Anda mungkin juga menyukai
- Polaridad Viscosidad Ebullicion DisolventesDokumen1 halamanPolaridad Viscosidad Ebullicion DisolventesSara SánBelum ada peringkat
- Manual MineriaDokumen290 halamanManual Mineriadfmejiay100% (4)
- Amperaje del Motor y Fórmulas EléctricasDokumen1 halamanAmperaje del Motor y Fórmulas EléctricasAlfredo RangelBelum ada peringkat
- BDPS5500 S3500 S1500 Simple ES PDFDokumen56 halamanBDPS5500 S3500 S1500 Simple ES PDFuiyiguayeBelum ada peringkat
- Hierro Gris y Proceso CO2Dokumen28 halamanHierro Gris y Proceso CO2jose.figueroa@foseco.comBelum ada peringkat
- Sistema ANDON: Herramienta para detectar incidencias en tiempo real y mejorar la producciónDokumen16 halamanSistema ANDON: Herramienta para detectar incidencias en tiempo real y mejorar la producciónjose.figueroa@foseco.comBelum ada peringkat
- Sistema ANDON: Herramienta para detectar incidencias en tiempo real y mejorar la producciónDokumen16 halamanSistema ANDON: Herramienta para detectar incidencias en tiempo real y mejorar la producciónjose.figueroa@foseco.comBelum ada peringkat
- Manual de Procedimientos para Elevar La ProductividadDokumen113 halamanManual de Procedimientos para Elevar La ProductividadDionisio CruzBelum ada peringkat
- Sistema automatizado de moldeo para piezas complejasDokumen113 halamanSistema automatizado de moldeo para piezas complejasjose.figueroa@foseco.comBelum ada peringkat
- Efectos de Proceso NodularDokumen191 halamanEfectos de Proceso Nodularjose.figueroa@foseco.comBelum ada peringkat
- Tecnologia de Fundicion ArticulosDokumen129 halamanTecnologia de Fundicion Articulosjose.figueroa@foseco.comBelum ada peringkat
- Revista Fundicion Inoculacion y MasDokumen108 halamanRevista Fundicion Inoculacion y Masjose.figueroa@foseco.comBelum ada peringkat
- ARENA Vs GRANALLADokumen3 halamanARENA Vs GRANALLARamon CorazaoBelum ada peringkat
- Cera Estees7Dokumen101 halamanCera Estees7JoyasLoniBelum ada peringkat
- Universidad Autonóma de Nuevo LeónDokumen116 halamanUniversidad Autonóma de Nuevo Leónjose.figueroa@foseco.comBelum ada peringkat
- Componentes de CubiloteDokumen12 halamanComponentes de Cubilotejose.figueroa@foseco.comBelum ada peringkat
- OxigasDokumen18 halamanOxigasjose.figueroa@foseco.comBelum ada peringkat
- Dieta SobrepesoDokumen2 halamanDieta SobrepesoYoliPoBelum ada peringkat
- Entradas para Cobre y AleacionesDokumen30 halamanEntradas para Cobre y Aleacionesjose.figueroa@foseco.comBelum ada peringkat
- Entradas para Cobre y AleacionesDokumen30 halamanEntradas para Cobre y Aleacionesjose.figueroa@foseco.comBelum ada peringkat
- Tablas de Densidades y Temperaturas de Fusion y EbullucionDokumen8 halamanTablas de Densidades y Temperaturas de Fusion y EbullucionMart Arre H.100% (3)
- Data 5Dokumen12 halamanData 5jose.figueroa@foseco.comBelum ada peringkat
- Tablas de Densidades y Temperaturas de Fusion y EbullucionDokumen8 halamanTablas de Densidades y Temperaturas de Fusion y EbullucionMart Arre H.100% (3)
- Definiciones de CompetitividadDokumen2 halamanDefiniciones de Competitividadjose.figueroa@foseco.comBelum ada peringkat
- Calculo Carga CubiloteDokumen110 halamanCalculo Carga Cubilotejose.figueroa@foseco.comBelum ada peringkat
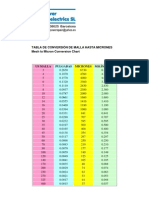
- Tabla de Conversion de Malla A MicronesDokumen1 halamanTabla de Conversion de Malla A MicronesJonas Medina100% (1)
- ProyeqDokumen33 halamanProyeqw6110Belum ada peringkat
- Amperaje del Motor y Fórmulas EléctricasDokumen1 halamanAmperaje del Motor y Fórmulas EléctricasAlfredo RangelBelum ada peringkat
- Moldes de Vidro Tupy PDFDokumen12 halamanMoldes de Vidro Tupy PDFDry88Belum ada peringkat
- Desoxidacion de AceroDokumen12 halamanDesoxidacion de Acerojose.figueroa@foseco.comBelum ada peringkat
- Taller4 2023 1Dokumen5 halamanTaller4 2023 1alex quinteroBelum ada peringkat
- Cultivo de Stevia RebaudianaDokumen37 halamanCultivo de Stevia Rebaudianarijo123Belum ada peringkat
- Com Tarea1Dokumen21 halamanCom Tarea1mac_ejbs100% (1)
- Reglamento Nacional de Edificaciones aprueba índice con normas técnicas para construccionesDokumen2 halamanReglamento Nacional de Edificaciones aprueba índice con normas técnicas para construccionesJanquiBelum ada peringkat
- Ciclo Rankine Ejercicios ResueltosDokumen7 halamanCiclo Rankine Ejercicios ResueltosIsa CardonaBelum ada peringkat
- TEMA 1.concepto y Función 1docDokumen9 halamanTEMA 1.concepto y Función 1docmariapi_1984Belum ada peringkat
- Energía eólica: historia, ventajas y situación actual en el PerúDokumen23 halamanEnergía eólica: historia, ventajas y situación actual en el PerúLuz UpiachihuaBelum ada peringkat
- Cultivo de PulpoDokumen4 halamanCultivo de PulpoXosé Toxeiro MoloBelum ada peringkat
- Plan de Atencion. 5°Dokumen5 halamanPlan de Atencion. 5°Sandy MartínezBelum ada peringkat
- Proyecto Modular Probabilidad y EstaDokumen6 halamanProyecto Modular Probabilidad y EstaHeidi BahenaBelum ada peringkat
- Unidad Educativa Fiscal "Monseñor Leonidas Proaño": Actividades/ Clases Virtuales 3er. TrimestreDokumen6 halamanUnidad Educativa Fiscal "Monseñor Leonidas Proaño": Actividades/ Clases Virtuales 3er. TrimestreNayeli melani Criollo torresBelum ada peringkat
- Guia de Modulo Ayudas EducativasDokumen4 halamanGuia de Modulo Ayudas EducativasMochiBelum ada peringkat
- ¿Qué Es Ganoderma?Dokumen22 halaman¿Qué Es Ganoderma?EdgarBusiness100% (1)
- Familias lógicas TTLDokumen12 halamanFamilias lógicas TTLJuan Carlos Ticona QuispeBelum ada peringkat
- INSTALACIONES ELECTRICAS UNTELS IntroduciccionDokumen62 halamanINSTALACIONES ELECTRICAS UNTELS IntroduciccionRudyJesusCapaIlizarbeBelum ada peringkat
- Catálogo de CuentasDokumen8 halamanCatálogo de CuentasNicolle GonzálezBelum ada peringkat
- Distribucion de Planta - Practica Calificada 20191ADokumen5 halamanDistribucion de Planta - Practica Calificada 20191AKevin VidalBelum ada peringkat
- Reseña Libro - DX Por Pulso - Una Guía ClínicaDokumen1 halamanReseña Libro - DX Por Pulso - Una Guía ClínicaDessirhe LaraBelum ada peringkat
- Ejemplo de Planeación de Auditoría de SistemasDokumen30 halamanEjemplo de Planeación de Auditoría de SistemasEstuardo GarozBelum ada peringkat
- Guia Del GremioDokumen9 halamanGuia Del GremioHéctor Rodríguez AntúnezBelum ada peringkat
- Clase 3 Numerologia SirianaDokumen40 halamanClase 3 Numerologia SirianaKaro PincheiraBelum ada peringkat
- Control Dee Gestion Petrolera ExamenDokumen5 halamanControl Dee Gestion Petrolera ExamenCLEMAR PINEDABelum ada peringkat
- ¿Cuántos Géneros Musicales Existen Tipos de Música. Estilos MusicalesDokumen40 halaman¿Cuántos Géneros Musicales Existen Tipos de Música. Estilos MusicalesEnrique Salazar AliagaBelum ada peringkat
- Sociedad del Conocimiento y Contextos Educativos RuralesDokumen14 halamanSociedad del Conocimiento y Contextos Educativos RuralesKellys Johana Villarreal Burgos100% (1)
- 08 Liahona Agosto 1981Dokumen161 halaman08 Liahona Agosto 1981Franco GuillenBelum ada peringkat
- Inmunodeficiencia Variable ComúnDokumen1 halamanInmunodeficiencia Variable ComúnPaola RochaBelum ada peringkat
- Taller Reproductor 2018Dokumen12 halamanTaller Reproductor 2018Alejandra RendónBelum ada peringkat
- Actividad Fase 3 Grupo 1 CriptografiaDokumen6 halamanActividad Fase 3 Grupo 1 CriptografiajhhenaorBelum ada peringkat
- Impacto AmbientalDokumen10 halamanImpacto AmbientalArturo NanfuñayBelum ada peringkat
- CRBC-PRD-005 Excavacion - No.clasific.p'.estructurasDokumen8 halamanCRBC-PRD-005 Excavacion - No.clasific.p'.estructurasfreddyBelum ada peringkat