Steel Wire Ropes for Cranes
Problems and Solutions
Steel Wire Ropes for Cranes
Problems and Solutions
1 The steel wire rope a multiple-redundant machine element
2 Problem: Local concentrations of wire breaks
3 Problem: Internal wire breaks
3.1 Problem: Internal wire breaks in a 6-strand rope with steel core
3.2 Solution: 8-strand ropes with an internal plastic layer
4 Problem: Internal wire breaks in conventional rotation-resistant ropes
4.1 Intermezzo: Rotation resistant wire ropes
4.2 Solution: Rotation-resistant special wire ropes with compacted
rope core and compacted outer strands
5 Electro-magnetic wire rope testing
6 Problem: Corrosion of steel wire ropes
6.1 Solution 1: Galvanized wires and plastic-coated rope cores
6.2 Solution 2: Relubrication at regular intervals
7 Problem: Unsatisfactory wire rope fatigue life
7.1 Solution 1: Use wire ropes with a higher fatigue resistance.
7.2 Solution 2: Optimize your rope diameter
7.3 Solution 3: Optimize your sheave diameter
7.4 Solution 4: Avoid unnecessary bending fatigue
7.5 Solution 5: Optimize wire rope tension-tension fatigue by reducing
the rope diameter.
8 Problem: Loose strands and birdcages
8.1 Solution 1: Wire rope lubrication
8.2 Solution 2: Steel sheaves instead of plastic sheaves
8.3 Solution 3: Sheaves with wider grooves
8.4 Solution 4: Use steel wire ropes with an internal plastic layer.
8.5 Solution 5: Avoid tight sheaves.
9 Problem: Drum crushing
9.1 Solution 1: Grooved drums and Lebus spooling
9.2 Solution 2: Wire ropes in Langs lay execution with compacted outer
strands
10 Problem: Good wire ropes are expensive.
10.1 Solution: Think about the overall costs!
by Dipl.-Ing. Roland Verreet
2
4
5
6
6
8
11
12
12
13
14
14
15
15
16
19
19
20
22
24
25
25
27
27
27
27
27
28
29
1
1 The steel wire rope a multiple-redundant machine element
Imagine the following situation: An inspector has examined the hoist rope of an
offshore crane and he has found 10,000 wire breaks. He insists that the rope is still in
good working condition. Could this be true?
Before wire ropes were invented in 1834, chains were the most common lifting
means. They have, however, one essential disadvantage: Chains are linear arrange-
ments of load bearing elements. If only one chain link fails, the whole system will fail
(Fig. 1).
Steel wire ropes, on the other hand, are parallel arrangements of load bearing ele-
ments. If one rope element fails, the breaking strength of the wire rope is reduced
only locally, and usually by less than 1% (Fig. 2).
Wire ropes are multiple redundant systems of load bearing elements. In a redundant
system every element which is necessary for the proper functioning of the system
exists at least twice. For example, some of the parts of our human body are redundant:
If we lose the eyesight on one eye, we can still see. And if we lose the hearing on one
ear, we can still hear. If in a wire rope one wire fails, there are still about 250 other
wires to carry the load.
Fig. 1: The chain. The break of one ele-
ment leads to the failure of the
whole system.
Fig. 2: The steel wire rope. The break of
one element has hardly any effect.
2
But what will happen if during the service life of the rope more and more of these
wires fail? If we have lost the eyesight on both eyes, we can no longer see. And if we
have lost the hearing on both ears, we can no longer hear. Therefore, should not also
the wire rope fail if every single one of its 250 wires is broken?
No. It sounds incredible, but a wire rope can still be in good condition even if every
single one of its wires is broken 200 times!
Figure 3 shows a schematic arrangement of the 250 wires making up a wire rope (for
space reasons, only 30 wires are displayed). Along the rope length, every single one
of the 250 wires is broken once. Each wire break, however, merely represents a local
reduction of the ropes breaking strength. A few millimeters away from the location
of the break the broken wire will again bear its full share of the load.
If we have a very uniform distribution of the wire breaks along the rope length so that
in every short piece of rope only one wire break can be found, the breaking strength
of every single one of these sections is weakened by less than one percent only. In a
pull test this wire rope might achieve its full catalogue breaking strength even though
every single one of its elements is broken!
Still, there must be rules about how many broken wires per rope length unit can be
tolerated. The discard number of wire breaks is defined in the applicable national or
99
100
B
r
e
a
k
i
n
g
s
t
r
e
n
g
t
h
[
%
]
Fig. 3: Each wire break only leads to a local reduction of the ropes breaking strength.
3
international standards and in the rules of the classification societies as a permissible
number of wire breaks per multiple of the wire rope diameter, e. g. per 6 x rope
diameter (one rope lay length) or per 30 x rope diameter (5 rope lay lengths).
Our inspector has found 10,000 wire breaks, but the discard number was not reached in
any single rope section of a length of 6 x d or 30 x d. So he was perfectly right in his
decision to keep the rope in service.
This example shows that under normal conditions a wire rope is a very safe and
reliable machine element.
2 Problem: Local concentrations of wire breaks
A few days later our inspector comes back from examining the hoist rope of a sister
crane. He has found only 15 wire breaks, but he insists on discarding the wire rope.
After allowing 10,000 wire breaks on the first crane, this sounds a bit strange. Could
the inspector be wrong this time?
If the wire breaks are concentrated in a very short section of the rope (Fig. 4), e. g. as
a consequence of a misuse or because of a local mechanical damage, the reductions in
breaking strength will add up to a critical value, and the rope must be discarded.
Although 500m of the rope are as good as new, it must be discarded because 5cm are
in a bad state.
Wire ropes with a local concentration of wire breaks are unsafe. Our inspector's
decision to discard the rope is correct.
Fig. 4: A local concentration of wire breaks
4
3 Problem: Internal wire breaks
The hoist rope of a third crane of the same design does not show a single wire break.
After examining the rope, our inspector insists that it must be discarded. Why?
Fig. 5: Only about 20% of the metallic cross-section of the wire rope can be in-
spected visually.
During a visual rope examination, only the condition of the visible parts of outer
wires can be evaluated. The metallic cross-section of the outer wires, however, only
represents about 40% of the metallic cross-section of a rope, and only about half of
the length of these outer wires is visible (Fig. 5). This means that during a visual rope
inspection we can only examine the condition of 20% of the metallic cross-section of
the rope and we can only hope that the other 80% are in as good a condition.
Visual Rope Inspection:
20% Evidence 80% Hope
Quite often, however, the visible 20% of the cross-section look good, while a great
number of wire breaks are concealed in the invisible part of the rope. Wire ropes with
internal wire breaks and no external sign of damage are extremely dangerous.
5
3.1 Problem: Internal wire breaks in a 6 - strand rope with steel core
During the examination of a wire rope 6x36 Warrington-Seale with a steel core (Fig. 6)
no outer wire breaks could be found. After bending the rope by hand, however, it was
obvious that every single outer wire was broken inside the rope (Fig. 7).
The contact conditions between the steel core and the outer strands are charac-terized
by very high local contact stresses (Fig. 8). Therefore the outer wires of the rope can
break at their points of contact with the steel core. The free length of the broken wires
in Fig. 7 clearly shows that this is the case here.
3.2 Solution: 8-strand ropes with an internal plastic layer
Figure 9 shows the cross-section of an 8-strand rope with a plastic layer between the
steel core and the outer strands (Casar Turboplast). The plastic layer does not only seal
in the rope lubricant and protect the core against the corrosive environment, it also
prevents metal-to-metal contact between the two strand layers and so reduces the
contact pressures between the steel core and the outer strands (Fig. 10). The plastic
layer therefore successfully helps prevent internal wire breaks.
Fig. 7: Numerous wire breaks at the points of contact between the steel core and the
outer strands
6
Fig. 6: Wire rope with steel core (6x36
Warrington-Seale IWRC)
Fig. 10:The plastic layer acts like a
cushion. It reduces the contact stresses
between the steel core and the outer
strands and helps prevent internal wire
breaks (Casar Turboplast).
Fig. 8: Very high local contact stresses
between the steel core and the
outer strands (6x36 Warrington-
Seale IWRC)
Fig. 9: 8-strand rope with a plastic layer
between the steel core and the
outer strands (Casar Turboplast)
7
4 Problem: Internal wire breaks in conventional rotation-resistant ropes
In rotation-resistant ropes, the core is closed in the opposite direction to the outer
strands. Therefore rotation-resistant ropes are even more prone to internal wire breaks
than 6- and 8-strand ropes.
Fig. 11 shows the cross-section of a rotation-resistant hoist rope 36x7. Fig. 12 shows
the external surface of such a rope after a few months of service. Externally, the wire
rope does not show a single wire break.
After removing the layer of outer strands, many wire breaks appear on the rope core
at the cross-over points between the two strand layers (Fig. 13). After removing the
second strand layer, the innermost layer also shows a high concentration of wire
breaks (Fig. 14).
Fig. 12:
Wire rope 36x7 after a few months of
service. Externally, the wire rope
does not show a single wire break.
Fig. 13:
After removing the layer of outer
strands, many wire breaks are vis-
ible on the rope core at the cross-
over points between the two strand
layers.
Fig. 14:
The innermost layer also shows a
high concentration of wire breaks.
8
Fig. 11: Rotation-resistant hoist rope
(36x7)
Fig. 15: Semi- rotation-resistant hoist
rope (18x7)
Fig. 16: Due to their longer lever arms the outer strands have an advantage.
Outside Inside
9
Fig. 17: In an 18x7 rope the metallic cross-section of the outer strands is twice
that of the rope core.
Fig. 18: An equilibrium is achieved because the athletes on the inside with the
short lever arm outnumber those on the outside with the long lever arm.
Outside Inside
Outside Inside
10
4.1 Intermezzo: Rotation resistant wire ropes
If you use 18x7 ropes (Fig. 15), 18x19 ropes or one of their compacted variations as
hoist ropes on your cranes, dont tell your insurance company!
Ropes of these designs have a built-in defect, as is shown by the following example:
Two teams are trying to push a turnstile in opposite directions. The competition is not
exactly fair because the one team pushes the turnstile at the end of its bars and thus
benefits from the considerably longer lever arm, whilst their opponents are pushing it
near the centre (Fig. 16).
If those pushing the turnstile near the centre do not stand a chance when the number
of their competitors is equal, how much harder must it be for them when they are
outnumbered by twice as many pushers at the outer end of the bars (Fig. 17)?
This is exactly what happens in 18x7 or 18x19 ropes and their numerous variations.
These constructions contain six inner strands which must compete with twelve outer
strands of the same diameter, and with lever arms twice as long. Ropes of that design
can only be reasonably rotation-resistant if the inner strands are hopelessly over-
loaded!
In other words: In these rope constructions, the core will always be overloaded. It
will, therefore, deteriorate at a much faster rate than the outer strands. The internal
wire breaks are built-in by design.
Fig. 18 shows how stability should be achieved: The athletes on the inside with the
short lever arm should outnumber those on the outside with the long lever arm!
And this is exactly how good rotation-resistant ropes achieve stability without overload-
ing the rope core: The metallic cross-section of their core is considerably greater than
the metallic cross-section of the outer strands.
Rotation-resistant ropes must have more metal in the core than in the outer strands!
Fig. 19: 40-strand rotation-resistant hoist rope with compacted outer strands and a
compacted wire rope core (Casar Eurolift)
11
4.2 Solution: Rotation-resistant special wire ropes with compacted
rope core and compacted outer strands
Fig. 19 shows the cross-section of a 40-strand rotation-resistant hoist rope with a
compacted wire rope core and compacted outer strands (Casar Eurolift). Compacting
the core as a whole leads to higher breaking strength and to higher rotation resistance
of the rope. In addition, the enlarged bearing surface of the smoothened core leads to
a considerable reduction of contact pressures between the steel core and the com-
pacted and smoothened outer strands (Fig. 20) and thus reduces the danger of internal
wire breaks.
Rotation-resistant wire ropes such as Casar Eurolift should preferably be operated with
an open swivel.
Fig. 20: The enlarged bearing surfaces of the smoothened steel core lead to a con-
siderable reduction of contact pressures between the steel core and the com-
pacted and smoothened outer strands and so reduce the danger of internal
wire breaks.
5 Electro-magnetic wire rope testing
It should also be noted here that internal wire breaks can be detected by electro-
magnetic wire rope testing instruments. The tests can either be carried out by quali-
fied personnel of the company operating the crane (Fig. 21) or by independent com-
panies providing this service.
12
6 Problem: Corrosion of steel wire ropes
The total surface of all the wires making up a wire rope is about 16 times as big as the
surface of a single steel bar of a comparable metallic cross-section (Fig. 22). This
means that if no precautions are taken, in a corrosive environment a steel wire rope
will corrode about 16 times as fast as a steel bar.
Fig. 22: The total surface of all wires making up a wire rope is about 16 times as big
as the surface of a single steel bar with a comparable metallic cross-section.
Fig. 21: Electro-magnetic rope testing under load
17,32 15,81 14,14 12,25 10,00 1,00
R
o
p
e
1
0
0
w
i
r
e
s
R
o
p
e
1
5
0
w
i
r
e
s
R
o
p
e
2
0
0
w
i
r
e
s
R
o
p
e
2
5
0
w
i
r
e
s
R
o
p
e
3
0
0
w
i
r
e
s
S
t
e
e
l
b
a
r
13
6.1 Solution 1: Galvanized wires and plastic-coated rope cores
Steel wire ropes for use in corrosive environment should be made of galvanized
wires. Even if the zinc coating is locally abraded, the uncovered wire zones will be
protected by the zinc on the neighbouring wires (cathodic protection).
The rope core should, in addition, be plastic-coated. The plastic coating will hold the
lubricant inside the core and keep out corrosive elements.
6.2 Solution 2: Relubrication at regular intervals
The rope wires will lose more and more of their zinc coating during service. In
addition, more and more of the lubricant will be lost. In order to reduce the friction
between the rope elements and to protect the wire surfaces against corrosive environ-
ment, the ropes should be relubricated during service at regular intervals. Fig. 23
shows different methods of relubricating steel wire ropes.
Fig. 23: Different methods of relubricating steel wire ropes
14
7 Problem: Unsatisfactory wire rope fatigue life
Running wire ropes on cranes are subjected to bending fatigue and tension-tension
fatigue. Sometimes the service life of the ropes is unsatisfactory.
7.1 Solution 1: Use wire ropes with a higher fatigue resistance.
Wire ropes of different designs have different levels of fatigue resistance. Because of
their greater number of elements resulting in lower bending stresses and their
greater number of contact points in the sheaves resulting in lower bearing pressures
8-strand ropes are far more resistant to bending fatigue than 6-strand ropes (Fig. 24).
Wire ropes with compacted outer strands (Fig. 25) have a greater metallic cross-
section than ropes made of conventional strands and therefore work under a lower
specific line pull. They also have much more favourable contact conditions with the
sheave than ropes with conventional outer strands (Fig. 26). Therefore ropes with
compacted outer strands normally have a greater fatigue resistance than wire ropes
with conventional outer strands.
Wire ropes with a plastic layer between the steel core and the outer strands are not
only far more resistant to bending fatigue than comparable ropes without a plastic
layer, they also show a far better tension-tension fatigue resistance. Under shock-
loads, the plastic layer acts like a shock absorber, reducing the peak tensions in the
wires.
As the shock-loads are usually introduced into the crane structure via the steel wire
rope, this built-in shock absorber does not only increase the service life of the wire
rope, it also provides more favourable conditions for the other crane components.
Fig. 24: Because of their greater number of contact points in the sheaves resulting
in lower bearing pressures 8-strand ropes (e. g. Casar Stratoplast, right)
are far more resistant to bending fatigue than 6-strand ropes (left).
15
7.2 Solution 2: Optimize your rope diameter
Prof. Feyrer from the University of Stuttgart has developed a formula for predicting
wire rope service life:
The rope specific parameters b0 to b5 must be determined for every single rope design
in a great number of bending fatigue tests. These parameters have already been
determined for a great number of standard wire ropes and for Casar Special Wire
Ropes.
The author has written a program which calculates the wire rope bending fatigue
performance depending on the rope design, the nominal rope diameter, the sheave
diameter and the line pull. If the geometry and the working conditions of the crane are
known, the number of lifts until wire rope discard and wire rope break can be
predicted.
Even if the absolute number of bending cycles is of no interest, the program can be
used to compare the fatigue life of different designs.
One interesting option of the program is its ability to determine the optimal nominal
rope diameter. Fig. 27 shows the number of bending cycles until discard (lower
curve) and until break (upper curve) as a function of the nominal rope diameter for a
given rope construction, a line pull of 40,000N and a sheave diameter of 600mm.
A rope of a nominal diameter of 10mm will have to be discarded after only 50,000
bending cycles. The D/d-ratio of 60 is very favourable for the 10mm rope, but
lg N = bo + ( b1 + b4 lg
D
d
) ( lg
S do
2
d
2
So
0.4 lg
Ro
1770
) + b2 lg
D
d
+ b3 lg
d
do
+
1
b5 + lg
l
d
Fig. 25: Good contact conditions for
compacted outer strand
Fig. 26: Bad contact conditions for con-
ventional outer strands
16
obviously the line pull of 40,000N is much too high for a rope of such a small
diameter.
If the nominal rope diameter is doubled to 20mm, the number of bending cycles
increases to 340,000, almost 7 times the previous figure. The D/d-ratio has been
reduced to 30, but the metallic cross-section of the rope has increased by a factor of
4 and the specific line pull has been reduced accordingly. The 20mm rope can cope
much better with the line pull of 40,000N than the 10mm rope.
If the rope diameter is doubled again to 40mm, the number of bending cycles no
longer increases. The 40mm rope achieves 300,000 cycles, which is lower than the
result obtained by the 20mm rope. The 40mm rope has a metallic cross-section 16
times as large as the 10mm rope. It does not fatigue because of the line pull of
40,000N, but because of the unfavourable D/d-ratio of 15.
In the left part of the curves in Fig. 27 the wire ropes have favourable D/d-ratios.
They fail because of high specific line pulls.
In the right part of the curves the ropes have favourable specific line pulls. They fail
because of the high bending stresses resulting from low D/d-ratios.
Fig. 27: Number of bending cycles until discard (lower curve) and until break (upper
curve) as a function of the nominal rope diameter
Nominal rope diameter [ mm ]
N
u
m
b
e
r
o
f
b
e
n
d
i
n
g
c
y
c
l
e
s
[
]
10 50 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48
950000
0
900000
850000
800000
750000
700000
650000
600000
550000
500000
400000
450000
350000
300000
250000
200000
150000
100000
50000
1000000
17
In between the two zones we find the maximum of the fatigue life curve, where the
sum of the negative influences of the line pull and the bending stresses are minimal.
The rope diameter for which the number of cycles achieves a maximum is called the
optimal nominal rope diameter. In Fig. 27 the optimal nominal rope diameter is
27mm. For this rope diameter, an average number of cycles of 410,000 is achieved.
A crane designer should not choose a nominal rope diameter greater than the optimal
nominal rope diameter. He would only spend more money and get a shorter service
life in return. On the contrary, he should choose a nominal rope diameter slightly
smaller than the optimal nominal rope diameter: In our example (Fig. 27), for a nominal
rope diameter of 24mm almost the same service life is achieved as for a nominal rope
diameter of 27mm. The nominal rope diameter of 24mm, however, is 10% smaller
than the optimal nominal rope diameter. This means that for almost the same number
of bending cycles a much cheaper wire rope can be used. In addition, when using the
smaller rope diameter the width of the drum can be reduced tremendously, reducing
the overall costs even further.
The most economic nominal rope diameter is always slightly smaller than the optimal
nominal rope diameter, e.g. 90% of the optimal nominal rope diameter.
With steel structures, bigger always means longer-lasting. With wire ropes, often the
opposite is true.
Fig. 28: Number of cycles until discard (lower curve) and until break (upper curve)
as a function of the sheave diameter
Sheave diameter [ mm ]
N
u
m
b
e
r
o
f
b
e
n
d
i
n
g
c
y
c
l
e
s
[
]
300 350 400 450 500 550 600 650 700 750 800 850 900
4.0 Mio
3.5 Mio
3.0 Mio
2.5 Mio
2.0 Mio
1.5 Mio
1.0 Mio
0.5 Mio
0
18
7.3 Solution 3: Optimize your sheave diameter.
The service life of a wire rope can always be extended by increasing the sheave
diameters. The aforementioned program calculates by how much a sheave diameter
must be increased in order to obtain the desired result.
Fig. 28 shows the number of cycles until discard (lower curve) and until break (upper
curve) as a function of the sheave diameter. For a sheave diameter of 600mm, the
number of cycles until discard is 400,000. Increasing the sheave diameter, for exam-
ple, by 150mm (+25%) will increase the number of cycles to 900,000 (+125%).
7.4 Solution 4: Avoid unnecessary bending fatigue
Quite often, wire ropes are subjected to unnecessary bending fatigue. As an example,
the fatigue life of two wire ropes which are operated under the same conditions, but
with different crane blocks, is compared.
Fig. 29 shows a crane block with two small sheaves. During every lifting operation
the rope travelling through the block is subjected to two bending cycles.
Fig. 30 shows a crane block with only one lar ge sheave. During every lifting opera-
tion, the rope travelling through the block is subjected to only one bending cycle.
This fact alone would already double the wire rope service life. The sheave diameter,
however, is 2.5 times as big as in the first block, and the number of cycles which can
be achieved on this large diameter is 9 times as high as on the small sheave. Therefore
Fig. 29: Crane block with two small
sheaves
Fig. 30: Crane block with only one large
sheave
19
the service life will again be increased by a factor of 9, resulting in a service life 18
times as long as in the first case!
Depending on the conditions, a reverse bend will fatigue a wire rope 2 to 7 times as
much as a simple bend. The wire of the hoist shown in Fig. 31 will therefore last 1.5
to 4 times as long as the rope of the hoist shown in Fig. 32.
7.5 Solution 5: Optimize wire rope tension-tension fatigue by
reducing the rope diameter.
In tension-tension fatigue tests with a given load amplitude, the life of a test specimen
normally decreases with increasing mean load. Recent tension-tension fatigue tests
carried out at the University of Stuttgart, however, indicate that up to a total load of
about 50% of their breaking loads, wire ropes behave just the opposite way: With
increasing mean loads, wire ropes achieve higher tension-tension fatigue lives (Fig. 33).
One explanation for this phenomenon could be the fact that in contrast to the typical
solid-body test specimen, wire ropes are composites constructed of many elements
which move relative to each other during load changes. As can be seen in a typical
wire rope load-elongation curve (Fig. 34), for the same load amplitude the dis-
placements are much smaller for higher mean loads.
This means that the service life of crane suspension ropes could be increased by
reducing the rope diameter and by working with a smaller design factor!
Fig. 31: Hoist with simple bends Fig. 32: Hoist with reverse bend
20
Fig. 33: With increasing mean loads, up to a total load of about 50% of their
breaking loads, wire ropes achieve higher tension-tension fatigue lives.
Fig. 34: Typical wire rope load-elongation curve. Displacements are much smaller
for higher mean loads than for small mean loads and the same load amplitude.
1
4
0
N
/
m
m 2
1
9
0
N
/
m
m 2
2
5
0
N
/
m
m
2
320 N
/m
m
2
Minimum tension Smin/d
2
[N/mm
2
]
N
u
m
b
e
r
o
f
t
e
n
s
i
o
n
-
t
e
n
s
i
o
n
c
y
c
l
e
s
u
n
t
i
l
b
r
e
a
k
[
]
0 50 100 150 200 250 300 350 400 450 500
10
2
10
5
10
6
10
7
Smax =
0,5 MBL
Smax =
0,7 MBL
Elongation [ % ]
L
o
a
s
[
t
]
0 4.0 0.4 0.8 1.2 1.6 2.0 2.4 2.8 3.2 3.6
0
9
8
7
6
5
4
1
2
3
10
Load amplitude 1t
Small elongation amplitude
Load amplitude 1t
Great elongation amplitude
21
8 Problem: Loose strands and birdcages
Sometimes rope deformations, such as loose (high) strands or birdcages, can be
found on cranes. They are often attributed to shock-loads, but in most cases this is not
correct.
In most cases, loose strands and birdcages are generated by twisting a wire rope
around its own axis. As an example, let us take a look at a rope which is fixed at both
rope ends. If we grab this rope in the middle and twist it once (Fig. 35), we will
lengthen it on one side and shorten it on the other (Fig. 36). As a result, the outer
strands will be too long on the one side (Fig. 37), and the inner strands will be too
long on the other (Fig. 38).
But what could possibly twist a rope on a crane around its own axis? Every sheave
and every drum could.
If a rope enters a sheave under a fleet angle, it will first touch the flange and then roll
down into the bottom of the groove (Fig. 39). The wire rope will be twisted by this
procedure.
With increasing fleet angle the amount of twist will increase. Figs. 40 and 41 show a
sequence of rope cross sections entering a sheave at a groove angle of 35 (according
to US standards).
Fig. 35: Twisting a wire rope by force ...
Fig. 36: ... causes lay shortening on the one side (left) and lay lengthening on the
other (right).
22
Fig. 37: Surplus length of the outer strands caused by unlaying the rope
Fig. 38: Surplus length of the inner strands caused by closing the same rope
23
If the rope enters the sheave at a fleet angle of 1, it will touch the flange in a very
deep position and will only be twisted by 5.
If the rope enters the same sheave at a fleet angle of 5, it will touch the flange in a
very high position and will be twisted by 50!
Of course, a wire will not always roll down at the flanges like a cog-wheel. The
downward motion will be a mixture of rolling and sliding. The amount of twist
induced into the rope, therefore, also depends a lot on the amount of friction between
the wire rope and the sheave.
8.1 Solution 1: Wire rope lubrication
The easiest way of reducing the coefficient of friction between the wire rope and the
sheave is to lubricate the rope. A well-lubricated wire rope will be twisted much less
than a dry rope or a corroded one.
Fig. 39: The wire rope rolls into the bottom of the groove. It will be twisted by this
procedure.
24
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
80
90
20
10
30
40
50
60
80
90
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
5
4
3
2
1
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
20
10 0
0
30
40
50
60
70
80
90
5
4
3
2
1
Fig. 40: Groove angle 35. Slight twist
of a rope when the fleet angle is 1
Fig. 41: Groove angle 35. Great twist
of a rope when the fleet angle is 5
8.2 Solution 2: Steel sheaves instead of plastic sheaves
The coefficient of friction between steel and plastic is higher than between steel and
steel. Under the same geometrical conditions, a wire rope will therefore be twisted
much less by a steel sheave than by a plastic sheave. Plastic sheaves should only be
used in positions where the fleet angles are small.
8.3 Solution 3: Sheaves with wider grooves
If the groove of a sheave is wide, the wire rope will enter much deeper into the groove
before touching the flange. Therefore sheaves should have a groove angle of 45 (as
e. g. in DIN 15061) as an absolute minimum. A fleet angle of 52 (as in British
Standard) is even better.
Fig. 42 shows a sequence of rope cross-sections entering a sheave with a groove
angle of 60 at a fleet angle of 5. The wire rope touches the flange in a much lower
position than in Fig. 39 and is twisted by only 25. By increasing the groove angle
from 35 to 60 the amount of rope twist is reduced by 50%.
25
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
20
10
30
40
50
60
70
80
90
5
4
3
2
1
20
10
30
40
50
60
70
80
90
20
10 0
30
40
50
60
70
80
90
Fig. 42: Groove angle 60. Reduced twist of a rope when the fleet angle is 5
Fig. 43: Tight sheave
26
8.4 Solution 4: Use steel wire ropes with an internal plastic layer.
Wire ropes with an internal plastic layer (e. g. Casar Stratoplast, Casar Turboplast,
Casar Duroplast) are much more resistant to birdcaging than any other rope design.
8.5 Solution 5: Avoid tight sheaves.
Loose strands and birdcages can also be the result of tight sheaves. If the groove
radius is too small (Fig. 43), the rope will be compressed when travelling over the
sheave. As a result, the outer strands will be too long for the reduced rope diameter,
and the superfluous strand length will be accumulated at one point (usually at the end
of the sheave motion) where it will stand up as a loose strand or a birdcage.
The groove radius should measure .53 to .54 times the nominal rope diameter. If it
measures less, the sheave should either be machined or replaced. If this is not possi-
ble, a rope with the same strength, but a smaller nominal rope diameter should be
used which will then comply with the required conditions.
9 Problem: Drum crushing
Wire ropes often suffer mechanical damage on the drum. Under the influence of a
fleet angle, the wire rope might, for example, be pulled against a neighbouring wrap
(Fig. 44), and the outer wires might be damaged at the point of contact.
9.1 Solution 1: Grooved drums and Lebus spooling
Grooved drums should be preferred to ungrooved drums. For multiple-layer spooling,
Lebus spooling systems should be used.
9.2 Solution 2: Wire ropes in Langs lay execution with compacted
outer strands
The outer wires of two neighbouring wraps of a regular lay rope can form indenta-
tions (Fig. 45) because they are all aligned in the direction of the rope s axis. If the
one wrap enters the drum in a downward motion or leaves the drum in an upward
motion, the indented outer wires will damage one another.
If Langs lay ropes are used, the outer wires of two neighbouring wraps cannot form
indentations because, at the point of contact, the wires are inclined upwards on the
27
one side and downwards on the other. Therefore, these wires will damage one another
considerably less when one wrap is spooling onto or off the drum.
Compacted outer strands offer additional advantages (Fig. 46): the crowns and val-
leys of the outer wires are smoothened, and the metallic cross-sectional area is
increased to withstand abrasion and mechanical damage.
For multiple-layer spooling, only wire ropes in Langs lay execution with compacted
outer strands should be used.
10 Problem: Good wire ropes are expensive.
Sophisticated high-tech wire ropes cost more than conventional bread-and-butter
ropes.
Fig. 44: Under the influence of a fleet angle, the wire rope is pulled against a neigh-
bouring wrap. The outer wires will be damaged at the point of contact.
28
10.1 Solution: Think about the overall costs!
Bad ropes are cheaper than good ones. But after a certain time, you will have bought
three bad ropes when you could have done with one good rope.
In addition, transporting a bad rope to the crane costs as much as transporting a good
rope. And installing a bad rope costs as much as installing a good rope, but you might
have to do it three times with the bad rope and only once with the good one.
So, buying a more expensive rope in the first place will save you a lot of money in the
end.
You always get what you pay for. With crane ropes, this is more true than with any
other machine element.
Fig. 45: The outer wires of two neighbouring wraps of a regular lay rope can form
indentations.
Fig. 46: The crowns and valleys of the outer wires of compacted outer strands are
smoothened. The metallic cross-sectional area is increased to withstand
abrasion and mechanical damage.
29
The author: Dipl.-Ing. Roland Verreet
Wire Rope Technology Aachen Grnenthaler Str. 40 a D - 52072 Aachen
Tel. + 49 (241) 173147 Fax + 49 (241) 12982 e-mail: R.Verreet@t-online.de
2001 PR GmbH, Aachen. First edition January 2002. Layout and typesetting:
PR GmbH, Aachen. Cartoons: Rolf Bunse, PR GmbH. Reproduction, in whole or in
part, only with written permission of the author.
There is a solution to every rope problem. Ask us!
30
CASAR DRAHTSEI LWERK SAAR GMBH
Casarstrasse 1 D-66459 Ki rkel Germany
P.O. Box 187 D-66454 Kirkel Germany
Phone: ++ 49-6841 / 8091-0
Phone Sales Dept.: ++ 49-6841 / 8091-350
Fax Sales Dept.: ++ 49-6841 / 8091-359
E-mail: sales.export@casar.de
http://www.casar.de
Anda mungkin juga menyukai
- RCA - Mechanical Component Failure Analysis - Part 1Dokumen73 halamanRCA - Mechanical Component Failure Analysis - Part 1sgupta_615796Belum ada peringkat
- RCA - Mechanical Component Failure Analysis - Part 1Dokumen73 halamanRCA - Mechanical Component Failure Analysis - Part 1sgupta_615796Belum ada peringkat
- Bearing Design in MachineryDokumen640 halamanBearing Design in MachineryDavid Amachree100% (1)
- Class 7 Imo 4 Years Sample Paper & ANSWERSDokumen9 halamanClass 7 Imo 4 Years Sample Paper & ANSWERSvmktpt43% (7)
- IEC Motor StandardsDokumen9 halamanIEC Motor Standardssubramanyanvenkat6185100% (1)
- Brugg Catalog enDokumen28 halamanBrugg Catalog enSinoj V AntonyBelum ada peringkat
- DIN 15401 p1Dokumen2 halamanDIN 15401 p1Vinesh Menon100% (1)
- Crane Drums and CablesDokumen4 halamanCrane Drums and Cablesjoe_frangieh100% (1)
- Abus Electric Wire Rope HoistsDokumen14 halamanAbus Electric Wire Rope Hoistsprihharmanto antokBelum ada peringkat
- 34630.Seneca-Resume Writing Guide PDFDokumen8 halaman34630.Seneca-Resume Writing Guide PDFfiq_hugo319Belum ada peringkat
- ABUS Overhead CranesDokumen36 halamanABUS Overhead CranesAya AlgalladBelum ada peringkat
- Demag DR Rope Hoist: Without Electrical ControlDokumen32 halamanDemag DR Rope Hoist: Without Electrical ControlDante WilliamsBelum ada peringkat
- Wire Rope InspectionDokumen0 halamanWire Rope InspectionAnonymous alQXB11EgQBelum ada peringkat
- Wall Mounted Jib Crane (H-Type) : Mechanical System DesignDokumen65 halamanWall Mounted Jib Crane (H-Type) : Mechanical System DesignFitra VertikalBelum ada peringkat
- Replace Wire RopeDokumen7 halamanReplace Wire RopeBistok MarbunBelum ada peringkat
- Compressors 1Dokumen11 halamanCompressors 1sgupta_615796Belum ada peringkat
- Valve StandardDokumen27 halamanValve Standardsgupta_615796Belum ada peringkat
- Grid Coupling PDFDokumen6 halamanGrid Coupling PDFsgupta_615796100% (1)
- Diagnosing Bridge Crane Tracking Problems (ILH Magazine Version)Dokumen2 halamanDiagnosing Bridge Crane Tracking Problems (ILH Magazine Version)Gary J. Davis, P. E.100% (1)
- Njagi Substructures Boq 2020Dokumen76 halamanNjagi Substructures Boq 2020michaelBelum ada peringkat
- Wire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionDokumen1 halamanWire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionRaghu Dev HosurBelum ada peringkat
- Seal Self Study Guide PDFDokumen114 halamanSeal Self Study Guide PDFhalder_kalyan9216Belum ada peringkat
- Wire Rope-General InformationDokumen12 halamanWire Rope-General InformationRaj100% (1)
- Handling, Installation and Maintenance of Steel Wire RopesDokumen30 halamanHandling, Installation and Maintenance of Steel Wire RopesMuhammadFaridBelum ada peringkat
- Usha Martin Wirerope HandbookDokumen72 halamanUsha Martin Wirerope Handbookhaydarburedah100% (2)
- Kop Flex Coupling Paper 2 PDFDokumen4 halamanKop Flex Coupling Paper 2 PDFsgupta_615796Belum ada peringkat
- Wire Rope LubricationDokumen16 halamanWire Rope LubricationAnonymous alQXB11EgQBelum ada peringkat
- 科尼起重机 ShipyardDokumen16 halaman科尼起重机 ShipyardHui ChenBelum ada peringkat
- Abus 1Dokumen6 halamanAbus 1Slobodan NesovicBelum ada peringkat
- 203 656 44 Accesorios ElectricosDokumen32 halaman203 656 44 Accesorios ElectricosJESUSCALVILLOBelum ada peringkat
- Technical Information: 1. Hoist RopesDokumen17 halamanTechnical Information: 1. Hoist RopesvikasgahlyanBelum ada peringkat
- GunneboDokumen36 halamanGunnebomordidomiBelum ada peringkat
- Data Lakes White Paper PDFDokumen16 halamanData Lakes White Paper PDFRKBelum ada peringkat
- 2013 Wright Specifications CatalogDokumen189 halaman2013 Wright Specifications CatalogcenicercBelum ada peringkat
- PPT10-super and UltracapacitorDokumen22 halamanPPT10-super and UltracapacitorChaudhari Jainish100% (1)
- Gear PumpDokumen58 halamanGear Pumpsgupta_615796100% (5)
- Casar Steel Wire Ropes LetterDokumen34 halamanCasar Steel Wire Ropes LetterAnonymous t0r2yT4Belum ada peringkat
- U 336380Dokumen332 halamanU 336380Nguyễn Văn ĐiệpBelum ada peringkat
- Port Douglas 3 304Dokumen1 halamanPort Douglas 3 304Ngaire TaylorBelum ada peringkat
- Stahl New Operating Instruction Manual-Chain HoistDokumen32 halamanStahl New Operating Instruction Manual-Chain Hoistsgupta_61579633% (3)
- Hoisting Grips For Coaxial Cable and Elliptical WaveguideDokumen9 halamanHoisting Grips For Coaxial Cable and Elliptical WaveguideRv SalazarBelum ada peringkat
- Multiconductor TechnicalDokumen24 halamanMulticonductor TechnicalJuan Felipe Vieira GaviriaBelum ada peringkat
- Wire Rope Users Manual-2Dokumen13 halamanWire Rope Users Manual-2Kathrin KatsBelum ada peringkat
- NORD Gear Box ManualDokumen216 halamanNORD Gear Box Manualsgupta_615796100% (5)
- 4ductor Engl PDFDokumen8 halaman4ductor Engl PDFNilesh MahajanBelum ada peringkat
- Calculating The Service Life of Running Steel Wire RopesDokumen33 halamanCalculating The Service Life of Running Steel Wire RopesAbdellah El Barkany100% (1)
- D 0498Dokumen28 halamanD 0498Bang OchimBelum ada peringkat
- Wire Rope Forensics Letter PDFDokumen50 halamanWire Rope Forensics Letter PDFAshley DeanBelum ada peringkat
- Fan Source BookDokumen92 halamanFan Source Bookapi-3808778100% (10)
- Rigging FittingsDokumen52 halamanRigging FittingsbhaskarjalanBelum ada peringkat
- Working Safely With Wire RopeDokumen5 halamanWorking Safely With Wire Ropedcsamaraweera100% (1)
- Ball MillDokumen2 halamanBall Millsgupta_615796Belum ada peringkat
- Steel Wire Ropes For Cranes Problems and SolutionsDokumen34 halamanSteel Wire Ropes For Cranes Problems and Solutionsaj3107900% (1)
- Wire Ropes: Diagram of Wire Rope ComponentsDokumen10 halamanWire Ropes: Diagram of Wire Rope Componentskhairulanuarjun100% (4)
- WireRopeBasics ClassificationFeaturesDokumen5 halamanWireRopeBasics ClassificationFeaturesbibin2010Belum ada peringkat
- Casar RotationDokumen50 halamanCasar RotationmarketakisioannisBelum ada peringkat
- CASAR - Wire Rope ForensicsDokumen50 halamanCASAR - Wire Rope ForensicsfrankytgBelum ada peringkat
- ARRIUM - Standards For Crane Anti-Derailment Final R4Dokumen18 halamanARRIUM - Standards For Crane Anti-Derailment Final R4YOO SHIN0% (1)
- So2 BlowerDokumen1.647 halamanSo2 Blowersgupta_615796Belum ada peringkat
- Sample - Belt Bucket Elevator DesignDokumen7 halamanSample - Belt Bucket Elevator Designmfhasnain100% (1)
- Catalog Ropes enDokumen148 halamanCatalog Ropes enEugeniu GudumacBelum ada peringkat
- Casar History Wire RopeDokumen26 halamanCasar History Wire RopeAristiawan NusakuraBelum ada peringkat
- Chain CalculationsDokumen3 halamanChain CalculationsTeguh Nugraha KusnanBelum ada peringkat
- Wire Ropes Drive Mechanism For Reciprocating Linear MotionDokumen5 halamanWire Ropes Drive Mechanism For Reciprocating Linear MotionSachin KumawatBelum ada peringkat
- Cables para Izaje Diepa IngevalDokumen60 halamanCables para Izaje Diepa IngevalOscar ValderramaBelum ada peringkat
- ABU CompactDokumen32 halamanABU CompactPrimož KozlevčarBelum ada peringkat
- Moving On Up.: General Design InformationDokumen12 halamanMoving On Up.: General Design InformationGibbs Per100% (1)
- Demag DC-PRO4 PDFDokumen176 halamanDemag DC-PRO4 PDFRudianto SohandjajaBelum ada peringkat
- 31 SeriesDokumen4 halaman31 SeriesJESUSCALVILLOBelum ada peringkat
- NEIPA - Wire Ropes and Their UseDokumen12 halamanNEIPA - Wire Ropes and Their Usesantosh100% (1)
- Morris Manual Hoists Winches BrochureDokumen5 halamanMorris Manual Hoists Winches BrochurefirlimustariBelum ada peringkat
- Component Parts: DZW Position Measuring SystemDokumen12 halamanComponent Parts: DZW Position Measuring SystemBang OchimBelum ada peringkat
- GalviDokumen41 halamanGalvidhanishlBelum ada peringkat
- October 2012 Wire Rope ExchangeDokumen84 halamanOctober 2012 Wire Rope ExchangeWire Rope ExchangeBelum ada peringkat
- Carton Policies and ProceduresDokumen4 halamanCarton Policies and ProceduresJohnBelum ada peringkat
- Eot AbusDokumen21 halamanEot Abussajay2010Belum ada peringkat
- Hoist DataDokumen21 halamanHoist DataVictor OleasBelum ada peringkat
- Copperhead Conductor SystemDokumen24 halamanCopperhead Conductor SystembhsujanBelum ada peringkat
- Steel Wire Ropes For Cranes: Problems and SolutionsDokumen34 halamanSteel Wire Ropes For Cranes: Problems and SolutionsPrasanth BharathBelum ada peringkat
- Anchor Study MaterialDokumen10 halamanAnchor Study MaterialSunil S I ShippingBelum ada peringkat
- 2.2 Wire RopesDokumen20 halaman2.2 Wire Ropesrfelippe8733Belum ada peringkat
- El TB 01Dokumen4 halamanEl TB 01Muhammad Umair RasheedBelum ada peringkat
- Dsic Coupling Vs Gear CouplingDokumen4 halamanDsic Coupling Vs Gear Couplingsgupta_615796Belum ada peringkat
- BCW CouplingDokumen1 halamanBCW Couplingsgupta_615796Belum ada peringkat
- Constructing A Project PlanDokumen2 halamanConstructing A Project Planmariz angel d dagodogBelum ada peringkat
- SQL Webinar FinalDokumen21 halamanSQL Webinar FinalYaswanth ReddyBelum ada peringkat
- Artificial Intelligence (AI) Part - 2, Lecture - 12: Unification in First-Order LogicDokumen18 halamanArtificial Intelligence (AI) Part - 2, Lecture - 12: Unification in First-Order LogicMazharul RahiBelum ada peringkat
- On-the-Job Training Blueprint - ConciergeDokumen28 halamanOn-the-Job Training Blueprint - ConciergeRHTi BDBelum ada peringkat
- Ashtakavarga PredictionDokumen5 halamanAshtakavarga Predictionmagicalseas40% (5)
- Fronte 1Dokumen45 halamanFronte 1Patty HMBelum ada peringkat
- Multilevel Viewpoint of A MachineDokumen4 halamanMultilevel Viewpoint of A MachineDikshikaAryaBelum ada peringkat
- User's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadDokumen11 halamanUser's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadGaurav GangwarBelum ada peringkat
- 1 - KSU Research Methodology Overview (A Mandil, Oct 2009)Dokumen25 halaman1 - KSU Research Methodology Overview (A Mandil, Oct 2009)Fatamii IiiBelum ada peringkat
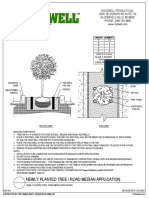
- Newly Planted Tree / Road Median ApplicationDokumen1 halamanNewly Planted Tree / Road Median ApplicationmooolkaBelum ada peringkat
- NCFPDokumen40 halamanNCFPJAY PARIKHBelum ada peringkat
- Module 6 Art AppreciationDokumen7 halamanModule 6 Art AppreciationJan Jerwin PobleteBelum ada peringkat
- Bahria University (Karachi Campus) : Department of Electrical Engineering Assignment # 03Dokumen11 halamanBahria University (Karachi Campus) : Department of Electrical Engineering Assignment # 03rizwan ahmedBelum ada peringkat
- A & A Food NutritionDokumen2 halamanA & A Food NutritionAnil SodhaBelum ada peringkat
- About The ProjectDokumen5 halamanAbout The Projectanand kumarBelum ada peringkat
- Circuits Virtual LabDokumen2 halamanCircuits Virtual LabPaula GómezBelum ada peringkat
- PHD Thesis Report Format Guidelines: S.No. Guidelines SpecificationsDokumen10 halamanPHD Thesis Report Format Guidelines: S.No. Guidelines SpecificationsAr Ayoushika AbrolBelum ada peringkat
- Canon Ts5000 (Impressora) MANUALDokumen441 halamanCanon Ts5000 (Impressora) MANUALMiguel DinisBelum ada peringkat
- Project Mana Session 1 (With Practice)Dokumen59 halamanProject Mana Session 1 (With Practice)Harper LamBelum ada peringkat
- Q4 TLE AFA Horticulture 9 Week3Dokumen4 halamanQ4 TLE AFA Horticulture 9 Week3Dash Bello100% (1)
- Workshop 3Dokumen4 halamanWorkshop 3Ajiri IvoviBelum ada peringkat
- MR - Mentoring EE Educators Towards PEEEngr. Cirilo Calibjo Nov. 27 2015Dokumen74 halamanMR - Mentoring EE Educators Towards PEEEngr. Cirilo Calibjo Nov. 27 2015ramelBelum ada peringkat
- E Katalog 2019Dokumen15 halamanE Katalog 2019Dwi Putri BastiyantiBelum ada peringkat
- Queuing Model: Basic TerminologiesDokumen11 halamanQueuing Model: Basic TerminologiesHamzaBelum ada peringkat
- Chapter 1 (Marketing Updated)Dokumen9 halamanChapter 1 (Marketing Updated)i211416 Shizza KianiBelum ada peringkat
- Chung Hwa Middle School, BSB Science Chapter 8 Worksheet: MagnetismDokumen4 halamanChung Hwa Middle School, BSB Science Chapter 8 Worksheet: MagnetismSherlly HingBelum ada peringkat