Anda mungkin juga menyukai
- Standard Field Performance Testing Philosophy: GE Power SystemsDokumen6 halamanStandard Field Performance Testing Philosophy: GE Power SystemsMohammed Elarbed100% (1)
- SGT600Dokumen2 halamanSGT600fabyanoBelum ada peringkat
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDokumen7 halamanUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Gas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFDokumen9 halamanGas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFEnary SalernoBelum ada peringkat
- Gas Turbine Functional DescriptionDokumen20 halamanGas Turbine Functional Descriptioncbmanaus100% (1)
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 1 PDFDokumen8 halaman1 PDFDrina20040% (1)
- Burj Al Arab Case StudyDokumen9 halamanBurj Al Arab Case Studyayesha arshadBelum ada peringkat
- PaigeDokumen15 halamanPaigeklomps_jrBelum ada peringkat
- ASME PTC 22 - 1997 - Performance Test Code On Gas TurbinesDokumen46 halamanASME PTC 22 - 1997 - Performance Test Code On Gas TurbinesFuad PrabowoBelum ada peringkat
- Thermal Performance Test Procedure for Ibirite Power Plant Gas TurbineDokumen166 halamanThermal Performance Test Procedure for Ibirite Power Plant Gas TurbineFlavia ZanetteBelum ada peringkat
- V005t15a001 88 GT 150Dokumen13 halamanV005t15a001 88 GT 150Antonio CilindroBelum ada peringkat
- The Modernization of A 1965, MS New Life For An Old 5001, Gas Turbine: UnitDokumen8 halamanThe Modernization of A 1965, MS New Life For An Old 5001, Gas Turbine: UnitRozy AlriadiBelum ada peringkat
- Development of Gas Turbine Performance Models Using A Generic SimuDokumen10 halamanDevelopment of Gas Turbine Performance Models Using A Generic SimuMahmood ElnagarBelum ada peringkat
- Gas TurbineDokumen58 halamanGas TurbineRiyadh SalehBelum ada peringkat
- Gas Turbine Power Station: American International University-Bangladesh (AIUB)Dokumen35 halamanGas Turbine Power Station: American International University-Bangladesh (AIUB)Ahasan Ulla100% (2)
- Gas Turbine Performance: by Rainer KurzDokumen16 halamanGas Turbine Performance: by Rainer Kurzthryee100% (1)
- 4 Online Monitoring of GasDokumen24 halaman4 Online Monitoring of GasM Ahmad Tauqeer0% (1)
- Design Consideration of Gas TurbineDokumen155 halamanDesign Consideration of Gas TurbineMohammad Ibnul Hossain100% (2)
- Gas TurbineDokumen26 halamanGas Turbineramamurthy123100% (4)
- Mechanical Interview Questions & Answers (Gas Turbine)Dokumen14 halamanMechanical Interview Questions & Answers (Gas Turbine)ChiduBelum ada peringkat
- GE 7EA Gas Turbine DetailsDokumen10 halamanGE 7EA Gas Turbine DetailsEnder Galvis100% (1)
- Gas Turbine Class PresentationDokumen183 halamanGas Turbine Class PresentationMohammad Ibnul Hossain83% (18)
- Com Bust orDokumen9 halamanCom Bust orDanishAmanBelum ada peringkat
- Trent 60 - REolls Royse - 60 MWDokumen1 halamanTrent 60 - REolls Royse - 60 MWcirius_coolBelum ada peringkat
- Heavy-Duty Gas Turbine Maintenance ConsiderationsDokumen40 halamanHeavy-Duty Gas Turbine Maintenance ConsiderationsAli Eng100% (1)
- Gas Turbine Performance DeteriorationDokumen0 halamanGas Turbine Performance DeteriorationGeorge John Amegashie100% (1)
- Introduction To CombustionDokumen21 halamanIntroduction To CombustionAravindhan RameshBelum ada peringkat
- 4Q2005 7EA UsersGrpDokumen19 halaman4Q2005 7EA UsersGrpaxl1Belum ada peringkat
- Gas Turbine Fuel ConsiderationsDokumen21 halamanGas Turbine Fuel Considerationsioan1946100% (3)
- Gas Turbine Combustion Systems ExplainedDokumen40 halamanGas Turbine Combustion Systems ExplainedMohammed Al-samarrae100% (1)
- CCGTDokumen74 halamanCCGTAbhishek Prakash SrivastavaBelum ada peringkat
- Condition Monitoring of Gas-Turbine EnginesDokumen60 halamanCondition Monitoring of Gas-Turbine EnginesddadaraBelum ada peringkat
- GE Power Systems 7F Users Conference PresentationsDokumen27 halamanGE Power Systems 7F Users Conference Presentationsatfrost4638Belum ada peringkat
- Off-Design Performance of GTs Without Compressor or Turbine Maps (Thesis)Dokumen276 halamanOff-Design Performance of GTs Without Compressor or Turbine Maps (Thesis)andres_old_condeBelum ada peringkat
- GT Water WashDokumen4 halamanGT Water WashPrasanna DhamodharanBelum ada peringkat
- EEI 7FA Supplement r1 2octDokumen42 halamanEEI 7FA Supplement r1 2octkshalawi0% (1)
- Dynamics and Stability of Lean-Premixed Swirl-Stabilized CombustionDokumen72 halamanDynamics and Stability of Lean-Premixed Swirl-Stabilized CombustionamitavjhaBelum ada peringkat
- Understanding Gas Turbine PerformanceDokumen42 halamanUnderstanding Gas Turbine Performancesenthil03127793% (15)
- Inspections, As A Part of A Maintenance Program That Must Be Put in Place With TheDokumen29 halamanInspections, As A Part of A Maintenance Program That Must Be Put in Place With TheFrankBelum ada peringkat
- Gas Turbine Performance Prognostic For Condition-Based Maintenance PDFDokumen10 halamanGas Turbine Performance Prognostic For Condition-Based Maintenance PDFEddy PachecoBelum ada peringkat
- E&M Combustion Presentation EnglishDokumen24 halamanE&M Combustion Presentation EnglishGurcharan Singh100% (1)
- Gas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityDokumen3 halamanGas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityJJ100% (1)
- Computational CombustionDokumen33 halamanComputational CombustionMaria RomeroBelum ada peringkat
- Tutorial 1 PDFDokumen13 halamanTutorial 1 PDFJohn KellyBelum ada peringkat
- PB Thermal PowerDokumen62 halamanPB Thermal PowerrakeshBelum ada peringkat
- Thermo-Economic Analysis of A Heat Recovery Steam Generator Combined CycleDokumen6 halamanThermo-Economic Analysis of A Heat Recovery Steam Generator Combined CyclekouroshBelum ada peringkat
- Siemens Technical Paper Gas Turbine ModernizationDokumen14 halamanSiemens Technical Paper Gas Turbine ModernizationAldiarso UtomoBelum ada peringkat
- Accessories of A Gas Turbine EngineDokumen20 halamanAccessories of A Gas Turbine EngineJames VillezaBelum ada peringkat
- Gas Turbine TribologyDokumen12 halamanGas Turbine TribologyChukkur Hali100% (2)
- 11-Presentation MitchCohen PDFDokumen32 halaman11-Presentation MitchCohen PDFbigsteve9088Belum ada peringkat
- Asme GT2005-68799 PDFDokumen9 halamanAsme GT2005-68799 PDFJeeEianYannBelum ada peringkat
- Variable Inlet Guide Vane System: GE Power SystemsDokumen4 halamanVariable Inlet Guide Vane System: GE Power Systemsanggita gigih wahyu iriawan100% (1)
- Lefebvre 1995Dokumen38 halamanLefebvre 1995stepanovatvBelum ada peringkat
- Labyrinth SealDokumen29 halamanLabyrinth SealbambsoeBelum ada peringkat
- Gas Turbine Simple Cycle SCRDokumen20 halamanGas Turbine Simple Cycle SCRJung Kyung WooBelum ada peringkat
- Torque Converter Voith Torque ConverterDokumen22 halamanTorque Converter Voith Torque ConverterDewayne MaddenBelum ada peringkat
- Coatings Guide: Air Intake Air Intake Exhaust Compressor Compressor Combustor Combustor Turbine TurbineDokumen1 halamanCoatings Guide: Air Intake Air Intake Exhaust Compressor Compressor Combustor Combustor Turbine TurbinefrdnBelum ada peringkat
- (ARTICLE) Gas Turbine DegradationDokumen36 halaman(ARTICLE) Gas Turbine DegradationFrancisco Baptista100% (1)
- Advanced Machine DesignDokumen20 halamanAdvanced Machine DesignamitBelum ada peringkat
- Power Transformer Condition Monitoring and Remanent Life AssessmentDokumen5 halamanPower Transformer Condition Monitoring and Remanent Life AssessmentAmarinder DhimanBelum ada peringkat
- Failure Analysis and PreventionDokumen12 halamanFailure Analysis and PreventionMuhammed Ovawo100% (1)
- Metals: Computational Methods For Lifetime Prediction of Metallic Components Under High-Temperature FatigueDokumen24 halamanMetals: Computational Methods For Lifetime Prediction of Metallic Components Under High-Temperature FatigueTravis SkinnerBelum ada peringkat
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsDari EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Piping Stress-Interview QuestionsDokumen17 halamanPiping Stress-Interview QuestionsAnkush Varshney100% (2)
- Fenwick Iribarren Master PlanningDokumen93 halamanFenwick Iribarren Master PlanningDrina2004Belum ada peringkat
- Paper WeibullDokumen4 halamanPaper WeibullGuillermo PriceBelum ada peringkat
- Full Page PhotoDokumen1 halamanFull Page PhotoDrina2004Belum ada peringkat
- Reliability Centered Maintenance IIDokumen219 halamanReliability Centered Maintenance IIClaudia MarquesBelum ada peringkat
- Paper WeibullDokumen4 halamanPaper WeibullGuillermo PriceBelum ada peringkat
- PLS Technical WhitepaperDokumen17 halamanPLS Technical WhitepaperDrina2004Belum ada peringkat
- BibliografíaDokumen4 halamanBibliografíaDrina2004Belum ada peringkat
- PLS IntegrationDokumen8 halamanPLS Integrationmmissuari100% (1)
- Cau 2014Dokumen25 halamanCau 2014vinay1999Belum ada peringkat
- Informe Civil - Interconecting GasDokumen526 halamanInforme Civil - Interconecting GasDrina2004Belum ada peringkat
- Paper WeibullDokumen4 halamanPaper WeibullGuillermo PriceBelum ada peringkat
- Underground pipe stress analysisDokumen5 halamanUnderground pipe stress analysiskumaran__k100% (3)
- ASME Section VIII Div 2 High-Pressure LOX Tank Thermal-Stress Fatigue Analysis PDFDokumen6 halamanASME Section VIII Div 2 High-Pressure LOX Tank Thermal-Stress Fatigue Analysis PDFDrina2004Belum ada peringkat
- Tank Nozzle Allowable Value (FS) (Scan)Dokumen1 halamanTank Nozzle Allowable Value (FS) (Scan)Drina2004Belum ada peringkat
- Gas Turbines For Crude Oil Heating and Cogeneration PDFDokumen7 halamanGas Turbines For Crude Oil Heating and Cogeneration PDFDrina2004Belum ada peringkat
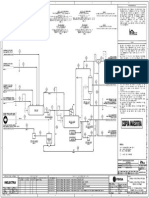
- Qa030702 Cn5i3 PP01001 - ADokumen1 halamanQa030702 Cn5i3 PP01001 - ADrina2004Belum ada peringkat
- Converting VGO HDS Units To Moderate Pressure Hydrocracking PDFDokumen5 halamanConverting VGO HDS Units To Moderate Pressure Hydrocracking PDFDrina2004Belum ada peringkat
- Cavitation in Centrifugal Pumps PDFDokumen1 halamanCavitation in Centrifugal Pumps PDFDrina2004Belum ada peringkat
- Top Tips For Ielts Academic PDFDokumen99 halamanTop Tips For Ielts Academic PDFYaseenTamerBelum ada peringkat
- Qa030702 Cn5i3 PP01001 - ADokumen1 halamanQa030702 Cn5i3 PP01001 - ADrina2004Belum ada peringkat
- Laminar Flow Formulae For DP PDFDokumen1 halamanLaminar Flow Formulae For DP PDFDrina2004Belum ada peringkat
- Process Vessels Hand Book .Part. 1Dokumen24 halamanProcess Vessels Hand Book .Part. 1Drina2004Belum ada peringkat
- Flame Arrestors - Hsg158Dokumen23 halamanFlame Arrestors - Hsg158asit_engBelum ada peringkat
- Process Vessels Hand Book .Part. 1Dokumen24 halamanProcess Vessels Hand Book .Part. 1Drina2004Belum ada peringkat
- KathirgamanathanpDokumen201 halamanKathirgamanathanpronald_edinsonBelum ada peringkat
- Creepof CeramicsDokumen14 halamanCreepof CeramicsTejinder SinghBelum ada peringkat
- Chapter 4 Seismic Design GuideDokumen96 halamanChapter 4 Seismic Design Guidemustafurade1Belum ada peringkat
- MECHANICS OF DEFORMABLE BODIES: AXIAL DEFORMATIONDokumen19 halamanMECHANICS OF DEFORMABLE BODIES: AXIAL DEFORMATIONVanessa AggabaoBelum ada peringkat
- Plastic Flow in Metal RollingDokumen227 halamanPlastic Flow in Metal RollingArmin HamzicBelum ada peringkat
- Thin Slender Concrete Rectangular Walls in Moderate Seismic Regions With A Single Reinforcement Layer2020journal of Building Engineering PDFDokumen12 halamanThin Slender Concrete Rectangular Walls in Moderate Seismic Regions With A Single Reinforcement Layer2020journal of Building Engineering PDFLeonardo Chavez VillamizarBelum ada peringkat
- Sustained Stress Indices (SSI) in The B31.3 2010 EditionDokumen9 halamanSustained Stress Indices (SSI) in The B31.3 2010 Editiont_rajith1179100% (2)
- A Ash To L RFD Bridge DesignDokumen88 halamanA Ash To L RFD Bridge DesignOnurUmanBelum ada peringkat
- Creep Effect On Buckling of Axially Restrained Steel Columns in Real FiresDokumen7 halamanCreep Effect On Buckling of Axially Restrained Steel Columns in Real FiresMehmedBelum ada peringkat
- Numerical Modelling of The Process of Tube Bending With Local Induction HeatingDokumen4 halamanNumerical Modelling of The Process of Tube Bending With Local Induction HeatingMuhammad NuhBelum ada peringkat
- FortiniSNOWANCHORS3B PDFDokumen56 halamanFortiniSNOWANCHORS3B PDFPierre-Frederic VergeBelum ada peringkat
- University of Engineering & Technology, Peshawar, PakistanDokumen71 halamanUniversity of Engineering & Technology, Peshawar, PakistanedgerBelum ada peringkat
- Reinforced Concrete StructureDokumen388 halamanReinforced Concrete StructureKetsmy DesrosiersBelum ada peringkat
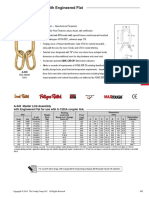
- Master Link A345Dokumen1 halamanMaster Link A345Hunnymijie NorBelum ada peringkat
- Bolted Joints For Small and Medium Reticulated Timber DomesDokumen24 halamanBolted Joints For Small and Medium Reticulated Timber DomesAPDB GALABNODBelum ada peringkat
- Fiberglass TerminologyDokumen13 halamanFiberglass Terminologystang2001gurlBelum ada peringkat
- Precision Stretch Forming of Metal For Precision AssemblyDokumen404 halamanPrecision Stretch Forming of Metal For Precision AssemblyMadalin NitaBelum ada peringkat
- Chapter II Strain 2.1 2.2Dokumen3 halamanChapter II Strain 2.1 2.2Joshua John JulioBelum ada peringkat
- I1. S.H.M. Estudy of The Mass-Spring System and Analysis of Oscillation With Cassy-LabDokumen14 halamanI1. S.H.M. Estudy of The Mass-Spring System and Analysis of Oscillation With Cassy-LabSergio Lozano MijaresBelum ada peringkat
- Planning Fundamentals For Industrial Piping Systems PDFDokumen882 halamanPlanning Fundamentals For Industrial Piping Systems PDFtowiwa50% (2)
- Hartley WD D 2023Dokumen171 halamanHartley WD D 2023apt.dwdi.iitbBelum ada peringkat
- Pocket Podiatry - Functional Anatomy (PDFDrive)Dokumen311 halamanPocket Podiatry - Functional Anatomy (PDFDrive)Minhaz UddinBelum ada peringkat
- Property of Civil Engineering Materials PDFDokumen45 halamanProperty of Civil Engineering Materials PDFessy_abBelum ada peringkat
- Steel 03 PDFDokumen9 halamanSteel 03 PDFshane escoteBelum ada peringkat
- Hwy Eng II - Week 7 - Lecture 7 - Structural Design of Flexible Pavements - Asphalt Institute Design MethodDokumen14 halamanHwy Eng II - Week 7 - Lecture 7 - Structural Design of Flexible Pavements - Asphalt Institute Design MethodDakheel malekoBelum ada peringkat
- Effect of geotextiles on low plastic sandy clayDokumen9 halamanEffect of geotextiles on low plastic sandy clayRajesh Prasad ShuklaBelum ada peringkat
- Dynamic Response Analysis Using ABAQUS PDFDokumen20 halamanDynamic Response Analysis Using ABAQUS PDFKekek QatarBelum ada peringkat
- Vtu Syllabus 02 PDFDokumen6 halamanVtu Syllabus 02 PDFAmarBelum ada peringkat