Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- 1100 Buggy Service ManualDokumen54 halaman1100 Buggy Service Manualferran_alfonsoBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- CFM Tutorial 5Dokumen26 halamanCFM Tutorial 5Nithin Yadav0% (1)
- Kristen Swanson's Theory of CaringDokumen12 halamanKristen Swanson's Theory of CaringAlexandria David50% (2)
- Section 320 Hot Mix Asphalt - Plant Methods and Equipment 320-1 GeneralDokumen9 halamanSection 320 Hot Mix Asphalt - Plant Methods and Equipment 320-1 GeneralMax Cedeño De LeónBelum ada peringkat
- Descriptif MK6 6s E LipidsDokumen24 halamanDescriptif MK6 6s E LipidsMax Cedeño De LeónBelum ada peringkat
- Sample ID: Pred Pred PredDokumen5 halamanSample ID: Pred Pred PredMax Cedeño De LeónBelum ada peringkat
- 1338 GlasGrid Technical ManualDokumen32 halaman1338 GlasGrid Technical ManualMax Cedeño De LeónBelum ada peringkat
- t135 Techpaper Hma TruckingDokumen24 halamant135 Techpaper Hma TruckingMax Cedeño De LeónBelum ada peringkat
- Tesis de FidDokumen118 halamanTesis de FidMax Cedeño De LeónBelum ada peringkat
- Asphalt Institute PresentationDokumen43 halamanAsphalt Institute PresentationMax Cedeño De LeónBelum ada peringkat
- Soil Testing: 200kN Hydraulic Static Cone PenetrometerDokumen1 halamanSoil Testing: 200kN Hydraulic Static Cone PenetrometerMax Cedeño De LeónBelum ada peringkat
- How To Characterize The Mechanical Response of Bitumen Stabilized MaterialDokumen10 halamanHow To Characterize The Mechanical Response of Bitumen Stabilized MaterialMax Cedeño De LeónBelum ada peringkat
- Pavetest-Matest BrochureDEF PDFDokumen47 halamanPavetest-Matest BrochureDEF PDFMax Cedeño De LeónBelum ada peringkat
- Hamburg Wheel Track Test Requirements NCHRP - w219Dokumen88 halamanHamburg Wheel Track Test Requirements NCHRP - w219Max Cedeño De LeónBelum ada peringkat
- Ans Sheet Chemical 23111Dokumen96 halamanAns Sheet Chemical 23111Aejaz MujawarBelum ada peringkat
- Assignment 1 Front SheetDokumen9 halamanAssignment 1 Front SheetBách PhạmBelum ada peringkat
- Importance of The On Board Crew Trainings and Drills For The Improvement of The Vessels' SafetyDokumen8 halamanImportance of The On Board Crew Trainings and Drills For The Improvement of The Vessels' SafetyilgarBelum ada peringkat
- Decompensated Congestive Cardiac Failure Secondary To No1Dokumen4 halamanDecompensated Congestive Cardiac Failure Secondary To No1Qi YingBelum ada peringkat
- XII Biology Practicals 2020-21 Without ReadingDokumen32 halamanXII Biology Practicals 2020-21 Without ReadingStylish HeroBelum ada peringkat
- TEC3000 Series On/Off or Floating Fan Coil and Individual Zone Thermostat Controllers With Dehumidification CapabilityDokumen48 halamanTEC3000 Series On/Off or Floating Fan Coil and Individual Zone Thermostat Controllers With Dehumidification CapabilityIvar Denicia DelgadilloBelum ada peringkat
- Pathophysiology of Postpartum Hemorrhage and Third Stage of LaborDokumen7 halamanPathophysiology of Postpartum Hemorrhage and Third Stage of Labornouval_iqbalBelum ada peringkat
- Kidney Diet DelightsDokumen20 halamanKidney Diet DelightsArturo Treviño MedinaBelum ada peringkat
- ACED Murugadoss PPT TAFEDokumen91 halamanACED Murugadoss PPT TAFEMarikya GuptaBelum ada peringkat
- The Daily Star On 19.05.2021Dokumen12 halamanThe Daily Star On 19.05.2021nira miraBelum ada peringkat
- RCSI Dentistry PG 118 125 A Manual For Space Analysis in The Mixed DentitionDokumen8 halamanRCSI Dentistry PG 118 125 A Manual For Space Analysis in The Mixed DentitionkarimelmestekawyBelum ada peringkat
- Motivational Interviewing (MI) Refers To ADokumen5 halamanMotivational Interviewing (MI) Refers To AJefri JohanesBelum ada peringkat
- Nomenclature Practice ProblemsDokumen4 halamanNomenclature Practice ProblemsMax DavidsonBelum ada peringkat
- Q1 GRADE 10 SYNCHRONOUS REVISED Fitness-Test-Score-CardDokumen1 halamanQ1 GRADE 10 SYNCHRONOUS REVISED Fitness-Test-Score-CardAlbert Ian CasugaBelum ada peringkat
- Leadership Roles and Management Functions in Nursing Theory and ApplicationDokumen2 halamanLeadership Roles and Management Functions in Nursing Theory and Applicationivan0% (3)
- Matter and Change 2008 Chapter 14Dokumen40 halamanMatter and Change 2008 Chapter 14cattmy100% (1)
- Azure Essentials: Module 5: Azure Cost Management and Service Level AgreementsDokumen9 halamanAzure Essentials: Module 5: Azure Cost Management and Service Level Agreementsrajagopalan19Belum ada peringkat
- Pre Commissioning Check List of GeneratorDokumen26 halamanPre Commissioning Check List of GeneratorSUROHMAN ROHMANBelum ada peringkat
- Standard DetailsDokumen168 halamanStandard DetailsMurathan Paksoy100% (1)
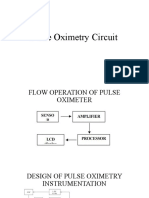
- Pulse Oximetry CircuitDokumen19 halamanPulse Oximetry Circuitنواف الجهنيBelum ada peringkat
- Lesson 2.1 Earth As The Only Habitable PlanetDokumen37 halamanLesson 2.1 Earth As The Only Habitable Planetrosie sialanaBelum ada peringkat
- TDS-PE-102-UB5502H (Provisional) 2019Dokumen2 halamanTDS-PE-102-UB5502H (Provisional) 2019Oktaviandri SaputraBelum ada peringkat
- PsychodramaDokumen5 halamanPsychodramaAkhila R KrishnaBelum ada peringkat
- The Prosecution of Kim Jong Il - Accountability in A Post 9-11 WorldDokumen21 halamanThe Prosecution of Kim Jong Il - Accountability in A Post 9-11 WorldimpunitywatchBelum ada peringkat
- BRSM Form 009 - QMS MDD TPDDokumen15 halamanBRSM Form 009 - QMS MDD TPDAnonymous q8lh3fldWMBelum ada peringkat
- Business Proposal New VentureDokumen18 halamanBusiness Proposal New VentureBramhananda ReddyBelum ada peringkat
- Nutritional Classification of BacteriaDokumen7 halamanNutritional Classification of BacteriaRalphpinno SanchezBelum ada peringkat