Anda mungkin juga menyukai
- Spacing Welded NozzlesDokumen3 halamanSpacing Welded Nozzlesremi1988Belum ada peringkat
- Chem 4 - APIC 2014 - Nexant Acrylic Acid - FinalDokumen27 halamanChem 4 - APIC 2014 - Nexant Acrylic Acid - Finalstavros7Belum ada peringkat
- Chem 4 - APIC 2014 - Nexant Acrylic Acid - FinalDokumen27 halamanChem 4 - APIC 2014 - Nexant Acrylic Acid - Finalstavros7Belum ada peringkat
- B LineDokumen29 halamanB Linehesham3bbasBelum ada peringkat
- (2013) US20130231504 Method For Producing Bioresourced Propionic Acid From GlycerolDokumen11 halaman(2013) US20130231504 Method For Producing Bioresourced Propionic Acid From Glycerolremi1988Belum ada peringkat
- Bio-Jet Fuels - A Step Towards Green AviationDokumen14 halamanBio-Jet Fuels - A Step Towards Green Aviationremi1988Belum ada peringkat
- BASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, ChinaDokumen3 halamanBASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, Chinaremi1988Belum ada peringkat
- Acrylic DDokumen1 halamanAcrylic Dremi1988Belum ada peringkat
- BASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, ChinaDokumen3 halamanBASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, Chinaremi1988Belum ada peringkat
- Global Market Report of Acrylic Acid: AbstractsDokumen5 halamanGlobal Market Report of Acrylic Acid: Abstractsremi1988Belum ada peringkat
- Flow Chart NewDokumen2 halamanFlow Chart Newremi1988Belum ada peringkat
- Kopia Usa Parts Price List 2006a (P)Dokumen158 halamanKopia Usa Parts Price List 2006a (P)remi1988Belum ada peringkat
- Flow Chart NewDokumen2 halamanFlow Chart Newremi1988Belum ada peringkat
- Sizing of Pressure Relief ValveDokumen9 halamanSizing of Pressure Relief Valvekenoly123100% (3)
- Lecture 7Dokumen8 halamanLecture 7remi1988Belum ada peringkat
- (2011) US6172258 Process For The Production and Purification of N-Butyl AcrylateDokumen6 halaman(2011) US6172258 Process For The Production and Purification of N-Butyl Acrylateremi1988Belum ada peringkat
- Modelling, Estimation and Optimization of Methanol Synthesis With Catalyst Desactivation PDFDokumen75 halamanModelling, Estimation and Optimization of Methanol Synthesis With Catalyst Desactivation PDFAlexandra Camacho TorricoBelum ada peringkat
- Steel+Construction+Manual+Design+Examples,+V14 0+part+4+of+4Dokumen230 halamanSteel+Construction+Manual+Design+Examples,+V14 0+part+4+of+4remi1988100% (9)
- 18R 97Dokumen16 halaman18R 97Manoj Singh100% (4)
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDokumen6 halaman(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988Belum ada peringkat
- (2013) US20130324758 Process For Manufacturing Acrolein-Acrylic AcidDokumen13 halaman(2013) US20130324758 Process For Manufacturing Acrolein-Acrylic Acidremi1988Belum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0163259 A1Dokumen10 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0163259 A1remi1988Belum ada peringkat
- (2005) US6956130 Process For The Manufacture of 2-Ethylhexyl AcrylateDokumen4 halaman(2005) US6956130 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988Belum ada peringkat
- (2011) US6172258 Process For The Production and Purification of N-Butyl AcrylateDokumen6 halaman(2011) US6172258 Process For The Production and Purification of N-Butyl Acrylateremi1988Belum ada peringkat
- (1977) US4012439 Continuous Production of N-Butylacrylate Free From DibutyletherDokumen6 halaman(1977) US4012439 Continuous Production of N-Butylacrylate Free From Dibutyletherremi1988Belum ada peringkat
- (2013) US20130284586 Dividing Wall Column For Preparing High-Purity 2 Ethylhexyl-AcrylateDokumen11 halaman(2013) US20130284586 Dividing Wall Column For Preparing High-Purity 2 Ethylhexyl-Acrylateremi1988Belum ada peringkat
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDokumen6 halaman(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988Belum ada peringkat
- (2004) US20040192957 Method of Recovering 2-Ethylhexyl Alcohol From A Mixture Comprising 2-Ethylhexyl AcrylateDokumen7 halaman(2004) US20040192957 Method of Recovering 2-Ethylhexyl Alcohol From A Mixture Comprising 2-Ethylhexyl Acrylateremi1988Belum ada peringkat
- (1981) US4280009 Continuous Production of 2-Ethyl-Hexyl Acrylate Free From DioctyletherDokumen5 halaman(1981) US4280009 Continuous Production of 2-Ethyl-Hexyl Acrylate Free From Dioctyletherremi1988Belum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- DistillationDokumen8 halamanDistillationsahil khandelwalBelum ada peringkat
- ExperimentaltechniquesDokumen52 halamanExperimentaltechniquesDivya Rao100% (1)
- Final CPTDokumen19 halamanFinal CPTAgha SufyanBelum ada peringkat
- Analisis Farmasi Dasar - 1 REVDokumen126 halamanAnalisis Farmasi Dasar - 1 REVBadzlinaKhairunizzahra100% (1)
- Phase EquilibriaDokumen21 halamanPhase EquilibriasuperchellyBelum ada peringkat
- What Is Fractional DistillationDokumen4 halamanWhat Is Fractional DistillationShubham WarseBelum ada peringkat
- Chemistry O Level Revision Notes Series PDFDokumen17 halamanChemistry O Level Revision Notes Series PDFhamna33% (3)
- Chemistry SeparationDokumen12 halamanChemistry SeparationKashifntcBelum ada peringkat
- CHM271 - Chapter 6 - Phase EquilibriumDokumen93 halamanCHM271 - Chapter 6 - Phase Equilibriumhidayahtul adhaBelum ada peringkat
- Simple Distillation: Raoult's LawDokumen2 halamanSimple Distillation: Raoult's LawGarcia RaphBelum ada peringkat
- New Jss2 3rd Term E-Learning Notes Revised 2017Dokumen14 halamanNew Jss2 3rd Term E-Learning Notes Revised 2017EMMA EMOLEBelum ada peringkat
- Fractional Distillation Is The Separation of A Mixture Into Its Component PartsDokumen4 halamanFractional Distillation Is The Separation of A Mixture Into Its Component PartsMariana MarchenaBelum ada peringkat
- Fractional Distillation LabDokumen7 halamanFractional Distillation LabOmar AlasBelum ada peringkat
- Distillation Lab ReportDokumen4 halamanDistillation Lab ReportLevison KasengaBelum ada peringkat
- Powerpoint Slides - Separation TechniquesDokumen66 halamanPowerpoint Slides - Separation Techniquesapi-30590932560% (5)
- Laboratory Fractional Distillation CompressDokumen269 halamanLaboratory Fractional Distillation CompressDuvan CastañedaBelum ada peringkat
- Chemistry Viva-Voce PDFDokumen11 halamanChemistry Viva-Voce PDFAshish ShendeBelum ada peringkat
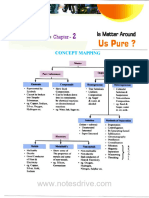
- 9 Chemistry - Is Matter Around Us Pure - Notes & Video LinkDokumen8 halaman9 Chemistry - Is Matter Around Us Pure - Notes & Video LinkYash TripathiBelum ada peringkat
- Grade 6 Lesson 4Dokumen21 halamanGrade 6 Lesson 4Feljan Robert OriendoBelum ada peringkat
- Unit 3 Fuels and CombustionDokumen86 halamanUnit 3 Fuels and CombustionKavin LartiusBelum ada peringkat
- Volume V PDFDokumen575 halamanVolume V PDFVikash KumarBelum ada peringkat
- Fractional Distillation of Crude OilDokumen6 halamanFractional Distillation of Crude OilDavid Ngo83% (6)
- Chemistry 10 To 12 Notes 2nd EdDokumen321 halamanChemistry 10 To 12 Notes 2nd EdXavierBelum ada peringkat
- Colloids Are Mixtures Whose Particles Are Larger Than The Size of ADokumen2 halamanColloids Are Mixtures Whose Particles Are Larger Than The Size of AKyla Angela GarciaBelum ada peringkat
- Fractional DistillationDokumen3 halamanFractional DistillationMohammad W. MshirBelum ada peringkat
- Fractional Distillation of Crude Oil - Fractional Distillation - GCSE Chemistry (Single Science) Revision - Other - BBC BitesizeDokumen1 halamanFractional Distillation of Crude Oil - Fractional Distillation - GCSE Chemistry (Single Science) Revision - Other - BBC BitesizeKishan PrassannaBelum ada peringkat
- Pe Practice MCQDokumen12 halamanPe Practice MCQRushikesh KachareBelum ada peringkat
- Fractional DistillationDokumen17 halamanFractional DistillationSubash KumarBelum ada peringkat
- Chapter 2 Is Matter Around Us Pure NotesDokumen16 halamanChapter 2 Is Matter Around Us Pure NotesManjusha MathewBelum ada peringkat
- IGCSE Double Award Extended Coordinated Science: Chemistry 2 - Experimental TechniquesDokumen4 halamanIGCSE Double Award Extended Coordinated Science: Chemistry 2 - Experimental TechniquesFabian Obame0% (1)