Anda mungkin juga menyukai
- Cash Voucher SampleDokumen8 halamanCash Voucher Samplejoshua_tan_31Belum ada peringkat
- Lesson 2Dokumen3 halamanLesson 2joshua_tan_31Belum ada peringkat
- Name Location W/J Group Informed 1 Primary School 2Dokumen2 halamanName Location W/J Group Informed 1 Primary School 2joshua_tan_31Belum ada peringkat
- Studio Proposal - SampleDokumen2 halamanStudio Proposal - Samplejoshua_tan_31Belum ada peringkat
- Rythmn ExplanationDokumen1 halamanRythmn Explanationjoshua_tan_31Belum ada peringkat
- Beginner Lesson OutlineDokumen1 halamanBeginner Lesson Outlinejoshua_tan_31Belum ada peringkat
- Grip ExercisesDokumen2 halamanGrip ExercisesmlisdoneBelum ada peringkat
- QX61 Quickstart Guide: 40-characterDokumen36 halamanQX61 Quickstart Guide: 40-characterFrank JuniorBelum ada peringkat
- Z UltraDokumen1 halamanZ Ultrajoshua_tan_31Belum ada peringkat
- Lesson 2 Tuning The GuitarDokumen1 halamanLesson 2 Tuning The Guitarjoshua_tan_31Belum ada peringkat
- Desb Shuc Mpo - Shell Pcs Route: To Piasau Jaya ShellDokumen3 halamanDesb Shuc Mpo - Shell Pcs Route: To Piasau Jaya Shelljoshua_tan_31Belum ada peringkat
- Oil and Gas Production Handbook Ed3x0 - Web - Part11Dokumen2 halamanOil and Gas Production Handbook Ed3x0 - Web - Part11joshua_tan_31Belum ada peringkat
- 2015 Calendar With School HolidayDokumen2 halaman2015 Calendar With School Holidayjoshua_tan_31Belum ada peringkat
- ControversyDokumen1 halamanControversyjoshua_tan_31Belum ada peringkat
- Definite Article - The (Determiners)Dokumen2 halamanDefinite Article - The (Determiners)joshua_tan_31Belum ada peringkat
- Specs: Model Name: Affinity Series™ Stratocaster® HSS, Rosewood Fingerboard, BlackDokumen4 halamanSpecs: Model Name: Affinity Series™ Stratocaster® HSS, Rosewood Fingerboard, Blackjoshua_tan_31Belum ada peringkat
- Indefinite Articles - A and An (Determiners)Dokumen1 halamanIndefinite Articles - A and An (Determiners)joshua_tan_31Belum ada peringkat
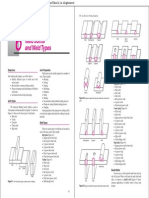
- Weld Joints and Weld Types - Part2Dokumen1 halamanWeld Joints and Weld Types - Part2joshua_tan_31Belum ada peringkat
- Weld Joints and Weld Types - Part1Dokumen1 halamanWeld Joints and Weld Types - Part1joshua_tan_31Belum ada peringkat
- TimesrvrDokumen1 halamanTimesrvraruinterBelum ada peringkat
- DownloadedContentWatched 2012Dokumen1 halamanDownloadedContentWatched 2012amandalylymsn_540896Belum ada peringkat
- Facilities and ProcessesDokumen1 halamanFacilities and Processesjoshua_tan_31Belum ada peringkat
- ExplorationDokumen1 halamanExplorationjoshua_tan_31Belum ada peringkat
- O and G OverviewDokumen1 halamanO and G Overviewjoshua_tan_31Belum ada peringkat
- Weld-Consumable-Calculator Butt & Fillet WeldDokumen7 halamanWeld-Consumable-Calculator Butt & Fillet WeldKentDemeterioBelum ada peringkat
- Quiz For Weeks 5 and 6Dokumen8 halamanQuiz For Weeks 5 and 6joshua_tan_310% (1)
- 001058Dokumen65 halaman001058ponutyokeBelum ada peringkat
- Quiz For Weeks 3 and 4Dokumen8 halamanQuiz For Weeks 3 and 4joshua_tan_31Belum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- TECHNOLOGICAL INSTITUTE OF THE PHILIPPINES PRE BOARD EXAM DAY 3Dokumen12 halamanTECHNOLOGICAL INSTITUTE OF THE PHILIPPINES PRE BOARD EXAM DAY 3ZZROTBelum ada peringkat
- Chineseburned AWADokumen7 halamanChineseburned AWAsureshk143100% (1)
- Financial Accounting - ATD IIDokumen8 halamanFinancial Accounting - ATD IIlavina atienoBelum ada peringkat
- Company Law SujithDokumen8 halamanCompany Law SujithArshdeep SinghBelum ada peringkat
- EUA 105 Pfizer Paxlovid FS For HCPs 05242023 - 0Dokumen41 halamanEUA 105 Pfizer Paxlovid FS For HCPs 05242023 - 0bachillerataBelum ada peringkat
- Malaysia Technical Programme ScreenDokumen36 halamanMalaysia Technical Programme ScreenMohd Zainee ZainalBelum ada peringkat
- Design and Implementation of A Computerized Library Offense Documentation SystemDokumen8 halamanDesign and Implementation of A Computerized Library Offense Documentation Systemofficial adeBelum ada peringkat
- Winpepi Sample SizeDokumen2 halamanWinpepi Sample SizeHammad RasheedBelum ada peringkat
- Wattyl Killrust Brochure 2Dokumen6 halamanWattyl Killrust Brochure 2Tech 84Belum ada peringkat
- (Ye-Tm) Thread Mills PDFDokumen12 halaman(Ye-Tm) Thread Mills PDFdavidBelum ada peringkat
- How to Clear a TableDokumen20 halamanHow to Clear a TableRochell CapellanBelum ada peringkat
- Dashboard - Harare PolytechnicDokumen4 halamanDashboard - Harare PolytechnicTeewyz MarBelum ada peringkat
- LM - Top Voicemail HacksDokumen5 halamanLM - Top Voicemail HacksMaksi UnairBelum ada peringkat
- Tikaria Expansion Project, ACC Daily Checklist For SlipformDokumen2 halamanTikaria Expansion Project, ACC Daily Checklist For SlipformRaju100% (1)
- Commercial Dispatch Eedition 7-10-19Dokumen16 halamanCommercial Dispatch Eedition 7-10-19The DispatchBelum ada peringkat
- Election Laws (Nachura, de Leon, Bernas, Valencia) (2022)Dokumen101 halamanElection Laws (Nachura, de Leon, Bernas, Valencia) (2022)Aimee VenterosoBelum ada peringkat
- Questions from 1- 20 carry 2 marks eachDokumen10 halamanQuestions from 1- 20 carry 2 marks eachJoramsugBelum ada peringkat
- Importance of TransportationDokumen24 halamanImportance of TransportationGiven Dave LayosBelum ada peringkat
- Isye 6669 HW 2: 1 2 3 3 I 1 I 2 I 1 4 J 2 Ij I 3 T 1 X T! 1 K 1 2 K 1 3 I 1 I J 1 I+J 4 N 2 N+2 M N N MDokumen2 halamanIsye 6669 HW 2: 1 2 3 3 I 1 I 2 I 1 4 J 2 Ij I 3 T 1 X T! 1 K 1 2 K 1 3 I 1 I J 1 I+J 4 N 2 N+2 M N N MMalik KhaledBelum ada peringkat
- Selective photocatalytic recovery of platinum, rhodium and palladiumDokumen8 halamanSelective photocatalytic recovery of platinum, rhodium and palladiumSarangBelum ada peringkat
- Retail Design: Prepared by Dilbar IqbalDokumen16 halamanRetail Design: Prepared by Dilbar IqbalDILBAR SHAKIRBelum ada peringkat
- ITR62 Form 15 CADokumen5 halamanITR62 Form 15 CAMohit47Belum ada peringkat
- Introduction To GSMDokumen3 halamanIntroduction To GSMYasir LiaqatBelum ada peringkat
- Computer Controlled Heat Transfer Series SCADA PIDDokumen30 halamanComputer Controlled Heat Transfer Series SCADA PIDAli HadiBelum ada peringkat
- Romac Flanged Couplings for Water and Sewer PipesDokumen3 halamanRomac Flanged Couplings for Water and Sewer PipesAl JameelBelum ada peringkat
- Gemstone MineralsDokumen8 halamanGemstone MineralsRina Shane PascuaBelum ada peringkat
- Dow Corning Success in ChinaDokumen24 halamanDow Corning Success in ChinaAnonymous lSeU8v2vQJ100% (1)
- The Risk Management of Medical Device-Related Pressure Ulcers Based On The Australian/ New Zealand StandardDokumen11 halamanThe Risk Management of Medical Device-Related Pressure Ulcers Based On The Australian/ New Zealand StandardJugurtha BoutlikhetBelum ada peringkat
- NL Back Pressure Valve Brochure 032613Dokumen9 halamanNL Back Pressure Valve Brochure 032613EquilibarBelum ada peringkat
- Practice SetclozetestDokumen48 halamanPractice SetclozetestLia TouskaBelum ada peringkat