Anda mungkin juga menyukai
- Si - f13 - ch33 (Physical Properties of Materials)Dokumen4 halamanSi - f13 - ch33 (Physical Properties of Materials)Delian KurniawanBelum ada peringkat
- April 2014Dokumen86 halamanApril 2014Delian KurniawanBelum ada peringkat
- Improving Gear Box DurabilityDokumen12 halamanImproving Gear Box DurabilityDelian KurniawanBelum ada peringkat
- 8050T108Dokumen3 halaman8050T108Delian KurniawanBelum ada peringkat
- 8050T108Dokumen3 halaman8050T108Delian KurniawanBelum ada peringkat
- GFV 24-07eDokumen3 halamanGFV 24-07eDelian KurniawanBelum ada peringkat
- 1 s2.0 S1359431111006727 MainDokumen6 halaman1 s2.0 S1359431111006727 MainDelian KurniawanBelum ada peringkat
- 2013 Crude OilDokumen4 halaman2013 Crude OilDelian Kurniawan100% (1)
- TCs TGs TRGsDokumen1 halamanTCs TGs TRGsDelian KurniawanBelum ada peringkat
- Relative HumidityDokumen7 halamanRelative HumidityDelian KurniawanBelum ada peringkat
- CV 1Dokumen3 halamanCV 1Jeremy GabrielBelum ada peringkat
- l298 Board PDFDokumen8 halamanl298 Board PDFDelian KurniawanBelum ada peringkat
- 2013 Crude OilDokumen4 halaman2013 Crude OilDelian Kurniawan100% (1)
- International Journal of Thermal Sciences: Jonathan Dallaire, Louis Gosselin, Alexandre K. Da SilvaDokumen9 halamanInternational Journal of Thermal Sciences: Jonathan Dallaire, Louis Gosselin, Alexandre K. Da SilvaDelian KurniawanBelum ada peringkat
- (Kelly S. Graham) Fundamentals of Mechanical Vibra PDFDokumen359 halaman(Kelly S. Graham) Fundamentals of Mechanical Vibra PDFDelian KurniawanBelum ada peringkat
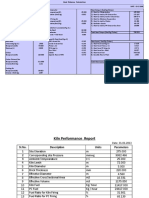
- Monthly ReportDokumen20 halamanMonthly ReportDelian KurniawanBelum ada peringkat
- Oe Aqs1200 Ea - Manual 1247583814Dokumen9 halamanOe Aqs1200 Ea - Manual 1247583814Delian KurniawanBelum ada peringkat
- 6200 070704Dokumen4 halaman6200 070704Delian KurniawanBelum ada peringkat
- Tes Penalaran Angka - V3Dokumen0 halamanTes Penalaran Angka - V3Delian KurniawanBelum ada peringkat
- 6200 070704Dokumen4 halaman6200 070704Delian KurniawanBelum ada peringkat
- Handbook of Operational Amplifier ApplicationsDokumen94 halamanHandbook of Operational Amplifier Applicationshermiit89% (9)
- l298 Board PDFDokumen8 halamanl298 Board PDFDelian KurniawanBelum ada peringkat
- 6400 PartsDokumen3 halaman6400 PartsDelian KurniawanBelum ada peringkat
- Combustion CalculationDokumen22 halamanCombustion CalculationTejas T S TejasBelum ada peringkat
- CATIA IntroDokumen26 halamanCATIA IntroDelian Kurniawan100% (1)
- StressAnalysisReportfromInventor2009 PDFDokumen8 halamanStressAnalysisReportfromInventor2009 PDFDelian KurniawanBelum ada peringkat
- Catia SurfaceDokumen14 halamanCatia Surfaceapi-3799982100% (2)
- (Kelly S. Graham) Fundamentals of Mechanical Vibra PDFDokumen359 halaman(Kelly S. Graham) Fundamentals of Mechanical Vibra PDFDelian KurniawanBelum ada peringkat
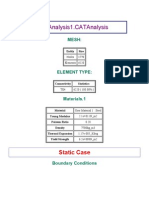
- D:/Analysis1.Catanalysis: Static CaseDokumen11 halamanD:/Analysis1.Catanalysis: Static CasemocozBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Uee Bits PDFDokumen18 halamanUee Bits PDFSurapu.Sri ganeshBelum ada peringkat
- Short Circuit Current Calculation of DG Synch Panel 1-6-14Dokumen3 halamanShort Circuit Current Calculation of DG Synch Panel 1-6-14Aerielle DesameroBelum ada peringkat
- Lecture 8 Notes, Electromagnetic Theory II: 1. Scattering IntroductionDokumen10 halamanLecture 8 Notes, Electromagnetic Theory II: 1. Scattering Introduction*83*22*Belum ada peringkat
- Determination and Enlarging of The Acoustic Sweet-Spot in An AuditoriumDokumen4 halamanDetermination and Enlarging of The Acoustic Sweet-Spot in An AuditoriumInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- 2017 Karomi IBPh DDokumen155 halaman2017 Karomi IBPh DGeorge FiliosBelum ada peringkat
- Chapter 2 Mat455Dokumen36 halamanChapter 2 Mat455Ajaq 98Belum ada peringkat
- DegeneracyDokumen4 halamanDegeneracypradeep khannaBelum ada peringkat
- MSUB (Microstrip Substrate) - ADS 2009 - Keysight Knowledge CenterDokumen3 halamanMSUB (Microstrip Substrate) - ADS 2009 - Keysight Knowledge CenterLại Lê HuyBelum ada peringkat
- TransientDokumen12 halamanTransientLester MuscaBelum ada peringkat
- Topic 2 MarkschemeDokumen6 halamanTopic 2 MarkschemeGajendraBelum ada peringkat
- PCS130 Magnetic Fields 5Dokumen8 halamanPCS130 Magnetic Fields 5Ekan Ahmad100% (1)
- Glory - Phsics 32.1 ReportDokumen33 halamanGlory - Phsics 32.1 ReportGabriel Rafael S. VirayBelum ada peringkat
- Phillips - Introduction To Quantum MechanicsDokumen111 halamanPhillips - Introduction To Quantum MechanicsSamurayGomesDeAguiarBritoBelum ada peringkat
- Example Using The New Model Model With BootDokumen9 halamanExample Using The New Model Model With BootMaryJane Ayisha Sado-ObahBelum ada peringkat
- Donald Lee Smith: A Practical Guide To Free-Energy Devices Author: Patrick J. KellyDokumen123 halamanDonald Lee Smith: A Practical Guide To Free-Energy Devices Author: Patrick J. KellySvajunas tesla100% (1)
- B. Eng (Hons) Chemical Engineering: Course OutlineDokumen9 halamanB. Eng (Hons) Chemical Engineering: Course OutlinemarkBelum ada peringkat
- Phy Lab Manual Exp 1Dokumen5 halamanPhy Lab Manual Exp 1Dark FyujeeBelum ada peringkat
- Einstein, String Theory and The FutureDokumen38 halamanEinstein, String Theory and The FutureAlexandra100% (1)
- Latihan SoalDokumen28 halamanLatihan SoalAfrizal MuzakiBelum ada peringkat
- Fluid Mechanics PDFDokumen48 halamanFluid Mechanics PDFrakib hasanBelum ada peringkat
- Dynamic Stability Analysis of A Tethered AerostatDokumen8 halamanDynamic Stability Analysis of A Tethered AerostatNick SetarBelum ada peringkat
- GTE Micro Project 4th SemDokumen6 halamanGTE Micro Project 4th SemNishikant Bhure100% (3)
- Underground of HFSSDokumen37 halamanUnderground of HFSSSambit Kumar GhoshBelum ada peringkat
- Tutorial Problems 1,2,3Dokumen3 halamanTutorial Problems 1,2,3Chloe OlazoBelum ada peringkat
- Ada Twist and The Perilous Pants Teaching GuideDokumen4 halamanAda Twist and The Perilous Pants Teaching GuideAbrams BooksBelum ada peringkat
- CLA Test Sound & WavesDokumen7 halamanCLA Test Sound & WavesRubab BajwaBelum ada peringkat
- Saas-Fee Advanced Course 36Dokumen381 halamanSaas-Fee Advanced Course 36Maria TeresaBelum ada peringkat
- Heat Balance GCLDokumen6 halamanHeat Balance GCLIrshad HussainBelum ada peringkat
- Vertical Breakwaters PDFDokumen80 halamanVertical Breakwaters PDFMonika Nathawat na18b027Belum ada peringkat