Minerva 07 (01) 05
Diunggah oleh
Antônio César da SilvaJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Minerva 07 (01) 05
Diunggah oleh
Antônio César da SilvaHak Cipta:
Format Tersedia
PROJETO E PROTTIPO DE CARENAGEM VEICULAR (FRMULA SAE) EM POLIETILENO ...
35
PROJETO E PROTTIPO DE CARENAGEM VEICULAR (FRMULA SAE) EM POLIETILENO ALTA DENSIDADE POR ROTOMOLDAGEM
Lucas Pinotti Candeloro Carlos Alberto Fortulan
LTC (Laboratrio de Tribologia e Compsitos), SEM, EESC-USP, Av. Trabalhador So-carlense, 400, C.P. 359, CEP 13560-970, So Carlos, SP
Resumo
A eficincia dos veculos automotivos, nos dias de hoje, objeto de desejo das montadoras para produzir carros com maior autonomia e desempenho. Ao lado desses fatores, est a enorme tendncia de reduo de custos nesse ramo industrial, o qual sofre competitividade cada vez maior. Ambas as necessidades abrem espao para possvel utilizao de carenagem plstica. A Equipe EESC-USP Frmula SAE consiste de uma plataforma de testes para novas ideias de produtos da indstria automobilstica. O presente projeto busca a concepo de uma carenagem veicular para o prottipo da equipe, de forma a estimar as possveis vantagens do emprego do material termoplstico. Optou-se pelo processo de Rotomoldagem e pelo Polietileno de Alto Peso Molecular como o material da carenagem. Foi desenvolvido e fabricado um molde com chapas de ao e fabricado um prottipo em escala real para realizao de testes no prprio veculo. O prottipo obtido pesou 5 kgf, pouco inferior aos 6 kgf da pea em resina/fibra de vidro utilizada na verso anterior, porm com potencial de maior reduo. Obteve reconhecimento na prova disputada em 2009, quando o carro conquistou a terceira colocao. Palavras-chave: carenagem, carroceria veicular, indstria automotiva e automobilstica, moldagem rotacional, rotomoldagem, PEAD.
Introduo
O Projeto Frmula SAE um programa de desenvolvimento de veculos que complementa a formao superior de alunos de engenharia de diversos pases, adicionando ementa curricular uma atividade de cunho prtico. Permite aplicar os conhecimentos adquiridos nas disciplinas, de forma a enriquecer e consolidar a formao dos futuros engenheiros. Nasceu nos EUA pela Society of Automotive Engineers SAE International em 1980. Desde ento cresceu de forma surpreendente, chegando a ter competies nos EUA, na Itlia, Inglaterra, Alemanha, Japo e Austrlia. Foi trazido ao Brasil em 2004 pela Sociedade dos Engenheiros da Mobilidade SAE Brasil. O carter altamente competitivo associado atmosfera automotiva incentiva os alunos a desenvolverem seus prottipos ano aps ano, em que a criatividade e a inovao recebem reconhecimento de mrito com pontuao e premiao. A avaliao dos projetos realizada por engenheiros atuantes na rea. A presente proposta inova o projeto de carenagem do veculo de Frmula SAE desenvolvido pela equipe EESC-USP com a aplicao de carenagem em termoplstico comercial rotomoldado. Em todos os projetos, sempre de fabricao unitria, a manufatura artesanal tem predominado. Carenagens feitas de compsito resina/fibra de vidro so utilizadas exten-
sivamente por quase todas as equipes. Os moldes tambm so produzidos artesanalmente, e, apesar da modelagem da geometria tridimensional em software CAD, o processo exige muita habilidade e experincia do responsvel por sua construo. O molde, uma vez pronto, utilizado para fabricao de uma pea e dificilmente reaproveitado, uma vez que a desmoldagem o danifica, o que limita a equipe a no contar com peas reservas. Ainda sobre o molde, o tempo demandado para conseguir bom nvel de acabamento demasiadamente longo. A pea de fibra de vidro tambm exige longo tempo de manuseio para se obter bom acabamento superficial. Associado a isso est o quesito de segurana. Na fabricao dos moldes, os materiais utilizados na modelagem (resinas e fibra de vidro) so extremamente txicos e ainda, durante a prova (no ambiente agressivo das competies), uma quebra acidental da carenagem apresenta risco de danos fsicos pela gerao de superfcies muito cortantes. A reduo de peso foi tambm motivadora, uma vez que: H duas maneiras de reduzir a quantidade de energia necessria para mover um veculo: melhorando a eficincia do motor ou reduzindo a massa total do veculo (Ashby, 2006). Do ponto de vista do projeto veicular, as peas de fibra de vidro, embora com pequena espessura, apresentavam peso relativamente alto, em torno de 3,5%, se comparado com o peso total do veculo com piloto,
Minerva, 7(1): 35-44
36
CANDELORO & FORTULAN
que de 295 kg. Assim, uma reduo dessa massa influenciaria positivamente o desempenho e a economia de combustvel do veculo. Materiais polimricos Os materiais plsticos so polmeros, ou seja, agregados (ou conjunto) de grandes molculas construdas pela repetio de pequenas unidades qumicas simples (meros), ligadas por covalncia (Agnelli, 1993), da a nomenclatura: poli-meros. So divididos em dois grupos, de acordo com suas caractersticas de fuso ou amolecimento: termoplsticos e termofixos (ou termoestveis). Os materiais termoplsticos so polmeros que podem ser reversivelmente aquecidos e resfriados, passando de massas fundidas a slidas, enquanto os termofixos, aps serem processados e moldados, formam ligaes qumicas cruzadas irreversveis. Quanto microestrutura dos polmeros, so encontradas regies alinhadas (organizadas) denominadas de regies cristalinas (cristalitos) envolvidas por uma matriz amorfa composta por molculas com orientao aleatria. A quantidade e a dimenso das regies cristalinas podem ser controladas no resfriamento e se referem cristalinidade do polmero (Callister, 2005). Esse conceito permite explicar a razo de um polmero feito da mesma molcula poder ter diferentes propriedades mecnicas, como no caso do PEBD (Polietileno de Baixa Densidade) e do PEAD (Polietileno de Alta Densidade). Dentre os polmeros comerciais de moldagem facilitada so destacados os polietilenos (alta e baixa densidade, PEAD e PEBD, respectivamente), o polipropileno (PP), o poliestireno (PS) e o cloreto de polivinila (PVC). Seleo de materiais Segundo Collins (2005), em contraste com a tarefa dos engenheiros de materiais de desenvolver novos e
melhores materiais, um projetista mecnico deve ser eficaz em selecionar o melhor material disponvel para cada aplicao, considerando todos os critrios importantes do projeto. Hoje, o nmero de materiais disponveis para o engenheiro vasto, algo em torno de 40.000 a 80.000. Sua seleo no pode ser feita independentemente da escolha do processo pelo qual o material ser conformado, unido, acabado ou posteriormente tratado. A seleo de materiais para o projeto da carenagem foi orientada pela anlise dos requisitos dos materiais adequados para a aplicao, apresentada na Tabela 1. Processos de moldagem Dentre os fatores considerados relevantes para a escolha do processo, segundo Belofsky (1995), deve ser considerado o formato da pea (simples ou complexa, slida ou casca), o tamanho e a espessura, o volume de produo (prottipo, pequeno, mdio ou grande) e o custo do ferramental (molde e maquinrio). De antemo pode-se dizer que a escolha da moldagem rotacional deu-se exclusivamente pelo baixo custo do processo e do molde para desenvolvimento de prottipo, como o caso da aplicao no veculo Frmula. Contudo, os pontos positivos e negativos de outros processos sero destacados a seguir. A moldagem por sopro consiste na pressurizao interna com ar (0,5-0,7 MPa) de um tubo plstico, amolecido por temperatura, que se expande at encontrar as paredes do molde, o qual apresenta o formato desejado para a pea. Na moldagem por injeo as partculas de polmero (pellets) so fundidas e ento pressurizadas (30-70 MPa) para dentro do molde, cujo espao livre exatamente aquele que dever formar a pea, de modo que o molde possui ambas as faces: macho e fmea. Em ambos os casos, a alta presso utilizada com o polmero fundido exige que o molde seja estruturado mecanicamente e que suas superfcies apresentem alta resistncia abraso e fino acabamento.
Tabela 1 Requisitos em potencial dos materiais pr-selecionados para a aplicao em carenagens. Fonte: Adapatado de Collins (2005).
Requisitos em potencial para a aplicao 1. Razo resistncia/volume 2. Razo resistncia/peso 3. Resistncia em temperatura elevada 4. Estabilidade dimensional em temperatura elevada 5. Rigidez 6. Ductilidade 7. Capacidade de dissipar energia plasticamente 8. Resistncia ao desgaste 9. Resistncia radiao UV 10. Restries de custo 11. Resistncia s intempries
Necessidade especial No Sim No No Mdia Sim Talvez No Sim Sim Sim
Minerva, 7(1): 35-44
PROJETO E PROTTIPO DE CARENAGEM VEICULAR (FRMULA SAE) EM POLIETILENO ...
37
Dos aspectos econmicos ressalta-se que o processo de rotomoldagem o mais adequado produo de peas ocas e fechadas (de pequenos a grandes tamanhos), enquanto a moldagem por injeo a mais indicada para peas de maior preciso, com grande custo do molde, o que vivel apenas para grandes escalas de produo. Por outro lado, a moldagem por sopro a mais indicada para garrafas e vasilhames e tambm para volumes de produo maiores, alm de para molde mais custoso, em virtude das presses envolvidas. Presses estas inexistentes na rotomoldagem, o que simplifica muito o molde e melhora a segurana do operador em peas experimentais. Moldagem rotacional A princpio, esse processo foi utilizado para produzir itens ocos simples, como manequins e brinquedos infantis. No geral, empregava-se o PVC. Aps certo tempo, passouse a usar poliolefinas em p, como o polietileno e polipropileno. As principais diferenas da rotomoldagem para outros processos, como a moldagem por sopro ou por injeo, so: (a) uso de resina em p e no em pellets; (b) a resina sofre fuso no interior do molde, em vez de ser forada fundida para dentro do molde sob presso; (c) utiliza rotao biaxial do molde; (d) o molde apresenta menor custo, em virtude da ausncia de presso no processo e do uso de sistemas secundrios para refrigerao (Bikales, 1971). A rotomoldagem uma tcnica que permite o projeto de peas nicas e ocas, inclusive de grandes tamanhos. As principais vantagens do mtodo so descritas por Bikales (1971) e apresentadas a seguir: custo do molde muito baixo, se comparado com outros processos; peas prottipo podem ser fabricadas sem grande custo; permite a eliminao ou reduo do uso de ferramentas secundrias, j que a pea extrada pronta, ou praticamente pronta, do molde; a perda de material durante o processo nula ou muito pequena, de modo que o peso da pea final pode ser controlado pela quantidade de resina inserida no molde, alm de ser possvel controlar a espessura da pea; peas de contornos complicados podem ser facilmente moldadas, limitadas apenas pelo tamanho do molde, tamanho do forno e resistncia dos eixos de giro do molde; deformaes da pea e empenamentos so mnimos; itens livres de tenses so produzidos; diversos itens, iguais ou no, podem ser moldados ao mesmo tempo em um mesmo eixo, atravs da instalao de vrios moldes no eixo; possibilidade de produo de peas de dupla camada; uniformidade da espessura da pea facilmente atingida, assim como pode ser conseguido controle para espessuras diferentes; insertos de plsticos ou metais podem ser moldados na pea.
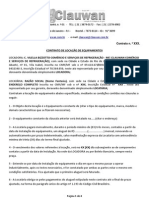
O processo requer maquinrio especfico: forno de grande porte, geralmente alimentado por gs combustvel, cmara de resfriamento, com refrigerao forada por ventiladores e, s vezes, por spray de gua. H tambm o sistema mecnico de sustentao dos moldes, responsvel ainda por promover os giros biaxiais. Mquinas de moldagem rotacional O processo de rotomoldagem apresenta como principais estgios de produo o carregamento do material polimrico no molde e o fechamento daquele, o aquecimento do molde sendo girado, o resfriamento do molde e a desmoldagem da pea. Dentre os diversos tipos construtivos pode-se destacar o tipo carrossel mais difundido , no qual a mquina possui braos independentes para trs estaes (forno, resfriamento e desmoldagem/carga), conforme ilustra a Figura 1. Nele o tempo de forno, o mais importante no processo, determina o tempo em que o molde permanece nas outras estaes. O ciclo de produo de uma pea na rotomoldagem depende diretamente de seu peso e formato, sendo, em geral, de cerca de quinze minutos. Valores tpicos de rotao dos moldes esto em torno de 5 a 15 rpm, sendo que a relao entre a rotao do brao para a da gaiola varia entre 1:1 a 1:4, sendo definida caso a caso, em funo das caractersticas do produto moldado (Tecnologia do PVC, Brasken, 2006). Resinas recomendadas para moldagem rotacional A moldagem rotacional consiste na produo de peas plsticas a partir de resinas termoplsticas micronizadas ou micropeletizadas atravs da tcnica de sinterizao dinmica (formao de camada slida pela deposio sucessiva de camadas da resina fundida), ou de resinas na forma lquida (catalisadas de polister e plastisis). Na moldagem rotacional o material plstico forma a camada da pea atravs de duas fases dentro do molde: uma fase trmica e outra mecnica. A primeira etapa consiste na formao de microcamada de resina atravs da absoro de energia trmica das paredes do molde, enquanto as demais camadas so depositadas pelo carter adesivo sobre a primeira camada, estando essa fundida (TRM, 2009). O parmetro mais importante para a moldagem rotacional a velocidade de deposio da resina fundida nas paredes do molde. Para o PEAD, cujo ndice de fluidez fica dentro da faixa de 8 a 30 g/min, a velocidade de deposio a ser usada como referncia fica no intervalo de 0,8 a 6,0 m/min.
Materiais e Mtodos
Para o projeto e construo da carenagem plstica foi proposta uma metodologia que consta das seguintes etapas: concepo da geometria da carenagem, sntese, projeto do prottipo e fabricao do prottipo (Figura 2).
Minerva, 7(1): 35-44
38
CANDELORO & FORTULAN
(1) Unload-load station
Molded part Mold (open) Two-direction rotation of mold Counterweight Indexing unit (2) Heating station (3) Cooling station
Mold (closed)
Water spray
Figura 1 Mquina de moldagem rotacional do tipo carrossel (http://www.oshore.com/products/archived/blowMolding.html).
Concepo da Geometria da Carenagem
Seleo de Materiais/Processos
Sntese Projeto do Prottipo
Modelo CAD Anlise de Engenharia
Fabricao do Prottipo
Figura 2 Metodologia utilizada no projeto da carenagem.
Tarefas de trabalho A etapa Concepo da Geometria da Carenagem consistiu na seleo de material e processo para a aplicao em foco. Com base em experincias de peas anteriores, foi definida uma geometria inicial. Durante o projeto detalhado foram feitos modelos tridimensionais da pea em software CAD. Calculou-se uma estimativa do carregamento aerodinmico na pea que foi aplicada no modelo de elementos finitos no projeto do prottipo, obtendo-se a espessura mnima. O molde foi fabricado na oficina mecnica da Escola de Engenharia de So Carlos (EESC-USP) e no Laboratrio de Processos de Fabricao do Departamento de Engenharia Mecnica, EESC-USP. O processamento da conformao por rotomoldagem foi realizado com cooperao de empresa apoiadora do trabalho e da equipe.
Seleo do material Focado num dos principais objetivos de projeto, que foi a reduo do peso da pea de material compsito de resina epxi reforada com fibra de vidro, houve tendncia em procurar materiais polimricos simples. Dentre os inmeros materiais polimricos disponveis buscouse escolher aqueles de menor peso especfico, j que a resistncia mecnica dos polmeros em geral sabidamente inferior se comparada quela do material composto. Dentre os muitos polmeros, a escolha concentrou-se naqueles de processo facilitado e econmico na produo de peas unitrias de grande volume. A busca deteve-se no PP (polipropileno), no PEBD (polietileno de baixa densidade) e PEAD (polietileno de alta densidade). Aps ponderar sobre a resistncia ao impacto, caracterstica em que o PP no muito adequado em temperaturas prximas de zero (abaixo do Tg 4-12C), e a rigidez mecnica, para
Minerva, 7(1): 35-44
PROJETO E PROTTIPO DE CARENAGEM VEICULAR (FRMULA SAE) EM POLIETILENO ...
39
a qual o PEBD tem suas limitaes, optou-se pelo polietileno de alto peso molecular PEAD, classificado como o melhor candidato para o projeto proposto. O polmero mais simples, representado pela cadeia (CH2-CH2)n, obtido pela polimerizao do etileno e, em virtude de sua alta produo mundial, tambm o mais econmico, sendo um dos tipos de plstico mais comuns. Pode ser produzido por diferentes reaes de polimerizao, como, por exemplo, a polimerizao por radicais livres, polimerizao aninica, polimerizao por coordenao de ons ou polimerizao catinica. Cada um desses mecanismos de reao produz um tipo diferente de polietileno. Trata-se de um polmero de cadeia linear no ramificada com peso molecular de ~200.000, densidade de 0,94-0,97 g/cm3, Tm de 130-135C; Tg de 100 a 125C e cristalinidade de at 95%. A empresa Brasken produz o polietileno que reprocessado pela TRM gerando um polietileno para conformao para rotomoldagem. Modelamento em software CAD O modelamento foi feito usando o software Solid Edge V.18 (licena acadmica). A Figura 3 apresenta as peas que compem a carenagem de um veculo Frmula SAE. Nesta fase, o projeto da pea plstica consistiu exclusivamente no bico. Projeto detalhado Depois de obtida a geometria inicial do bico da carenagem foi feito modelo em elementos finitos utilizando o software Patran e o solver Nastran, sendo a licena de ambos os programas conseguida por patrocnio da empresa MSC Software para a equipe EESC-USP de Frmula SAE.
Os carregamentos verificados foram os esforos aplicados por foras aerodinmicas nas faces do bico. Outro tipo de carga seria de um possvel impacto frontal do veculo com os cones que delimitam o percurso das provas da competio de Frmula SAE. No entanto, a simulao dinmica usando critrios de falha mecnica exige software especfico no disponvel para a equipe, sendo considerada na seleo de material apenas para que tenha boa resistncia ao impacto. A principal carga aerodinmica aquela aplicada face de maior rea, inclinada em relao ao fluxo de ar gerado pelo movimento longitudinal do veculo e com menos pontos de sustentao. O desenho esquemtico utilizado para o clculo da carga aplicada nessa superfcie apresentado na Figura 4. A carga aplicada pelo escoamento de fluido sobre uma placa inclinada dada pela equao (Munsen, 2002):
F = .S .c 2 sen
sendo = 1,205 kg/m (massa especfica do ar a 20oC); S.sen = 110988,70 mm = 0,111 m (rea frontal da face inclinada Figura 5); c = 108 km/h = 30 m/s (velocidade mxima alcanada pelo veculo durante a competio). O clculo resulta no valor de 35,8 N. O modelo para anlise em elementos finitos (FEA) da face superior possui as seguintes caractersticas: elementos bidimensionais do tipo quad (Figura 6); condies de contorno que limitam a translao dos ns das regies dos tubos de sustentao e travamento na direo do eixo x (Figura 7); e carregamento aerodinmico aplicado como carga distribuda em toda a rea da face superior do bico da carenagem com valor de 35,8 N, conforme calculado.
Duto lateral
Chassi tubular
Duto lateral Lateral
Lateral Bico
Figura 3 Peas que compem a carenagem de um veculo Frmula SAE. Minerva, 7(1): 35-44
40
CANDELORO & FORTULAN
Figura 4 Carregamento aerodinmico no bico da carenagem.
Figura 5 rea frontal da face inclinada.
Y Z X
Figura 6 Modelo FEA da face superior do bico da carenagem.
Apoio fixo em tubo do chassi
Apoio em tubo do chassi Travamento lateral y z x
Figura 7 Condies de contorno do modelo FEA. Minerva, 7(1): 35-44
PROJETO E PROTTIPO DE CARENAGEM VEICULAR (FRMULA SAE) EM POLIETILENO ...
41
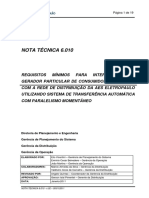
A anlise realizada com o solver Nastran apresentou distribuio de tenso equivalente de Von Mises de acordo com a Figura 8. A tenso mxima encontrada foi de 16,2 MPa, inferior tenso de escoamento de referncia do PEAD de 18 MPa (www.matweb.com), com fator de segurana de 1.11, satisfatrio para aplicao em prottipo de competio. O valor encontrado para a espessura da pea foi de 2,2 mm, considerada a partir de ento a mnima espessura para construo da pea. Aplicando-se essa espessura, a pea teria massa em torno de 2,8 kg, de acordo com o modelo CAD, ou seja, possibilitando reduo de 40% para bico anterior de material composto de massa de cerca de 6 kg. A ausncia das faces laterais do bico da carenagem no modelo em elementos finitos, que aumentaria a resistncia da face superior quanto flexo, pode ser considerada como um fator adicional para a segurana do projeto.
Projeto de prottipo Com os resultados da anlise em elementos finitos foi definida a geometria decisiva do bico da carenagem, a partir do qual foi feito o desenho do molde. No projeto do bico da carenagem buscou-se cumprir alguns requisitos essenciais para o processo de moldagem rotacional, segundo Apostila TRM: garantir a uniformidade trmica das paredes do molde, de modo a evitar a moldagem de camadas de material com espessuras diferentes; garantir a vedao do molde, para evitar o vazamento do material, o que prejudicaria o controle de espessura da pea moldada; o molde deve ser bipartido, de modo a facilitar a desmoldagem da pea; garantir bom acabamento das superfcies internas do molde, a fim de proporcionar uma superfcie da pea uniforme e sem falhas ou bolhas; e garantir que o fluxo de ar quente dentro do forno seja uniforme e que atinja todas as superfcies externas do molde. As metades inferiores e superiores do molde esto apresentadas nas Figuras 9 e 10.
Patran 2007 r1b 09-Dec-09 13:54:53 Fringe: Default,A4:Static Subcase, Stress Tensor, ,von Mises, At Z2
1.62+001 1.51+001 1.41+001 1.31+001 1.20+001 1.10+001 9.94+000 8.90+000 7.86+000 6.82+000 5.78+000 4.73+000 3.69+000 2.65+000 1.61+000 5.68001
Y X Z
default_Fringe: Max 1.62+001 @Nd 82 Min 5.68001 @Nd 57
Figura 8 Distribuio de tenso equivalente de Von Mises para face superior do bico da carenagem.
Chapa inferior
Chapa traseira Chapa lateral
Flange
Figura 9 Metade inferior do molde.
Minerva, 7(1): 35-44
42
CANDELORO & FORTULAN
Chapa superior
Chapa traseira
Chapa lateral
Flange
Figura 10 Metade superior do molde.
Fabricao do molde Decidiu-se confeccionar o molde usando chapas de ao ABNT 1020, espessuras de 2 mm chapa13 (flanges), 1,5 mm chapa16 (chapas laterais) e 1,2 mm chapa 18 (demais). Foi realizado o fechamento dos cordes de solda MIG com gs inerte, sendo empregado o arame MIG ER7056 (AWS A5.18/A5.18M2005) de bitola 0,8 mm (Gerdau, corrida 92446600, jan/2008) e gs inerte ATAL 25 produto M21, de acordo com a norma europeia PR EM 439 (Air Liquide Brasil Ltda.). A seleo do processo MIG com o referido arame e mistura de gases recomendada para soldagem de ao carbono e aos de baixa liga, neste projeto o Ao ABNT 1020.
plstica em relao de fibra foi a no necessidade de pintura, bem como tempo reduzido de acabamento.
Concluses
O projeto e a fabricao de pea em PEAD por rotomoldagem para utilizao em veculo do tipo Frmula foi obtida com sucesso. O tempo total de rotomoldagem foi de 40 minutos adicionado de 1 hora para rebarbao e corte de faces no utilizadas. Tempo esse muito inferior ao do compsito com fibra de vidro estimado em cinco dias. O prottipo em PEAD substituiu satisfatoriamente a antiga pea de material composto de resina epxi reforado com fibra de vidro, j que foi produzida pea de peso e rigidez estrutural suficientes. No incio da fase de otimizao foi obtido um prottipo com 5 kgf de peso, ainda com espessura em torno de 6 mm, muito superior desejada, entre 2 e 3 mm. A otimizao do peso e sua verificao experimental demandam a continuidade do trabalho. Na competio de 2009, a equipe conquistou a terceira colocao, e o projeto foi elogiado na avaliao de custo e inovao. O apoio e a participao ativa de empresas no desenvolvimento de projetos universitrios aproximam muito o aluno da realidade industrial, trazendo benefcios incomensurveis para a academia e uma salutar satisfao das equipes das indstrias com o intercmbio de ideias e os diferentes e entusiasmados modos de trabalho.
Resultados
Pode-se destacar a construo de molde para processo de rotomoldagem, bem como fabricao de peas utilizando esse molde. Construo de molde para rotomoldagem Aps conformao de chapas de ao foi montado um molde para o processo de roto-moldagem, como mostra as Figuras 11 e 12. Fabricao de pea em PEAD por rotomoldagem Aps carregamento, fuso, resfriamento e desmoldagem, a pea foi cortada em suas partes traseira e inferior para encaixe no veculo. O peso final obtido foi de 5 kg, valor pouco inferior ao do material compsito, porm com possibilidade de reduo com menor carregamento do molde. Foi considerado um sucesso para uma primeira moldagem (Figura 13). Utilizao da carenagem na competio Frmula SAE A pea em PEAD processada por rotomoldagem foi utilizada de maneira satisfatria como bico da carenagem do veculo Frmula SAE da equipe EESC-USP durante a VI Competio Frmula SAE Brasil, cumprindo seus requisitos. Uma imagem do veculo utilizando a pea pode ser vista na Figura 14. Uma grande vantagem da pea
Minerva, 7(1): 35-44
Agradecimentos
s empresas: TRM Resinas, pela ajuda no projeto do molde e doao da resina; Ntwo Engenharia de Rotomoldagem, pelo tratamento das superfcies internas do molde; e PLASTIDLER, pela realizao do processo de rotomoldagem. Aos engenheiros Alessandro Bernardi e Fabiano Zanatta, da empresa Brasken, pelas informaes tcnicas e diretivas. Como tambm aos respectivos funcionrios que auxiliaram na realizao do trabalho, em especial ao engenheiro Nilton Nicolette, pelo apoio e orientao no processo de rotomoldagem.
PROJETO E PROTTIPO DE CARENAGEM VEICULAR (FRMULA SAE) EM POLIETILENO ...
43
Figura 11 Molde fechado.
Figura 12 Acabamento interno do molde.
Figura 13 Pea em PEAD por rotomoldagem.
Figura 14 Carenagem de PEAD rotomoldado no veculo frmula SAE da equipe EESC-USP. Minerva, 7(1): 35-44
44
CANDELORO & FORTULAN
Referncias Bibliogrficas
ASHBY, M. F.; JONES, D. R. H. Engineering materials 1. An introduction to properties, applications and design. Elsevier Butterworth Heinemann, 2006. BELOFSKY, H. Plastics: product design and process engineering. Hansen, 1995. BIKALES, N. M. Molding of plastics. Wiley-Interscience, 1971. CALLISTER, W. D. Fundamentos da cincia e engenharia de materiais. LTC, 2006. COLLINS, J. A. Projeto mecnico de elementos de mquinas. LTC, 2005. CRAWFORD, R. J. Plastics engineering. Pergamon Press, 1987.
MUNSON, B. R.;YOUNG, D. F.; OKIISHI, T. H. Funda mentos da mecnica dos fluidos. Edgard Blucher, 2002. REDFARN, C. A. Tecnologia das matrias plsticas. Polgono Ltda., 1962. TECNOLOGIA DO PVC. Brasken, 2006. TREINAMENTO EM MOLDAGEM ROTACIONAL. TRM Resinas Termoplsticas Indstria e Comrcio Ltda., 2009. http://www.sae.org. Acesso em: 23 set. 2009. http://www.saebrasil.org.br. Acesso em: 25 set. 2009. http://www.trmplasticos.com.br. Acesso em: 12 jul. 2009. http://www.plastidler.com.br. Acesso em: 4 nov. 2009. http://www.matweb.com. Acesso em: 16 nov. 2009.
Minerva, 7(1): 35-44
Anda mungkin juga menyukai
- Livro de Fisica IDokumen165 halamanLivro de Fisica Ivanderlei ongarato100% (2)
- 9-Certificado CipaDokumen2 halaman9-Certificado CipaCláudio W. Sousa100% (1)
- Checklist de Operadores de CheckoutDokumen3 halamanChecklist de Operadores de CheckoutAnderson FreitasBelum ada peringkat
- Norma ISO 10006 2006 (Limpa)Dokumen39 halamanNorma ISO 10006 2006 (Limpa)Antônio César da SilvaBelum ada peringkat
- Prospecto Rolo Vibratorio Caterpillar cb534d SatelDokumen16 halamanProspecto Rolo Vibratorio Caterpillar cb534d Satelfabiano silva100% (3)
- Ciências 5º Ano - Matéria e EnergiaDokumen21 halamanCiências 5º Ano - Matéria e EnergiasoniabackBelum ada peringkat
- Manutenção de Motores de InduçãoDokumen45 halamanManutenção de Motores de InduçãoMarcelo Gandra FalconeBelum ada peringkat
- Lista de ExerciciosDokumen2 halamanLista de ExerciciosAntônio César da SilvaBelum ada peringkat
- Word QuestDokumen17 halamanWord QuestAntônio César da SilvaBelum ada peringkat
- Calculo Carga Termica NB 158Dokumen25 halamanCalculo Carga Termica NB 158Belchior Ferreira Pinto100% (1)
- Programas de Bolsas Fórmula SantanderDokumen1 halamanProgramas de Bolsas Fórmula SantanderAntônio César da SilvaBelum ada peringkat
- Termo de Contrato Prestação Serviços de Manutenção Preventiva e Corretiva Sistemas de Ar Condicionado...Dokumen6 halamanTermo de Contrato Prestação Serviços de Manutenção Preventiva e Corretiva Sistemas de Ar Condicionado...Antônio César da SilvaBelum ada peringkat
- Apa IgorrrDokumen14 halamanApa IgorrrAntônio César da SilvaBelum ada peringkat
- LISTA TermoDokumen3 halamanLISTA TermoAntônio César da SilvaBelum ada peringkat
- FancoilsDokumen1 halamanFancoilsbeto_ckBelum ada peringkat
- Contrato Maquina GeloDokumen4 halamanContrato Maquina GeloRegynaldo AlexandreBelum ada peringkat
- Pruitt-Igoe e Uma Crítica À Habitação ModernaDokumen8 halamanPruitt-Igoe e Uma Crítica À Habitação ModernaWaléria CorrêaBelum ada peringkat
- Formando Criancas LeitorasDokumen2 halamanFormando Criancas LeitorasErica GaldinoBelum ada peringkat
- Heat Transfer Oil S2-21 2179-8866Dokumen4 halamanHeat Transfer Oil S2-21 2179-8866João Vitor Sousa SilvaBelum ada peringkat
- Material Quimico e InflamavelDokumen16 halamanMaterial Quimico e InflamavelFF GAMERBelum ada peringkat
- Comentário Barranha IIP IscteDokumen3 halamanComentário Barranha IIP IscteMarina BravoBelum ada peringkat
- Bte26 - 2017 - NOVO CCT Construção PDFDokumen147 halamanBte26 - 2017 - NOVO CCT Construção PDFfmtocnetBelum ada peringkat
- ContinentalContiTech Treinamento EspecificaçãoDokumen18 halamanContinentalContiTech Treinamento EspecificaçãoTravis DavisBelum ada peringkat
- Steck CompletoDokumen60 halamanSteck CompletoMARCIO CARVALHOBelum ada peringkat
- Skorpio X5 Quick Start Guide (PT-BR)Dokumen2 halamanSkorpio X5 Quick Start Guide (PT-BR)JJUNIORBelum ada peringkat
- NT 6010 Rev.02 VACDokumen19 halamanNT 6010 Rev.02 VACSérgio Leonardo CarmoBelum ada peringkat
- Palestra System CrashDokumen37 halamanPalestra System CrashjpaullBelum ada peringkat
- Manual Auto-Radio Phaser Ard330Dokumen32 halamanManual Auto-Radio Phaser Ard330Anonymous UnHDui0Q100% (1)
- Behavioral Study of Palladian Roof Trusses Case Studies of The S. Roque's Church, Santarém's Cathedral and Military Asylum of RunaDokumen106 halamanBehavioral Study of Palladian Roof Trusses Case Studies of The S. Roque's Church, Santarém's Cathedral and Military Asylum of RunaPedro LopesBelum ada peringkat
- LivroCpp 2nd NovatecDokumen757 halamanLivroCpp 2nd Novatecraphaelgava100% (1)
- AV FundaçõesDokumen4 halamanAV FundaçõesGeneral KenobiBelum ada peringkat
- Aquabio Peixes OrnamentaisDokumen6 halamanAquabio Peixes OrnamentaisThalita RodriguesBelum ada peringkat
- Luzacril 2007 PDFDokumen179 halamanLuzacril 2007 PDFanalunlBelum ada peringkat
- Fispq Rigon PeletsDokumen4 halamanFispq Rigon PeletsValdir Fonseca VieiraBelum ada peringkat
- Apostila AbapDokumen45 halamanApostila Abapanon_776118453Belum ada peringkat
- Regulamento Concurso Nacional de Criação de Jogos Digitais 2022 Versão FinalDokumen5 halamanRegulamento Concurso Nacional de Criação de Jogos Digitais 2022 Versão FinalEvandro BessaBelum ada peringkat
- Call Mídias Sociais Uma Reflexão Sobre As Novas Ferramentas de Marketing Na HotelariaDokumen15 halamanCall Mídias Sociais Uma Reflexão Sobre As Novas Ferramentas de Marketing Na HotelariaSaulo PereiraBelum ada peringkat
- Monitoramento srj1 16.01.24Dokumen5 halamanMonitoramento srj1 16.01.24Guilherme AlexandreBelum ada peringkat