Anda mungkin juga menyukai
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDari EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelBelum ada peringkat
- Powerpoint Presentation On Magnesium SuperplasticityDokumen23 halamanPowerpoint Presentation On Magnesium SuperplasticityashvaniBelum ada peringkat
- Grey Iron A Unique MaterialDokumen13 halamanGrey Iron A Unique MaterialmetkarthikBelum ada peringkat
- SKD61-Forged Hot Work Tool SteelDokumen1 halamanSKD61-Forged Hot Work Tool SteelAgustine SetiawanBelum ada peringkat
- Effects of MN Content and Heat TreatmentDokumen5 halamanEffects of MN Content and Heat TreatmentTrần Xuân VịnhBelum ada peringkat
- Casting ProcessesDokumen18 halamanCasting ProcessesvelavansuBelum ada peringkat
- Engineering Materials and Mettlurgy QBDokumen12 halamanEngineering Materials and Mettlurgy QBSaravana KumarBelum ada peringkat
- Powder MetallurgyDokumen6 halamanPowder MetallurgyjayadevakodiBelum ada peringkat
- FRP Flange Repair Procedure.Dokumen1 halamanFRP Flange Repair Procedure.Donbandan0% (1)
- Cleaness Steel CastingDokumen61 halamanCleaness Steel CastingSUNDRAMNAGABelum ada peringkat
- Ductile Iron Data - Section 12Dokumen17 halamanDuctile Iron Data - Section 12ante_zivkovic1Belum ada peringkat
- Forging of Specific Metals And: AlloysDokumen13 halamanForging of Specific Metals And: AlloysKasia MazurBelum ada peringkat
- Gray Iron Foundries PDFDokumen20 halamanGray Iron Foundries PDFbebe3838Belum ada peringkat
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDokumen27 halamanCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleBelum ada peringkat
- 4 Ferrous MetalsDokumen26 halaman4 Ferrous MetalsLira AgbonBelum ada peringkat
- Alloys and Types of SteelDokumen16 halamanAlloys and Types of SteelRajatBelum ada peringkat
- Foundry NoteDokumen42 halamanFoundry NotetaridanBelum ada peringkat
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDokumen48 halamanAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrBelum ada peringkat
- The Current State of Worldwide Standards of Ductile IronDokumen8 halamanThe Current State of Worldwide Standards of Ductile IronN.PalaniappanBelum ada peringkat
- Chapter 11 (Foundry Modernization and Mechanization) 2003Dokumen10 halamanChapter 11 (Foundry Modernization and Mechanization) 2003gere33% (3)
- Tool Steels E28093 Molybdenum High Speed SteelsDokumen5 halamanTool Steels E28093 Molybdenum High Speed Steelswulfgang66Belum ada peringkat
- Full Text 01Dokumen90 halamanFull Text 01Walid NASRIBelum ada peringkat
- GATE Metallurgical Engineering 2009Dokumen12 halamanGATE Metallurgical Engineering 2009imamuddeenBelum ada peringkat
- Valery Marinov, Manufacturing TechnologyDokumen168 halamanValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- Core Sand MaterialDokumen20 halamanCore Sand MaterialsudhirBelum ada peringkat
- Effect of Alloying Elements On Steel PropertiesDokumen2 halamanEffect of Alloying Elements On Steel PropertiesKARTHIGEYAN.RBelum ada peringkat
- Chills General RulesDokumen36 halamanChills General RulesMuthu KumarBelum ada peringkat
- Hsla SteelDokumen22 halamanHsla SteelriteshbarmanBelum ada peringkat
- Failure Analysis at Deep Drawing of Low Carbon SteelsDokumen7 halamanFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahBelum ada peringkat
- Feeding Risering For Steel Casting Design PDFDokumen10 halamanFeeding Risering For Steel Casting Design PDFHusen TaufiqBelum ada peringkat
- Unit 2-Chapter 6 - Heat Treatment of MetalsDokumen55 halamanUnit 2-Chapter 6 - Heat Treatment of Metalssainath reddy kesam reddyBelum ada peringkat
- Ingot StructureDokumen5 halamanIngot StructureklawsisBelum ada peringkat
- Remelting For Highest StandardsDokumen12 halamanRemelting For Highest StandardsX800XLBelum ada peringkat
- Casting CompleteDokumen44 halamanCasting Completebestmadeasy2119100% (3)
- MCM AllDokumen7 halamanMCM AllPalanisamy RajaBelum ada peringkat
- 4 Draft or Taper AllowanceDokumen5 halaman4 Draft or Taper AllowanceAde PuspitaBelum ada peringkat
- Mould MonitoringDokumen8 halamanMould MonitoringFrederico LopesBelum ada peringkat
- Unit 3 &4 Question BankDokumen4 halamanUnit 3 &4 Question BankcprabhakaranBelum ada peringkat
- @standardsharin - ASME STP-NU-044-2011-12Dokumen62 halaman@standardsharin - ASME STP-NU-044-2011-12EricBelum ada peringkat
- ME 292 - Metallic Materials SessionalDokumen39 halamanME 292 - Metallic Materials SessionalMuhammedNayeemBelum ada peringkat
- LIBRO3Dokumen43 halamanLIBRO3Camilo LacoutureBelum ada peringkat
- Steel CastingsDokumen50 halamanSteel CastingsVijayakumar TBelum ada peringkat
- Phase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiDokumen13 halamanPhase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiRavichandran JayaprakashBelum ada peringkat
- Vacuum Brazing: Dawei Induction Heating Machine Co., LTDDokumen9 halamanVacuum Brazing: Dawei Induction Heating Machine Co., LTDsajitha p sBelum ada peringkat
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDokumen35 halamanA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Emm Lab QuestionsDokumen9 halamanEmm Lab QuestionsVijai KaladadBelum ada peringkat
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Dokumen7 halamanEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriBelum ada peringkat
- 09 Cast IronDokumen34 halaman09 Cast IronyogeshmangulkarBelum ada peringkat
- The Iron Puddler My life in the rolling mills and what came of itDari EverandThe Iron Puddler My life in the rolling mills and what came of itBelum ada peringkat
- Processing of Aerospace Materials - I Materials - I: 05 January 2015Dokumen42 halamanProcessing of Aerospace Materials - I Materials - I: 05 January 2015Avinash K. SauravBelum ada peringkat
- Heat Treatment by Quenching - DiagramsDokumen20 halamanHeat Treatment by Quenching - Diagramssunilmathew4477Belum ada peringkat
- Billet Defects: Pinhole and Blowhole Formation, Prevention and EvolutionDokumen11 halamanBillet Defects: Pinhole and Blowhole Formation, Prevention and EvolutionAbdelraouf ZaidBelum ada peringkat
- Astm A193/a 193MDokumen13 halamanAstm A193/a 193MCLEMENTBelum ada peringkat
- ASTMF436Dokumen6 halamanASTMF436Zara DholkawalaBelum ada peringkat
- ASTM A 194 Carbon and Alloy Steel Nuts PDFDokumen13 halamanASTM A 194 Carbon and Alloy Steel Nuts PDFAhmad ZaidBelum ada peringkat
- Astm A394 2008 PDFDokumen6 halamanAstm A394 2008 PDFJavier Ricardo Romero BohorquezBelum ada peringkat
- A193a193m PDFDokumen13 halamanA193a193m PDFIng. Adolfo GarciaBelum ada peringkat
- PI - Tectyl 506 WD - TE034 01Dokumen2 halamanPI - Tectyl 506 WD - TE034 01jlplazaolaBelum ada peringkat
- HEXAGON 10360 FrontDokumen1 halamanHEXAGON 10360 FrontjlplazaolaBelum ada peringkat
- Sand Casting. Conventional and Rapid Prototyping PDFDokumen5 halamanSand Casting. Conventional and Rapid Prototyping PDFjlplazaolaBelum ada peringkat
- Koenig Expander 2013Dokumen1 halamanKoenig Expander 2013jlplazaolaBelum ada peringkat
- Ultrasonic Ultrasonic Ultrasonic Ultrasonic Flaw Flaw Flaw Flaw Detector Detector Detector Detector MFD650C MFD650C MFD650C MFD650CDokumen2 halamanUltrasonic Ultrasonic Ultrasonic Ultrasonic Flaw Flaw Flaw Flaw Detector Detector Detector Detector MFD650C MFD650C MFD650C MFD650CjlplazaolaBelum ada peringkat
- Páginas DesdeOptimizing of Strømhard Austenitic Manganese SteelDokumen1 halamanPáginas DesdeOptimizing of Strømhard Austenitic Manganese SteeljlplazaolaBelum ada peringkat
- Alloy RA333 Part1Dokumen3 halamanAlloy RA333 Part1jlplazaolaBelum ada peringkat
- France Affiliated Companies U.S.A.: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MDokumen1 halamanFrance Affiliated Companies U.S.A.: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MjlplazaolaBelum ada peringkat
- 42CrMo4 Datos Tecnicos PDFDokumen2 halaman42CrMo4 Datos Tecnicos PDFjlplazaolaBelum ada peringkat
- Ac1 Ac3 TemperaturesDokumen7 halamanAc1 Ac3 Temperaturesjlplazaola100% (1)
- Three Ni-Hard I AlloysDokumen2 halamanThree Ni-Hard I AlloysjlplazaolaBelum ada peringkat
- Abrassion Resistance MaterialDokumen2 halamanAbrassion Resistance MaterialjlplazaolaBelum ada peringkat
- M Me Ec CH Ha An Niic Ca All P Prro Op Pe Errttiie Es S: M MO ON NE EL L A Allllo Oy y R R - 4 40 05 5Dokumen1 halamanM Me Ec CH Ha An Niic Ca All P Prro Op Pe Errttiie Es S: M MO ON NE EL L A Allllo Oy y R R - 4 40 05 5jlplazaolaBelum ada peringkat
- 42CrMo4 Datos Tecnicos PDFDokumen2 halaman42CrMo4 Datos Tecnicos PDFjlplazaolaBelum ada peringkat
- W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MDokumen1 halamanW WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MjlplazaolaBelum ada peringkat
- Microstructural Evolution in A 17-4 PH Stainless SteelDokumen10 halamanMicrostructural Evolution in A 17-4 PH Stainless SteeljlplazaolaBelum ada peringkat
- Páginas Desdemeehanite - HandbookDokumen2 halamanPáginas Desdemeehanite - HandbookjlplazaolaBelum ada peringkat
- Abrasion Resistant, White Cast Iron Materials PDFDokumen1 halamanAbrasion Resistant, White Cast Iron Materials PDFjlplazaolaBelum ada peringkat
- 22MnB5 PDFDokumen2 halaman22MnB5 PDFjlplazaolaBelum ada peringkat
- 229-01 Dross Inclusions in An Iron FoundryDokumen4 halaman229-01 Dross Inclusions in An Iron Foundryjlplazaola100% (1)
- Porosity in Castings AFS Transactions 2005Dokumen28 halamanPorosity in Castings AFS Transactions 2005jlplazaolaBelum ada peringkat
- ANALYSIS OF Non-Conventional Machining Process Onn ADIDokumen128 halamanANALYSIS OF Non-Conventional Machining Process Onn ADIShamsher AnsariBelum ada peringkat
- Metallurgy - Chapter (5) - Steels and Cast IronsDokumen79 halamanMetallurgy - Chapter (5) - Steels and Cast IronsKarim Mamdouh100% (1)
- KEN BangaloreDokumen2 halamanKEN BangaloreWell WisherBelum ada peringkat
- Carbon Enrichment in Mo SteelDokumen50 halamanCarbon Enrichment in Mo SteelDhananjay ShimpiBelum ada peringkat
- Engine Block Manufacturing ProcessDokumen5 halamanEngine Block Manufacturing ProcessDavid U. AnyegwuBelum ada peringkat
- Met 03 Weldability - Welding of C-MN, LA Steels - CIDokumen24 halamanMet 03 Weldability - Welding of C-MN, LA Steels - CIRaghu vamshiBelum ada peringkat
- Spark Testing For Material IdentificationDokumen12 halamanSpark Testing For Material IdentificationSURENDRA NARAYANBelum ada peringkat
- Katalog EbaraDokumen6 halamanKatalog EbaraPutry Tria ChristyBelum ada peringkat
- MCPT - Preview Rao PN PDFDokumen27 halamanMCPT - Preview Rao PN PDFvijaykumarBelum ada peringkat
- Section 6 D3 BucketsDokumen29 halamanSection 6 D3 Bucketsiman zareieBelum ada peringkat
- 3 AcknowledgementDokumen5 halaman3 Acknowledgementrathish14uBelum ada peringkat
- What Is Killed Carbon Steel For Piping MaterialDokumen5 halamanWhat Is Killed Carbon Steel For Piping MaterialMONER MANUSBelum ada peringkat
- Internal Gear PumpDokumen24 halamanInternal Gear Pumparisqi wahyuBelum ada peringkat
- Advanced Materials Technology EME063Dokumen4 halamanAdvanced Materials Technology EME063Mukesh Kumar100% (1)
- EZG Series Slurry Pump: Excellence Pump Industry Co., LTDDokumen6 halamanEZG Series Slurry Pump: Excellence Pump Industry Co., LTDCristobal BernalBelum ada peringkat
- Chapter 3 Engineering MaterialDokumen62 halamanChapter 3 Engineering MaterialSyaa MalyqaBelum ada peringkat
- Analysis of Mechanical Properties of Aluminium MetalDokumen25 halamanAnalysis of Mechanical Properties of Aluminium MetalShashank SinghBelum ada peringkat
- VNIT B.Tech-in-Mechanical-Engineering-3-CopiesDokumen144 halamanVNIT B.Tech-in-Mechanical-Engineering-3-CopiesSoham RaneBelum ada peringkat
- Pompe Lowara SV PDFDokumen64 halamanPompe Lowara SV PDFMariana VacaruBelum ada peringkat
- I Module - OdtDokumen41 halamanI Module - Odtvinay sripathBelum ada peringkat
- Architectura XIXDokumen85 halamanArchitectura XIXCesar KingsBelum ada peringkat
- Katalog Produk DormerDokumen10 halamanKatalog Produk Dormernanang arifBelum ada peringkat
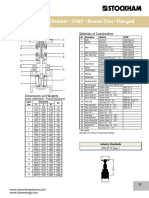
- 3882 StockhamDokumen1 halaman3882 StockhamMitra Karya SejahteraBelum ada peringkat
- Metal Solid IronDokumen48 halamanMetal Solid IronX800XL100% (1)
- JIS F 7121 Shipbuilding - Can Water Filters: To TitleDokumen8 halamanJIS F 7121 Shipbuilding - Can Water Filters: To TitlePhúc nguyễnBelum ada peringkat
- Chapter 7 Ferrous and Non-Ferrous MetalsDokumen60 halamanChapter 7 Ferrous and Non-Ferrous MetalsStephen IgatBelum ada peringkat
- Cast Iron BMEDokumen2 halamanCast Iron BMEsahitya karaheBelum ada peringkat
- Material Grade of Gray Cast Iron, Nodular Graphite Cast Iron, Malleable Cast Iron, Steels, Aluminum, CopperDokumen7 halamanMaterial Grade of Gray Cast Iron, Nodular Graphite Cast Iron, Malleable Cast Iron, Steels, Aluminum, CoppermgualdiBelum ada peringkat
- Presentation On MetallurgyDokumen13 halamanPresentation On MetallurgySaurabh SumanBelum ada peringkat