Anda mungkin juga menyukai
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- PQR 014 (Qualified Sa 106 GR BDokumen5 halamanPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen33 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- API Tube Thickness Calculation1Dokumen5 halamanAPI Tube Thickness Calculation1pandiangvBelum ada peringkat
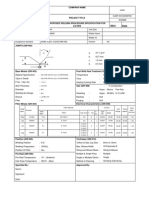
- Pt. Bahana Karya Mandiri: Data SheetDokumen8 halamanPt. Bahana Karya Mandiri: Data SheetBowo Edhi WibowoBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- Above Ground Piping Wall Thickness CalculationsDokumen7 halamanAbove Ground Piping Wall Thickness Calculationslutfi awn100% (1)
- Reaction Tank Design For WWTPDokumen9 halamanReaction Tank Design For WWTPDavid LambertBelum ada peringkat
- Data Sheet Fuel Gas Filter Rev 0Dokumen22 halamanData Sheet Fuel Gas Filter Rev 0Bowo Edhi WibowoBelum ada peringkat
- Datasheet Phe OnwjDokumen1 halamanDatasheet Phe OnwjMamank Ira Sudrajat100% (1)
- DC S3-1301 REV.0 OriginalDokumen93 halamanDC S3-1301 REV.0 OriginalPeja JusohBelum ada peringkat
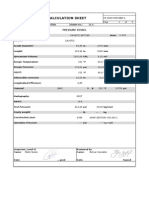
- Calculation Sheet: Pressure VesselDokumen8 halamanCalculation Sheet: Pressure Vesselbgonzalez1981Belum ada peringkat
- Nozzle Calculation - Primary Reformer Stack-R0Dokumen22 halamanNozzle Calculation - Primary Reformer Stack-R0Aditya Jain100% (1)
- Ibr CalculationsDokumen9 halamanIbr Calculationsaroonchelikani67% (3)
- Vessel Design CalculationDokumen54 halamanVessel Design CalculationPohn Myint Han50% (2)
- Ip060-45!20!02 Orifice Plate Assembly (Buyer's Scope)Dokumen5 halamanIp060-45!20!02 Orifice Plate Assembly (Buyer's Scope)Rahul DevaBelum ada peringkat
- Internal CoilDokumen2 halamanInternal CoilwhngomjBelum ada peringkat
- NCR - SampleDokumen7 halamanNCR - SamplecamycaxBelum ada peringkat
- Nozzle Calculation - Auxiliary Boiler Stack-R0Dokumen13 halamanNozzle Calculation - Auxiliary Boiler Stack-R0Aditya JainBelum ada peringkat
- Appendix 2) : Optional Type Flange (Fig. 2-4 (8) )Dokumen18 halamanAppendix 2) : Optional Type Flange (Fig. 2-4 (8) )hardik5818Belum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- PV Elite 2013 SP3 Licensee: ISGEC TubeSheet CalcDokumen8 halamanPV Elite 2013 SP3 Licensee: ISGEC TubeSheet CalcMayank MittalBelum ada peringkat
- B 84567 SB Mm2 DSR ST 60 0020 - 1 - Aoc - GTG Fuel Gas Filter CoalescerDokumen11 halamanB 84567 SB Mm2 DSR ST 60 0020 - 1 - Aoc - GTG Fuel Gas Filter CoalescerpragatheeskBelum ada peringkat
- STV SW Project Level Gauge DatasheetDokumen4 halamanSTV SW Project Level Gauge Datasheetnguyenquoc1988Belum ada peringkat
- Secondary superheater stress calculation documentDokumen45 halamanSecondary superheater stress calculation documentbrintopvBelum ada peringkat
- LCP709 TK 003Dokumen41 halamanLCP709 TK 003hgag selimBelum ada peringkat
- WPS FormatDokumen1 halamanWPS FormatAbdullah AnsariBelum ada peringkat
- Informe Inspección V324 REV1Dokumen9 halamanInforme Inspección V324 REV1bgonzalez1981Belum ada peringkat
- Pressure Vessel Inspection ReportDokumen34 halamanPressure Vessel Inspection ReportJinlong SuBelum ada peringkat
- ASME VIII-1 Calculations for Sample Pressure VesselDokumen21 halamanASME VIII-1 Calculations for Sample Pressure VesselTrishul Nath Pallay100% (1)
- All-in-One Manual of Industrial Piping Practice and MaintenanceDari EverandAll-in-One Manual of Industrial Piping Practice and MaintenancePenilaian: 5 dari 5 bintang5/5 (1)
- 3 Human Resource ManagementDokumen10 halaman3 Human Resource ManagementRonaldBelum ada peringkat
- Erasmo WongDokumen3 halamanErasmo WongGabriel GutierrezBelum ada peringkat
- Earth / Ground Test (Version 1) : Za'immul Na'imDokumen4 halamanEarth / Ground Test (Version 1) : Za'immul Na'imMd Rodi BidinBelum ada peringkat
- Difference Between Offer and Invitation To TreatDokumen5 halamanDifference Between Offer and Invitation To TreatBrian Okuku Owinoh100% (2)
- 21 B 53679 Cdae 251 D 88 AeDokumen2 halaman21 B 53679 Cdae 251 D 88 Aeapi-439429931Belum ada peringkat
- 2021.10.06 Boq Facade Civil Works at b10 - 20211129Dokumen24 halaman2021.10.06 Boq Facade Civil Works at b10 - 20211129Irul HimawanBelum ada peringkat
- Ashish Dixit ResumeDokumen2 halamanAshish Dixit Resume9463455354Belum ada peringkat
- Leader in Water Purification Systems RougingDokumen16 halamanLeader in Water Purification Systems RougingtomcanBelum ada peringkat
- Respharma Company BrochureDokumen7 halamanRespharma Company BrochureHiteshi Parekh100% (1)
- Occurrence of Black Soldier Fly HermetiaDokumen2 halamanOccurrence of Black Soldier Fly HermetiaMarcelo Geraldo TeixeiraBelum ada peringkat
- Quickspecs: HP Proliant Dl980 Generation 7 (G7)Dokumen46 halamanQuickspecs: HP Proliant Dl980 Generation 7 (G7)nadiaBelum ada peringkat
- University of BelizeDokumen6 halamanUniversity of BelizeMartin and JennyBelum ada peringkat
- Manual D00125190 1 PDFDokumen114 halamanManual D00125190 1 PDFnimish_845588906Belum ada peringkat
- Disaster Risk Reduction and LivelihoodsDokumen178 halamanDisaster Risk Reduction and LivelihoodsFeinstein International Center100% (1)
- Forces and Motion Chapter ExplainedDokumen11 halamanForces and Motion Chapter ExplainedMaridjan WiwahaBelum ada peringkat
- IAS Physics SB1 Practs CP1 Student SheetDokumen3 halamanIAS Physics SB1 Practs CP1 Student Sheethussain azizBelum ada peringkat
- Torts - Damages by UribeDokumen4 halamanTorts - Damages by UribeJolas BrutasBelum ada peringkat
- Mipspro™ Assembly Language Programmer'S Guide: Document Number 007-2418-001Dokumen129 halamanMipspro™ Assembly Language Programmer'S Guide: Document Number 007-2418-001mr_silencioBelum ada peringkat
- Tybms Sem 5 CCPRDokumen45 halamanTybms Sem 5 CCPROswin DsouzaBelum ada peringkat
- Eaton: Medium Duty Piston PumpDokumen25 halamanEaton: Medium Duty Piston PumprazvanBelum ada peringkat
- 131b0314 - Im Danffos VLT ManualDokumen108 halaman131b0314 - Im Danffos VLT ManualMery Helen Barraza DelgadoBelum ada peringkat
- Berklee Blues Progression in SongwritingDokumen4 halamanBerklee Blues Progression in SongwritingTC Ahmet Ayhan Altunoğlu100% (1)
- Mid-Term Test RemedialDokumen2 halamanMid-Term Test RemedialgaliihputrobachtiarzenBelum ada peringkat
- Manual LubDokumen25 halamanManual LubMota Guine InformaçõesBelum ada peringkat
- Geo 2230 MJ 02Dokumen8 halamanGeo 2230 MJ 02Jason 402Belum ada peringkat
- Book Shop Automation SystemDokumen36 halamanBook Shop Automation SystemThe Tech ExpertBelum ada peringkat
- Data Sheet Sylomer SR 28 ENDokumen4 halamanData Sheet Sylomer SR 28 ENlpczyfansBelum ada peringkat
- Inflammability and Health Risks of Lubricant Oil 5W30 SNDokumen9 halamanInflammability and Health Risks of Lubricant Oil 5W30 SNPerformance Lubricants, C.A.Belum ada peringkat
- Lec4 WWW Cs Sjtu Edu CNDokumen134 halamanLec4 WWW Cs Sjtu Edu CNAUSTIN ALTONBelum ada peringkat
- Appraising and Managing PerformanceDokumen20 halamanAppraising and Managing PerformanceAnushkar ChauhanBelum ada peringkat