Anda mungkin juga menyukai
- US Legal Binding Document for ASTM A572 Steel StandardDokumen5 halamanUS Legal Binding Document for ASTM A572 Steel Standardeko.kusgmail.comBelum ada peringkat
- Glass Handbook 2010 English For Eastern Europe PDFDokumen300 halamanGlass Handbook 2010 English For Eastern Europe PDFJuan Pablo Tejada OntónBelum ada peringkat
- Analysis of Crack Formation and Crack Growth in Concrete by Means of Fracture Mechanics and Finite ElementsDokumen9 halamanAnalysis of Crack Formation and Crack Growth in Concrete by Means of Fracture Mechanics and Finite ElementsLim Lip BoonBelum ada peringkat
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDokumen1 halamanTable 6 1 AWS D1 1 D1 1M 2010 PDFFu AdBelum ada peringkat
- D 2527 - 83 R01 - Rdi1mjc - PDFDokumen2 halamanD 2527 - 83 R01 - Rdi1mjc - PDFsabaris ksBelum ada peringkat
- Data Sheet AluminaDokumen10 halamanData Sheet AluminaXin EnBelum ada peringkat
- Astm A36 2005Dokumen6 halamanAstm A36 2005iaguirre99Belum ada peringkat
- HDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LDokumen2 halamanHDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LMehman NasibovBelum ada peringkat
- ExamDokumen23 halamanExamgustavo riveraBelum ada peringkat
- AAMA 2605铝制品喷漆Dokumen15 halamanAAMA 2605铝制品喷漆秦川Belum ada peringkat
- Schedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Dokumen2 halamanSchedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Caolboy ButchBelum ada peringkat
- Design Glass, Aluminum, Stainless SteelDokumen36 halamanDesign Glass, Aluminum, Stainless Steely2kareinBelum ada peringkat
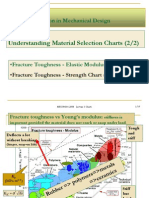
- Caceres-L3 Understanding Materials Selection ChartsDokumen23 halamanCaceres-L3 Understanding Materials Selection ChartsUngku Mohd RafiqBelum ada peringkat
- Sae J1701Dokumen5 halamanSae J1701Marco NiBelum ada peringkat
- North American Standard For Cold-Formed Steel Framing - GeneralDokumen49 halamanNorth American Standard For Cold-Formed Steel Framing - GeneralNishan GajurelBelum ada peringkat
- Ansteel Product CatalogueDokumen13 halamanAnsteel Product Cataloguerashid isaarBelum ada peringkat
- Aws C2Dokumen8 halamanAws C2dehamanezBelum ada peringkat
- Astm17 0303Dokumen5 halamanAstm17 0303Edgardo Emilio CantillanoBelum ada peringkat
- Astm A240 Uns S32205Dokumen3 halamanAstm A240 Uns S32205Mintone Sajayah BekabekaBelum ada peringkat
- Esr 1308Dokumen21 halamanEsr 1308dkimBelum ada peringkat
- Life-365 - v2.2.3 - Users - Manual (1) - 26-53Dokumen28 halamanLife-365 - v2.2.3 - Users - Manual (1) - 26-53Fernando RosalesBelum ada peringkat
- Fortress Timber & Metal SDS Screws 2017 WebDokumen36 halamanFortress Timber & Metal SDS Screws 2017 WebGabriel MacedoBelum ada peringkat
- Beginners Guide To CorrosionDokumen10 halamanBeginners Guide To Corrosionshamu081Belum ada peringkat
- ASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementDokumen2 halamanASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementAmanda Ariesta Aprilia100% (1)
- Diagram Fase Fe-Fe3CDokumen34 halamanDiagram Fase Fe-Fe3CAlija MuhammadBelum ada peringkat
- Thermal ConductivityDokumen9 halamanThermal ConductivityKilaru HareeshBelum ada peringkat
- Eta-120114 Spax ScrewsDokumen84 halamanEta-120114 Spax ScrewsSunnyWongBelum ada peringkat
- ASM Material Data SheetDokumen2 halamanASM Material Data SheetShankar PranavBelum ada peringkat
- Astm - E1996-09Dokumen13 halamanAstm - E1996-09Raju KCBelum ada peringkat
- Norma Astm A-123 InglesDokumen8 halamanNorma Astm A-123 InglesMarilu' CrBelum ada peringkat
- Technical Data: Carbofol HDPE 406 1,0 S/s Smooth / Smooth OITDokumen1 halamanTechnical Data: Carbofol HDPE 406 1,0 S/s Smooth / Smooth OITAlex Lie100% (1)
- HILTI HSA Anchor DesignDokumen6 halamanHILTI HSA Anchor DesignJay PBelum ada peringkat
- Thermal Conductivity Test-PUDokumen2 halamanThermal Conductivity Test-PUshazeb aliBelum ada peringkat
- AWS D1.1 - Bend PDFDokumen1 halamanAWS D1.1 - Bend PDFVIVEKBelum ada peringkat
- 43901699a-02 - High Pressure Connectors - Section 2Dokumen12 halaman43901699a-02 - High Pressure Connectors - Section 2Ralph SanchesBelum ada peringkat
- Stainless Steel AISI 630-17-4PHDokumen1 halamanStainless Steel AISI 630-17-4PHwillyBelum ada peringkat
- SMD Technical Manual-2011Dokumen20 halamanSMD Technical Manual-2011karfire1982Belum ada peringkat
- Astm F3125 F3125M 18Dokumen6 halamanAstm F3125 F3125M 18Amine ait talebBelum ada peringkat
- RilemDokumen78 halamanRilemسارة المالكيBelum ada peringkat
- C 297 - C 297M - 04 - Qzi5ny9dmjk3tq - PDFDokumen6 halamanC 297 - C 297M - 04 - Qzi5ny9dmjk3tq - PDFAnil100% (1)
- Branz Advisory Trower PartitionsDokumen6 halamanBranz Advisory Trower PartitionsMatt Stubbins100% (1)
- Eva Film Inter Layer For Laminated GlassDokumen7 halamanEva Film Inter Layer For Laminated GlassPeter LinBelum ada peringkat
- A Review of Some Damage Tolerance Design ApproachesDokumen45 halamanA Review of Some Damage Tolerance Design ApproachesrmdecaBelum ada peringkat
- AWS 5.16 Titainium ElectrodesDokumen20 halamanAWS 5.16 Titainium ElectrodesMed Ali SmaouiBelum ada peringkat
- Forming Curve SignificanceDokumen14 halamanForming Curve SignificanceNishant PatilBelum ada peringkat
- First: AWS Welding Reinforcing Sentence, Change 5.1" To 'Table Change "Weld" 'Welds" and 'WPS" 'Weldei'Dokumen55 halamanFirst: AWS Welding Reinforcing Sentence, Change 5.1" To 'Table Change "Weld" 'Welds" and 'WPS" 'Weldei'JamesBelum ada peringkat
- SSPC QP 3Dokumen6 halamanSSPC QP 3anoopkumarBelum ada peringkat
- Domex 100 XF hot rolled steel data sheetDokumen2 halamanDomex 100 XF hot rolled steel data sheetzubblwump5063Belum ada peringkat
- Astm D751Dokumen20 halamanAstm D751KRamana ReddyBelum ada peringkat
- Ontario Bridge Steel Construction SpecificationDokumen20 halamanOntario Bridge Steel Construction Specificationumerfr2Belum ada peringkat
- Chapter 9Dokumen49 halamanChapter 9John YvesBelum ada peringkat
- FEM1001 Anglais PDFDokumen312 halamanFEM1001 Anglais PDFandredurvalandradeBelum ada peringkat
- AWS D1 1 D1 1M 2015 Structural Welding Code Steel Errata PDFDokumen2 halamanAWS D1 1 D1 1M 2015 Structural Welding Code Steel Errata PDFbilling cbi housingBelum ada peringkat
- Forging Vs CastingDokumen1 halamanForging Vs CastingsdsadBelum ada peringkat
- Comparative Corrosion Testing Cui KraussDokumen57 halamanComparative Corrosion Testing Cui KraussOctavio LópezBelum ada peringkat
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989Dari EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookBelum ada peringkat
- Glass III: Treatise on Materials Science and Technology, Vol. 22Dari EverandGlass III: Treatise on Materials Science and Technology, Vol. 22Minoru TomozawaBelum ada peringkat
- Alloy SteelsDokumen24 halamanAlloy SteelsdharlanuctcomBelum ada peringkat
- Cold Finish Carbon Bars and Cold Rolled StripDokumen28 halamanCold Finish Carbon Bars and Cold Rolled StripdharlanuctcomBelum ada peringkat
- SheetsDokumen14 halamanSheetsdharlanuctcomBelum ada peringkat
- Mil DTF 5541fDokumen12 halamanMil DTF 5541fMarcos PerezBelum ada peringkat
- Nasa RP 1228Dokumen98 halamanNasa RP 1228dharlanuctcomBelum ada peringkat
- Miscellaneous DataDokumen34 halamanMiscellaneous DatadharlanuctcomBelum ada peringkat
- PlatesDokumen10 halamanPlatesdharlanuctcomBelum ada peringkat
- Stainless Steels and Super AlloysDokumen44 halamanStainless Steels and Super AlloysRenan AlmeidaBelum ada peringkat
- Tolerances and Machining AllowancesDokumen14 halamanTolerances and Machining AllowancesItalo VenegasBelum ada peringkat
- Mechanical Properties and HardenabilityDokumen32 halamanMechanical Properties and Hardenabilitydharlanuctcom100% (1)
- Nasa STD 5020 PDFDokumen88 halamanNasa STD 5020 PDFSpoonful BurnsideBelum ada peringkat
- Mil C 26074eDokumen11 halamanMil C 26074edharlanuctcomBelum ada peringkat
- Astm f853 2005Dokumen10 halamanAstm f853 2005dharlanuctcom100% (1)
- Astm f1548 1994Dokumen6 halamanAstm f1548 1994dharlanuctcomBelum ada peringkat
- Sequence Software 3.0 Object ChartDokumen1 halamanSequence Software 3.0 Object ChartdharlanuctcomBelum ada peringkat
- Astm E1337 1990Dokumen7 halamanAstm E1337 1990dharlanuctcomBelum ada peringkat
- Astm f1155 1998Dokumen25 halamanAstm f1155 1998ttplan800Belum ada peringkat
- Astm E606 1980Dokumen20 halamanAstm E606 1980dharlanuctcomBelum ada peringkat
- Astm d1692 1968Dokumen6 halamanAstm d1692 1968dharlanuctcomBelum ada peringkat
- Astm f2007 2006Dokumen7 halamanAstm f2007 2006dharlanuctcomBelum ada peringkat
- Astm f2291 2006Dokumen46 halamanAstm f2291 2006dharlanuctcomBelum ada peringkat
- Astm f1193 2004Dokumen4 halamanAstm f1193 2004dharlanuctcomBelum ada peringkat
- Astm f478 1992Dokumen6 halamanAstm f478 1992dharlanuctcomBelum ada peringkat
- Astm d1785 1986Dokumen11 halamanAstm d1785 1986dharlanuctcomBelum ada peringkat
- Astm d413 1982Dokumen7 halamanAstm d413 1982dharlanuctcomBelum ada peringkat
- Astm E29 1967Dokumen6 halamanAstm E29 1967dharlanuctcomBelum ada peringkat
- Astm b227 1970Dokumen6 halamanAstm b227 1970dharlanuctcomBelum ada peringkat
- Astm E23 1982Dokumen26 halamanAstm E23 1982dharlanuctcomBelum ada peringkat
- Astm d1081 1960Dokumen5 halamanAstm d1081 1960dharlanuctcomBelum ada peringkat
- Heat TreatmentDokumen6 halamanHeat TreatmentHarsh SahuBelum ada peringkat
- Experimental Investigation On The Effect of Annealing On Fatigue Life of SAE 202 and 440C SteelsDokumen5 halamanExperimental Investigation On The Effect of Annealing On Fatigue Life of SAE 202 and 440C Steelskelsiu1Belum ada peringkat
- Powder Metallurgy Alloys For Oil Field ApplicationsDokumen9 halamanPowder Metallurgy Alloys For Oil Field Applicationsmp87_ingBelum ada peringkat
- Heat Treatments - Softening - Annealing2Dokumen3 halamanHeat Treatments - Softening - Annealing2JiteshPbhujbalBelum ada peringkat
- TALAT Lecture 2101.01: Understanding Aluminium As A MaterialDokumen23 halamanTALAT Lecture 2101.01: Understanding Aluminium As A MaterialCORE MaterialsBelum ada peringkat
- Ampc 2017020917120848Dokumen10 halamanAmpc 2017020917120848sathanaBelum ada peringkat
- Outokumpu Duplex DatasheetDokumen12 halamanOutokumpu Duplex DatasheetzosternatBelum ada peringkat
- Mechanical Properties of Heat Treatment TemperingDokumen9 halamanMechanical Properties of Heat Treatment TemperingNordiana IdrisBelum ada peringkat
- Heat Treatments for Optimizing Steel Microstructure and PropertiesDokumen32 halamanHeat Treatments for Optimizing Steel Microstructure and PropertiesSrushti MBelum ada peringkat
- Wellhead Fittings & Valve Components - PGI-WFDokumen28 halamanWellhead Fittings & Valve Components - PGI-WFIan KevinBelum ada peringkat
- F07 Complete Vehicle PDFDokumen124 halamanF07 Complete Vehicle PDFSalisburBelum ada peringkat
- SUDA Fiber Laser Cutting Machine FC1530-1000W 2020.6.2Dokumen15 halamanSUDA Fiber Laser Cutting Machine FC1530-1000W 2020.6.2marceilinus devaluantoBelum ada peringkat
- HT ManualDokumen17 halamanHT ManualAkhilesh KumarBelum ada peringkat
- Heat Treatment of Aluminum Alloys: R 2018 Elsevier Inc. All Rights ReservedDokumen8 halamanHeat Treatment of Aluminum Alloys: R 2018 Elsevier Inc. All Rights ReservedFajar NurhadiansyahBelum ada peringkat
- 1.6523 20nicrmo2-2 - Aisi 8620Dokumen3 halaman1.6523 20nicrmo2-2 - Aisi 8620zhenyupanBelum ada peringkat
- Brass PDFDokumen3 halamanBrass PDFpitrer123Belum ada peringkat
- Is 513 - 1994 - r2003 - Cold Rolled Low Carbon Steel SheetsDokumen11 halamanIs 513 - 1994 - r2003 - Cold Rolled Low Carbon Steel SheetsRam Niwas100% (3)
- Astm 182Dokumen15 halamanAstm 182DieguitoOmarMoralesBelum ada peringkat
- Wirewound resistors: The last half-century part oneDokumen11 halamanWirewound resistors: The last half-century part oneAhmed HamoudaBelum ada peringkat
- Application of Cold Rolled Grain Oriented Electrical SteelDokumen3 halamanApplication of Cold Rolled Grain Oriented Electrical SteelALIKHANI2000Belum ada peringkat
- Materials in Wet H2S Service: JERES-A-301 Rev 2Dokumen57 halamanMaterials in Wet H2S Service: JERES-A-301 Rev 2Jayvee Baradas ValdezBelum ada peringkat
- Heat Treatment Properties and ProcessesDokumen70 halamanHeat Treatment Properties and ProcessesAbdulmhsen ALjreedan100% (1)
- METAL FORMING AND HEAT TREATING GUIDEDokumen10 halamanMETAL FORMING AND HEAT TREATING GUIDEGibran JuniansyahBelum ada peringkat
- Astm C599 (1991) PDFDokumen11 halamanAstm C599 (1991) PDFamusumuseeBelum ada peringkat
- Ams 4928Dokumen8 halamanAms 4928REKHA100% (3)
- EN 1 To 20Dokumen457 halamanEN 1 To 20abhiBelum ada peringkat
- Electrical Basics: Presented By: Santosh Kumar GoudaDokumen79 halamanElectrical Basics: Presented By: Santosh Kumar GoudaSantosh GoudaBelum ada peringkat
- Grade 430 Stainless Steel Technical DataDokumen3 halamanGrade 430 Stainless Steel Technical DataMahmood KhanBelum ada peringkat
- Prediction of Thermally Induced Residual Stresses During Heat Treatment of Forged Railway Wheel Raja Yateesh Yadav Dr. E.S.Prakash J.R.K. MurthyDokumen8 halamanPrediction of Thermally Induced Residual Stresses During Heat Treatment of Forged Railway Wheel Raja Yateesh Yadav Dr. E.S.Prakash J.R.K. MurthyJǝ Ǝʌan M CBelum ada peringkat