propane SplitterAnonymous UY9QffBelum ada peringkat
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDokumen14 halamanThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SBelum ada peringkat
- 04454H45-14-DB-0001 Rev0Dokumen9 halaman04454H45-14-DB-0001 Rev0garciahoBelum ada peringkat
- Dynamic simulation and control of sour water stripping process for effective pressure managementDokumen11 halamanDynamic simulation and control of sour water stripping process for effective pressure managementjavilapiedraBelum ada peringkat
- What Caused Tower Malfunctions in The Last 50 Years-Henry KisterDokumen22 halamanWhat Caused Tower Malfunctions in The Last 50 Years-Henry KisterrakeshBelum ada peringkat
- BLOWDOWN AND VENT STUDYDokumen238 halamanBLOWDOWN AND VENT STUDYUmair A. KhanBelum ada peringkat
- Aspen Plus Gettingstarted ElectrolytesDokumen63 halamanAspen Plus Gettingstarted ElectrolytessamrickyBelum ada peringkat
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDari EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationBelum ada peringkat
- Natural Gas Processing from Midstream to DownstreamDari EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirBelum ada peringkat
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDari EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentBelum ada peringkat
- Energy and Process Optimization for the Process IndustriesDari EverandEnergy and Process Optimization for the Process IndustriesBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- What Is P & I InsuranceDokumen5 halamanWhat Is P & I Insurancen73686861Belum ada peringkat
- Palm Oil Crystallisation: A ReviewDokumen11 halamanPalm Oil Crystallisation: A Reviewn73686861Belum ada peringkat
- Business Interruption CoverDokumen4 halamanBusiness Interruption Covern73686861Belum ada peringkat
- Electrolysis Process Explained in 40 CharactersDokumen5 halamanElectrolysis Process Explained in 40 Charactersn73686861Belum ada peringkat
- Electrical Single Line Diagram GuidanceDokumen3 halamanElectrical Single Line Diagram Guidancen73686861Belum ada peringkat
- Base Load PowerDokumen5 halamanBase Load PowerashawishBelum ada peringkat
- How Gas Turbine Power Plants WorkDokumen15 halamanHow Gas Turbine Power Plants Workn73686861Belum ada peringkat
- Block MapDokumen1 halamanBlock Mapn73686861Belum ada peringkat
- Fluidized Bed Jet MillDokumen5 halamanFluidized Bed Jet Milln73686861Belum ada peringkat
- Multiply To Give Add To Give 2 and - 3 - 2 and 3 6 and - 1 - 6 and 1Dokumen1 halamanMultiply To Give Add To Give 2 and - 3 - 2 and 3 6 and - 1 - 6 and 1n73686861Belum ada peringkat
- Circumstantial Evidence - LawDokumen3 halamanCircumstantial Evidence - Lawn73686861Belum ada peringkat
- Injection Molding Machine - BasicsDokumen12 halamanInjection Molding Machine - Basicsn73686861Belum ada peringkat
- 4.SIL Studies ExternalDokumen12 halaman4.SIL Studies ExternalHarivanan ShanmugamBelum ada peringkat
- Ebs CSDSDokumen10 halamanEbs CSDSn73686861Belum ada peringkat
- Flash Point DefinedDokumen2 halamanFlash Point Definedn73686861Belum ada peringkat
- A Watertube BoilerDokumen2 halamanA Watertube Boilern73686861Belum ada peringkat
- Palm OilDokumen239 halamanPalm Oiln73686861Belum ada peringkat
- Electrical Single Line Diagram GuidanceDokumen3 halamanElectrical Single Line Diagram Guidancen73686861Belum ada peringkat
- DEPRECIATIONDokumen5 halamanDEPRECIATIONn73686861Belum ada peringkat
- CSMDokumen1 halamanCSMn73686861Belum ada peringkat
- Libr CorrDokumen15 halamanLibr CorrNizamMirBelum ada peringkat
- Fire Eng BM JacketsDokumen38 halamanFire Eng BM JacketsJay SosaBelum ada peringkat
- Introduction To Well Integrity - 04 December 2012Dokumen154 halamanIntroduction To Well Integrity - 04 December 2012n73686861Belum ada peringkat
- Work of Insurance Loss AdjustersDokumen5 halamanWork of Insurance Loss Adjustersn73686861Belum ada peringkat
- BleveDokumen1 halamanBleven73686861Belum ada peringkat
- BleveDokumen1 halamanBleven73686861Belum ada peringkat
- Rbi RBMDokumen12 halamanRbi RBMn73686861Belum ada peringkat
- BleveDokumen1 halamanBleven73686861Belum ada peringkat
- EUR/JPY Daily Rates March-April 2022Dokumen1 halamanEUR/JPY Daily Rates March-April 2022n73686861Belum ada peringkat
- Repair Parts List 417.94702300: - Product Type - Part Number - Model Number - Part DescriptionDokumen16 halamanRepair Parts List 417.94702300: - Product Type - Part Number - Model Number - Part DescriptionRiks GarcesBelum ada peringkat
- Centrometal Touch TechnicalDokumen58 halamanCentrometal Touch TechnicalLuka BardicBelum ada peringkat
- TV SERVICE MANUAL GUIDEDokumen49 halamanTV SERVICE MANUAL GUIDEXNicolasx XGomezxBelum ada peringkat
- Stainless Steel For Potable Water Treatment Plants PWTP Guidelines PDFDokumen8 halamanStainless Steel For Potable Water Treatment Plants PWTP Guidelines PDFAsgard SanchezBelum ada peringkat
- Volant HydroFORM Centralizer Case Study - Steerable Drilling LinersDokumen1 halamanVolant HydroFORM Centralizer Case Study - Steerable Drilling LinersSudish BhatBelum ada peringkat
- BVH2021 GBDokumen32 halamanBVH2021 GBsamer salamehBelum ada peringkat
- Strengthening Mechanisms PDFDokumen11 halamanStrengthening Mechanisms PDFSelva BabuBelum ada peringkat
- Msds CuDokumen5 halamanMsds CuAssyakurBelum ada peringkat
- What is a Foam Pig and how is it usedDokumen4 halamanWhat is a Foam Pig and how is it usedyogacruiseBelum ada peringkat
- Sample Cost EstimationDokumen2.408 halamanSample Cost Estimationarif khanBelum ada peringkat
- Mounting AccessoriesDokumen18 halamanMounting AccessoriesJack BaeBelum ada peringkat
- Ultrasound probe repair techniques and trainingDokumen4 halamanUltrasound probe repair techniques and trainingdhirajkumar_1Belum ada peringkat
- Cálculo Consumo de Agua EstacionariasDokumen2 halamanCálculo Consumo de Agua Estacionariasgabo_2612Belum ada peringkat
- HS-800 2C Technical Data SheetDokumen3 halamanHS-800 2C Technical Data SheetĐạt LêBelum ada peringkat
- Crazy Taxi Naomi ManualDokumen87 halamanCrazy Taxi Naomi ManualbrtnomBelum ada peringkat
- Multistage CentrifugalDokumen8 halamanMultistage CentrifugalsaniBelum ada peringkat
- Sec06 - GroundingDokumen6 halamanSec06 - GroundingYusufBelum ada peringkat
- 3501Dokumen15 halaman3501Norisk NanungBelum ada peringkat
- Sur - Erection BOQ - Electr Equipm - RevADokumen11 halamanSur - Erection BOQ - Electr Equipm - RevAshaikhsajid242100% (1)
- 30XA Air-Cooled Liquid Chillers Installation GuideDokumen52 halaman30XA Air-Cooled Liquid Chillers Installation Guidecmlad1Belum ada peringkat
- 1st Summative 1st QuarterDokumen3 halaman1st Summative 1st QuarterGuia Marie Diaz BriginoBelum ada peringkat
- ASTM A53 Grade B PDFDokumen1 halamanASTM A53 Grade B PDFNugrawan SatriaBelum ada peringkat
- Residential Building ReportDokumen25 halamanResidential Building ReportKhaleel skmBelum ada peringkat
- Load Rejection Test (LRT) and Reliability Running Test (RRT) - My Little WorldDokumen3 halamanLoad Rejection Test (LRT) and Reliability Running Test (RRT) - My Little WorldLudka BelicovaBelum ada peringkat
- Overview of Applications of Biomass Fast Pyrolysis Oil: S. Czernik and A. V. BridgwaterDokumen9 halamanOverview of Applications of Biomass Fast Pyrolysis Oil: S. Czernik and A. V. BridgwateryemresimsekBelum ada peringkat
- Thermal Properties of Jute Fiber Reinforced Chemically Functionalized High Density Polyethylene (JF/CF-HDPE) Composites Developed by Palsule ProcessDokumen12 halamanThermal Properties of Jute Fiber Reinforced Chemically Functionalized High Density Polyethylene (JF/CF-HDPE) Composites Developed by Palsule ProcessManju ANBelum ada peringkat
- Sample SowDokumen41 halamanSample Sowamir11601Belum ada peringkat
- Glamox Lamparas Mariteam - CatalogDokumen87 halamanGlamox Lamparas Mariteam - CatalogFarihna JoseBelum ada peringkat
- ASTTM D 4435 - Rock Nail TestDokumen5 halamanASTTM D 4435 - Rock Nail TestmetropodikasBelum ada peringkat
- 3.0. CementDokumen10 halaman3.0. CementJohn luckyBelum ada peringkat