International Journal of Electronics, Communication & Instrumentation Engineering Research and Development (IJECIERD) ISSN(P): 2249-684X; ISSN(E): 2249-7951
Vol. 4, Issue 1, Feb 2014, 115-122 TJPRC Pvt. Ltd.
ANY TIME FOOD PROCESSING MACHINE
N DINESH KUMAR1, CHINTAM V B ADITYA KUMAR2, M JAYAPRAKASH3 & V NAVEEN REDDY4
1
Head & Associate Professor, Electronics & Instrumentation Engineering, Vignan Institute of Technology & Science, Deshmukhi, Andhra Pradesh, India
2
Assistant Professor, Electronics & Instrumentation Engineering, Vignan Institute of Technology & Science, Deshmukhi, Andhra Pradesh, India
3,4
UG Student, Electronics & Instrumentation Engineering, Vignan Institute of Technology & Science, Deshmukhi, Andhra Pradesh, India
ABSTRACT
The production of high quality and hygienic products is given first priority in the food processing industry. This paper was taken up with a view to improve the hygienic constraints of the present system of food process. The design is implemented using the concepts of Low cost Automation (LCA). LCA greatly reduces the need for human sensory and mental requirements. The aim of this project is automating the processing food in the industry that still using manual system. This project describes a design and Implementation of Automation Controller using Electro pneumatic and PLC for food processing. The proposed model system is designed based of the usage of pneumatic, electro pneumatic and Programmable Logic Controller (PLC). Automation machine can gives more advantages to the industry such as it can improve quality and accuracy of the product, increase productivity and also tremendous amounts of power and energy which humans do not possess will be decrease by using automatic machines like electro-pneumatic and PLC. This system can be applied in industries that are developed to automatic system.
KEYWORDS: Corn & Juice Extraction, Ladder Network, LCA, PLC, Step, 7 INTRODUCTION
In the recent past, Automation techniques have become one of the effective strategies in the modern manufacturing process. Most of the manual operations involved in the production are being automated to get multifarious benefits. The existing systems are to be automated to get preciseness and accuracy in their operations. A better controller always enhances the quality in its operations & throughput. When a particular item is selected from the menu, it has to check the coin count and then it has follow the correct timing and sequence in extracting them. Monitoring the level while extracting the juice and corn is of very important. nd coin count required at correct timing and sequence has to be maintained and any error in the above things can make the difference in the quality. The PLC strategy implementation for a control task closely follows the development of an algorithm.
DESIGN OBJECTIVE
The main objective of this paper is to increase the throughput in hygienic conditions with minimum labour. Juice & corn extraction can be altered according to the requirements at any time. Present Conventional Method The present method of juice & corn extraction is manual & semi automatic and time taking process with least hygienic values and low precession and a costly affair.
116
N Dinesh Kumar, Chintam V B Aditya Kumar, M Jayaprakash & V Naveen Reddy
Proposed Method The whole unit is divided into two sub-units juice extraction unit and corn extraction unit. After verifying the conditions for the money input and the menu selection the working of the sub-unit starts. Juice Extraction Unit If the fruits are present in container then the actuator retracts allowing the fruits in to the crusher section. Then actuator moves in the forward direction and applying pressure on the fruits and motor runs which results in juice extraction from one side and waste from another side. Corn Extraction Unit Here induction coils are used to maintain the corn in boiled state, the sensor checks the temperature and if it drops then coils are ON if item is more than preset range it OFF the coils which results in power saving. When another sensor senses a signal indicating the presence of the corn in it then the actuator retracts letting the corn to fill the mesh compartment, after it is filled it gets off. The PLC strategy implementations for a control task closely follow the development of an algorithm and produce the solution in a finite number of steps. Figure-1 presents the block diagram of the proposed method.
Figure 1: Block Diagram
HARDWARE AND SOFTWARE
After deciding the efficient sequence of operations for suggested method, the appropriate actuators and sensors are chosen. All the sensors, actuators and other apparatus required for the connections have been taken for the simulation of input/output modules of PLC. By giving the power supply to the PLC, the program is transferred from computer to PLC after final verification by using step-7 software. Hardware The hardware used in the process are broadly classified into following categories: DC Motors, Pneumatic Cylinders/Actuators, Sensors, induction coils, Relays, PLC Trainer Design Specifications Front Panel: The front panel of the design is shown in the figure 2. It contains different switches which an user can select. The panel also shows power options like solar or general power that can be utilized by the machine.
Any Time Food Processing Machine
117
Figure 2: Interface Panel Design Corn Unit Design: The internal structure of the corn unit is shown in the figure 3.
Figure 3: Corn Unit Juice Crushing Unit Design: The process of the juice crushing unit is shown in the figure 4.
Figure 4: Juice Crushing Unit
PLC INPUT & OUTPUT SPECIFICATIONS
Inputs & outputs used in PLC for the proposed design are listed in table 1 & 2. Table 1: I/O Specifications for Juice Module Inputs START BUTTON(S/B) SCOIN RESET BUTTON 1 BUTTON 2 BUTTON 11 BUTTON 12 SJ1 SJ2 Outputs A1 A2 I 124.0 I124.1 I124.2 I124.3 I 124.4 I124.5 I124.6 I124.7 I125.0 Q124.0 Q124.4
118
N Dinesh Kumar, Chintam V B Aditya Kumar, M Jayaprakash & V Naveen Reddy
Table 1: Contd., M1 Q124.5 A3 Q124.6 SC Q124.7 Table 2: I/O Specifications for Corn Module Inputs START BUTTON(S/B) SCOIN RESET BUTTON 1 BUTTON 2 BUTTON 11 BUTTON 12 SCORN SIND Outputs C,D C,D INDUCTION COILS Algorithm & Flow Chart Start the process (Switch ON the Start button). Check the initial conditions o o o o All the motors OFF Actuators A, C, D in (forward position), actuator B in retract position. Induction coils on. Indicators working(LEDs) I 124.0 I124.1 I124.2 I124.3 I 124.4 I124.5 I124.6 I124.7 I125.0 Q124.0 Q124.4 Q124.5
Insert the coins through the slot provided in panel. If the coins are inserted then activate the buttons B1, B2, choose any one. If B1 is chosen activate buttons cool or General (B11, B12). If B11 is chosen then check weather fruits are present in the container are not (Sj1) then if yes on the actuator A if no return to before step.
Move 2 fruits (SJ2 senses) in to the crusher unit then Off Actuator A, ON Actuator B, Motor M simultaneously. If Sensor Sj3(present in the storage unit) senses a signal then off B,M and on the submergible pump and output is collected at collection point .
If B12 is chosen repeat the steps 6, 7, 8 and ON the super cooler present over the output pipe. If B2 (corn) is chosen sense weather corn is present or not using Scorn sensor if yes on the actuator C. With required time delay of the manufacturers choice OFF the actuator C and On the actuator D and output is collected in the Collection point, after the collection of the output D is resetted.
Auto reset the whole process
Any Time Food Processing Machine
119
Flow chart showing all the steps above is shown in the figure 5.
Figure 5: Flow Chart Software In order to program the Siemens PLC-control series S7-300 and S7-400 efficiently and comfortably the software S7 (Step 7) for Windows can be used. The complete S7 instruction set is implemented in Ladder Diagram (LAD).
SIMULATION MODEL SIMULATION MODEL FOR CORN
120
N Dinesh Kumar, Chintam V B Aditya Kumar, M Jayaprakash & V Naveen Reddy
SIMULATION MODEL FOR JUICE
The results are shown below using ladder diagrams.
Any Time Food Processing Machine
121
In the laboratory setup, it has been observed whether the PLC is transferring the correct signals to actuate the cylinders in desired sequential order.
COST ANALYSIS
This analysis gives the estimation of total cost required for the whole unit setup. The costs of various elements used in our project were taken from FESTO SYSTEMS Pvt Ltd., a manufacturing and distributing company. While arriving at payback period, case analysis of small scale restaurant is considered for profit and expenditure financial figures. Estimated Cost The costs of various elements used in our project were taken into consideration before arriving at an estimated cost of the unit. Table 3 gives an estimated Cost (excluding PLC) for the implementation of the complete setup. Table 3: Cost Estimation Component Name Double acting cylinder 3/2 single solenoid valve Sensors PLC Air compressor Air filter regulator Connecting pipes, wires Fabrication Driver motor Induction coils On/off valves Submergible pump push buttons, LEDS Solar Panel TOTAL Estimated Recovery Period Total Investment (Without Taxes) = Rs.95,950 + 1,00,000 (PLC Cost) Amount saved on Labor per Month = Rs 1,000*30 = Rs. 30, 000 Total Expenditure per Month on Electrical charges and Maintenance = Rs.30,000 Total profit per month assuming a business of Rs. 2,000 per day = Rs.60,000 (in manual operated process) Total profit per month assuming same amount of business of Rs. 2,000 per day (in automated operated process) = Amount saved on Labor per Month = 30,000 = Rs.30,000 + Total profit per month assuming a business of Rs. 2,000 per day (in manual operated process) No. of Pieces 4 4 7 1 1 1 Misc Misc 1 2 4 1 1 1 Price Per Piece 1900 1200 450 45000 10000 1400 2000 5000 3000 1500 500 500 500 10000 Total Price 7600 4800 3150 45000 10000 1400 2000 5000 3000 3000 2000 500 500 10000 Rs. 95,950.00
122
N Dinesh Kumar, Chintam V B Aditya Kumar, M Jayaprakash & V Naveen Reddy
= Rs. 90,000 Depreciation factor (D.F) = 0.15 Pay Back Period = Total Investment / (Net Profit X (1-D.F)) = 2.56 = 3 Months (approx)
CONCLUSIONS
The experimental results shown and tested are as per the basic requirements of any food industry. A sequence for the given operation has been performed by using pneumatic drives as per the developed circuit. The main consideration is recovery of invested capital. The application of LCA, particularly in small scale industries with the usage of simple devices like pneumatic and hydraulic actuators with electrical control to the existing conventional methods will make the automation at low cost to yield higher productivity for stability and growth of economy of the nation.
ACKNOWLEDGEMENTS
This is an acknowledgement of the intensive drive and technical competence of many individuals who have contributed to the success of the project. We specially thank Shri Krishna Swamy, Director - Central Institute of Tool Design, Balanagar, Hyderabad for permitting us to carry out the project work and allowing us to utilize the equipment and software to obtain the expected results.
REFERENCES
1. N Dinesh Kumar, Chintam V B Aditya Kumar, E Swetha, P Anirudh Srinivas, Automated Universal Hygienic Food Processing Machine, International Journal of Electronics, Communication & Instrumentation Engineering Research and Development (IJECIERD), Vol. 4, Issue 1, Feb-2014, 19-26. 2. 3. John W Webb, Ronald A Reis, 2002, PLC Principles and Applications, Prentice Halls, Chap 5, 9 & 28 Henry Ward Beecher, 2nd Edition Introduction to PLC Programming and Implementation from Relay logic to PLC Logic Industrial text & Video, Chap 9 & 13 4. 5. Hugh Jack, 2005, Automating Manufacturing Systems with PLCs, Chap 3, 4, 5, 9 & 24.
N Dinesh Kumar, Chintam V B Aditya Kumar and B Alekya, Sorting of material based on Height and Width using Automation Journal of Instrument Society of India, IISC Bangalore., Vol. 41, no.2, Sep. 2011.
6.
Nasita Binti Ibrahim, Apr, 2006, Implementation of automation controller using Electropneumatic & PLC for food processing, B.Tech Thesis KUKT, Malaysia.
Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- 2 33 1641272961 1ijsmmrdjun20221Dokumen16 halaman2 33 1641272961 1ijsmmrdjun20221TJPRC PublicationsBelum ada peringkat
- Flame Retardant Textiles For Electric Arc Flash Hazards: A ReviewDokumen18 halamanFlame Retardant Textiles For Electric Arc Flash Hazards: A ReviewTJPRC PublicationsBelum ada peringkat
- 2 29 1645708157 2ijtftjun20222Dokumen8 halaman2 29 1645708157 2ijtftjun20222TJPRC PublicationsBelum ada peringkat
- Baluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaDokumen14 halamanBaluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaTJPRC PublicationsBelum ada peringkat
- Development and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateDokumen10 halamanDevelopment and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateTJPRC PublicationsBelum ada peringkat
- Comparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanDokumen8 halamanComparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanTJPRC PublicationsBelum ada peringkat
- Using Nanoclay To Manufacture Engineered Wood Products-A ReviewDokumen14 halamanUsing Nanoclay To Manufacture Engineered Wood Products-A ReviewTJPRC PublicationsBelum ada peringkat
- 2 52 1649841354 2ijpslirjun20222Dokumen12 halaman2 52 1649841354 2ijpslirjun20222TJPRC PublicationsBelum ada peringkat
- 2 4 1644229496 Ijrrdjun20221Dokumen10 halaman2 4 1644229496 Ijrrdjun20221TJPRC PublicationsBelum ada peringkat
- 2 31 1648794068 1ijpptjun20221Dokumen8 halaman2 31 1648794068 1ijpptjun20221TJPRC PublicationsBelum ada peringkat
- 2 52 1642055366 1ijpslirjun20221Dokumen4 halaman2 52 1642055366 1ijpslirjun20221TJPRC PublicationsBelum ada peringkat
- Analysis of Bolted-Flange Joint Using Finite Element MethodDokumen12 halamanAnalysis of Bolted-Flange Joint Using Finite Element MethodTJPRC PublicationsBelum ada peringkat
- The Conundrum of India-China Relationship During Modi - Xi Jinping EraDokumen8 halamanThe Conundrum of India-China Relationship During Modi - Xi Jinping EraTJPRC PublicationsBelum ada peringkat
- 2 44 1653632649 1ijprjun20221Dokumen20 halaman2 44 1653632649 1ijprjun20221TJPRC PublicationsBelum ada peringkat
- Effectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewDokumen14 halamanEffectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewTJPRC PublicationsBelum ada peringkat
- 2 51 1651909513 9ijmpsjun202209Dokumen8 halaman2 51 1651909513 9ijmpsjun202209TJPRC PublicationsBelum ada peringkat
- 2 51 1656420123 1ijmpsdec20221Dokumen4 halaman2 51 1656420123 1ijmpsdec20221TJPRC PublicationsBelum ada peringkat
- 2 51 1647598330 5ijmpsjun202205Dokumen10 halaman2 51 1647598330 5ijmpsjun202205TJPRC PublicationsBelum ada peringkat
- An Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaDokumen10 halamanAn Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaTJPRC PublicationsBelum ada peringkat
- Dr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahDokumen12 halamanDr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahTJPRC PublicationsBelum ada peringkat
- A Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)Dokumen8 halamanA Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)TJPRC PublicationsBelum ada peringkat
- Vitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019Dokumen16 halamanVitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019TJPRC PublicationsBelum ada peringkat
- Effect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementDokumen8 halamanEffect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementTJPRC PublicationsBelum ada peringkat
- Covid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangDokumen8 halamanCovid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangTJPRC PublicationsBelum ada peringkat
- Self-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsDokumen8 halamanSelf-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsTJPRC PublicationsBelum ada peringkat
- 2 67 1648211383 1ijmperdapr202201Dokumen8 halaman2 67 1648211383 1ijmperdapr202201TJPRC PublicationsBelum ada peringkat
- 2 67 1653022679 1ijmperdjun202201Dokumen12 halaman2 67 1653022679 1ijmperdjun202201TJPRC PublicationsBelum ada peringkat
- Numerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingDokumen18 halamanNumerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingTJPRC PublicationsBelum ada peringkat
- 2 67 1645871199 9ijmperdfeb202209Dokumen8 halaman2 67 1645871199 9ijmperdfeb202209TJPRC PublicationsBelum ada peringkat
- 2 67 1645017386 8ijmperdfeb202208Dokumen6 halaman2 67 1645017386 8ijmperdfeb202208TJPRC PublicationsBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- E10.unit 3 - Getting StartedDokumen2 halamanE10.unit 3 - Getting Started27. Nguyễn Phương LinhBelum ada peringkat
- Research Article: Dynamic Modelling of A Solar Water Pumping System With Energy StorageDokumen13 halamanResearch Article: Dynamic Modelling of A Solar Water Pumping System With Energy Storagehabtamu melsewBelum ada peringkat
- Genstat Release 10.3de (Pc/Windows 7) 28 May 2012 06:35:59Dokumen6 halamanGenstat Release 10.3de (Pc/Windows 7) 28 May 2012 06:35:59Anna Nur HidayatiBelum ada peringkat
- Takeover Strategies and DefencesDokumen20 halamanTakeover Strategies and DefencesJithu JoseBelum ada peringkat
- Reverse LogisticsDokumen37 halamanReverse Logisticsblogdogunleashed100% (7)
- (Guide) Supercharger V6 For Everyone, Make Your Phone Faster - Xda-DevelopersDokumen7 halaman(Guide) Supercharger V6 For Everyone, Make Your Phone Faster - Xda-Developersmantubabu6374Belum ada peringkat
- Luigi Cherubini Requiem in C MinorDokumen8 halamanLuigi Cherubini Requiem in C MinorBen RutjesBelum ada peringkat
- Role of Quick Response To Supply ChainDokumen15 halamanRole of Quick Response To Supply ChainSanuwar RashidBelum ada peringkat
- 20171025141013chapter-3 Chi-Square-Test PDFDokumen28 halaman20171025141013chapter-3 Chi-Square-Test PDFNajwa WawaBelum ada peringkat
- Bangalore Escorts Services - Riya ShettyDokumen11 halamanBangalore Escorts Services - Riya ShettyRiya ShettyBelum ada peringkat
- AOCS Ca 12-55 - 2009 - Phosphorus PDFDokumen2 halamanAOCS Ca 12-55 - 2009 - Phosphorus PDFGeorgianaBelum ada peringkat
- NS1 UserManual EN V1.2Dokumen31 halamanNS1 UserManual EN V1.2T5 TecnologiaBelum ada peringkat
- Toeic VocabularyDokumen10 halamanToeic VocabularyBrian Niblo80% (5)
- Form IEPF 2 - 2012 2013FDokumen2.350 halamanForm IEPF 2 - 2012 2013FYam ServínBelum ada peringkat
- Belimo ARB24-SR Datasheet En-UsDokumen2 halamanBelimo ARB24-SR Datasheet En-Usian_gushepiBelum ada peringkat
- The Division 2 - Guide To Highest Possible Weapon Damage PvE BuildDokumen18 halamanThe Division 2 - Guide To Highest Possible Weapon Damage PvE BuildJjjjBelum ada peringkat
- Understand Fox Behaviour - Discover WildlifeDokumen1 halamanUnderstand Fox Behaviour - Discover WildlifeChris V.Belum ada peringkat
- MSC 200Dokumen18 halamanMSC 200Amit KumarBelum ada peringkat
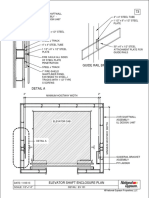
- Guide Rail Bracket AssemblyDokumen1 halamanGuide Rail Bracket AssemblyPrasanth VarrierBelum ada peringkat
- Merchant Accounts Are Bank Accounts That Allow Your Business To Accept Card Payments From CustomersDokumen43 halamanMerchant Accounts Are Bank Accounts That Allow Your Business To Accept Card Payments From CustomersRohit Kumar Baghel100% (1)
- Law MCQ 25Dokumen3 halamanLaw MCQ 25nonoBelum ada peringkat
- 11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004Dokumen7 halaman11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004afzal taiBelum ada peringkat
- Applications of Remote Sensing and Gis For UrbanDokumen47 halamanApplications of Remote Sensing and Gis For UrbanKashan Ali KhanBelum ada peringkat
- Chapter 1Dokumen20 halamanChapter 1Li YuBelum ada peringkat
- Haematology Test Name Results Biological Reference Interval Units Specimen Test Method CBC - Complete Blood CountDokumen8 halamanHaematology Test Name Results Biological Reference Interval Units Specimen Test Method CBC - Complete Blood CountArun DheekshahBelum ada peringkat
- Read The Text and Answer The QuestionsDokumen5 halamanRead The Text and Answer The QuestionsDanny RuedaBelum ada peringkat
- Veris Case StudyDokumen2 halamanVeris Case StudyPankaj GargBelum ada peringkat
- Lite Indicator Admin ManualDokumen16 halamanLite Indicator Admin Manualprabakar070Belum ada peringkat
- Cpar Final Written Exam 1Dokumen3 halamanCpar Final Written Exam 1Jeden RubiaBelum ada peringkat
- (Walter Podolny, JR., John B. Scalzi) Construction PDFDokumen354 halaman(Walter Podolny, JR., John B. Scalzi) Construction PDFJuan Carlos CastroBelum ada peringkat