Anda mungkin juga menyukai
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDari EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Belt Conveyor Pulley Design - Why The FailuresDokumen9 halamanBelt Conveyor Pulley Design - Why The FailuresWaris La Joi WakatobiBelum ada peringkat
- ENG ECI ELC SPC 004 Electrical InstallationDokumen68 halamanENG ECI ELC SPC 004 Electrical Installationjonodo89Belum ada peringkat
- Surface Preparation and Paint SpecificationDokumen63 halamanSurface Preparation and Paint Specificationjonodo89Belum ada peringkat
- Cold Vulcanizing SolutionDokumen4 halamanCold Vulcanizing Solutionritesh shrivastav0% (1)
- Conveyor Belt Cover GradesDokumen1 halamanConveyor Belt Cover GradessuraiaBelum ada peringkat
- Conveyor Idlers PDFDokumen10 halamanConveyor Idlers PDFDhirendraRaviBelum ada peringkat
- Sidewinder ManualDokumen245 halamanSidewinder ManualkukstrongBelum ada peringkat
- Chute Calculation ExampleDokumen1 halamanChute Calculation ExampleBimal DeyBelum ada peringkat
- Specification Requirements For Conveyor Pulleys and ShaftsDokumen15 halamanSpecification Requirements For Conveyor Pulleys and Shaftsjonodo8967% (3)
- Fire Protection Standard For Vehicles and Moving MachineryDokumen39 halamanFire Protection Standard For Vehicles and Moving Machineryjonodo89100% (1)
- AATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & StructuralDokumen68 halamanAATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & Structuraljonodo89Belum ada peringkat
- EXX-EME-STD-0008 - Wear Liners For Plate Work and ChutesDokumen22 halamanEXX-EME-STD-0008 - Wear Liners For Plate Work and Chutesjonodo89100% (1)
- Static Shaft Pulleys With Internal BearingsDokumen14 halamanStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- Apron FeederDokumen10 halamanApron FeederKenny Ruiz100% (1)
- Aac Spec 373001 PDFDokumen13 halamanAac Spec 373001 PDFJakesBelum ada peringkat
- Aa BPG 375001Dokumen36 halamanAa BPG 375001JDBelum ada peringkat
- Belt Conveyor Pulley Design - Why The Failures - Terry KingDokumen11 halamanBelt Conveyor Pulley Design - Why The Failures - Terry KingJakesBelum ada peringkat
- 4 PulleysDokumen14 halaman4 PulleysMuhammadTaufikAliRahmanBelum ada peringkat
- Takraf Apron Feeder: Optimal Solutions For Mining, Material Handling and ProcessingDokumen6 halamanTakraf Apron Feeder: Optimal Solutions For Mining, Material Handling and ProcessingJakesBelum ada peringkat
- Aa Spec 331001Dokumen13 halamanAa Spec 331001Mardi RahardjoBelum ada peringkat
- Elevator Belt and Splice Installation GuideDokumen17 halamanElevator Belt and Splice Installation Guide4B Braime ComponentsBelum ada peringkat
- Is 8531 1986Dokumen6 halamanIs 8531 1986Srini KumarBelum ada peringkat
- Conveyor Belt Engineering TablesDokumen5 halamanConveyor Belt Engineering Tablestaohung1120Belum ada peringkat
- Heavy Duty Apron Feeder PDFDokumen2 halamanHeavy Duty Apron Feeder PDFNova HeriBelum ada peringkat
- Hood and Spoon Inertial Flow Belt Conveyor Transfer SystemsDokumen26 halamanHood and Spoon Inertial Flow Belt Conveyor Transfer SystemsJaco KotzeBelum ada peringkat
- 7155 - 5 Apron Conveyors Apron FeedersDokumen5 halaman7155 - 5 Apron Conveyors Apron FeedersMann GurpreetBelum ada peringkat
- Belt Cleaner HandbookDokumen40 halamanBelt Cleaner Handbooklinmar7071100% (1)
- Aa Spec 377002Dokumen9 halamanAa Spec 377002jonodo89Belum ada peringkat
- 8531Dokumen3 halaman8531Srinivas VenkateshBelum ada peringkat
- Sole PlatesDokumen12 halamanSole Platesjonodo89Belum ada peringkat
- Conveyor Industry Conveyors PDF: Uploads 2012/06Dokumen6 halamanConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaBelum ada peringkat
- Iso 5293 1981Dokumen8 halamanIso 5293 1981Rajaram JayaramanBelum ada peringkat
- Stuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsDokumen4 halamanStuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsJoaquín NarváezBelum ada peringkat
- Conveyor Belt Cover StandardDokumen12 halamanConveyor Belt Cover StandardSholhan AzizBelum ada peringkat
- Helix Delta-T6 Sample Report01Dokumen29 halamanHelix Delta-T6 Sample Report01Khaleel PashaBelum ada peringkat
- Apron Feeder ManualDokumen10 halamanApron Feeder Manual7atemmohBelum ada peringkat
- SM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualDokumen20 halamanSM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualIshi BashiBelum ada peringkat
- BS 2890-1989 Troughed Belt Conveyor PDFDokumen35 halamanBS 2890-1989 Troughed Belt Conveyor PDFjessBelum ada peringkat
- BS 2890-1989, Specification For Troughed Belt ConveyorDokumen35 halamanBS 2890-1989, Specification For Troughed Belt ConveyoryahiabiaBelum ada peringkat
- Belt Slippage SPWP1178ENPR-01Dokumen2 halamanBelt Slippage SPWP1178ENPR-01JrbritoBelum ada peringkat
- Steel Cord Conveyor Belt 1 PDFDokumen16 halamanSteel Cord Conveyor Belt 1 PDFSudarshan deshpandeBelum ada peringkat
- Calculation of Artificial Friction Conveying Coefficient F, and A Comparison Between ISO and CEMADokumen9 halamanCalculation of Artificial Friction Conveying Coefficient F, and A Comparison Between ISO and CEMAretrospect1000Belum ada peringkat
- General Material: CommentsDokumen10 halamanGeneral Material: CommentsRafael FerreiraBelum ada peringkat
- Lecture 4 - Belt Conveying - Trans CurvesDokumen18 halamanLecture 4 - Belt Conveying - Trans CurvesFabio MiguelBelum ada peringkat
- As 1333-1994 Conveyor Belting of Elastomeric and Steel Cord ConstructionDokumen7 halamanAs 1333-1994 Conveyor Belting of Elastomeric and Steel Cord ConstructionSAI Global - APACBelum ada peringkat
- A4-P 13.0 enDokumen16 halamanA4-P 13.0 enmkpqBelum ada peringkat
- Analisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIDokumen10 halamanAnalisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIWaris La Joi WakatobiBelum ada peringkat
- Bucket Elevator ChainDokumen4 halamanBucket Elevator Chainluisreng100% (1)
- Rubber Conveyor Belt Splice Cure CalculationDokumen7 halamanRubber Conveyor Belt Splice Cure CalculationnicolasBelum ada peringkat
- Mechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期Dokumen1 halamanMechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期saidBelum ada peringkat
- Conveyor BeltDokumen2 halamanConveyor BeltSholhan AzizBelum ada peringkat
- Sidewall Splicing MechanicalDokumen11 halamanSidewall Splicing MechanicalTamer EmamBelum ada peringkat
- Dunlop Conveyor Belt Design Manual - P2Dokumen15 halamanDunlop Conveyor Belt Design Manual - P2perdhana2000Belum ada peringkat
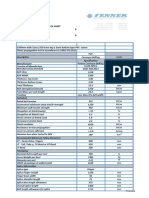
- Fenner Friction Belts PDFDokumen54 halamanFenner Friction Belts PDFchagar_harshBelum ada peringkat
- Bearing Centre and Face Width in Conveyor PulleyDokumen8 halamanBearing Centre and Face Width in Conveyor PulleyPrashant MishraBelum ada peringkat
- Spile Bar DeflectionDokumen9 halamanSpile Bar DeflectionIsaac KendallBelum ada peringkat
- Helix Delta T-5 - HelpDokumen274 halamanHelix Delta T-5 - Helpgkforoghan100% (1)
- D-Bucket ChainsDokumen45 halamanD-Bucket ChainsMuhammad Irvan FBelum ada peringkat
- 2009 Catalogue: Conveyor BeltingDokumen25 halaman2009 Catalogue: Conveyor BeltingSaswita SaktiBelum ada peringkat
- Screw Conveyor RatingDokumen6 halamanScrew Conveyor RatingPereiraeBelum ada peringkat
- Conveyor Idler StandardsDokumen10 halamanConveyor Idler StandardsObiwan1483100% (1)
- Aa Spec 373001Dokumen13 halamanAa Spec 373001JDBelum ada peringkat
- Aa Spec 371002Dokumen5 halamanAa Spec 371002JDBelum ada peringkat
- Fire Protection Standard For Use of Plastic PipesDokumen6 halamanFire Protection Standard For Use of Plastic Pipesjonodo89Belum ada peringkat
- Fire Protection Standard For Electrical Equipment and InstallationsDokumen27 halamanFire Protection Standard For Electrical Equipment and Installationsjonodo89100% (1)
- Generic Geared ReducersDokumen12 halamanGeneric Geared Reducersjonodo89Belum ada peringkat
- Screw Take UpsDokumen7 halamanScrew Take Upsjonodo89Belum ada peringkat
- Sole PlatesDokumen12 halamanSole Platesjonodo89Belum ada peringkat
- Mechanical StandardsDokumen10 halamanMechanical Standardsjonodo890% (1)
- Belt Conveyor Idlers and RollsDokumen14 halamanBelt Conveyor Idlers and Rollsjonodo89Belum ada peringkat
- K0001 A430 M SPC 0011 Rev02 Metallic Wear LiningDokumen15 halamanK0001 A430 M SPC 0011 Rev02 Metallic Wear Liningjonodo89Belum ada peringkat
- Aa Spec 114005Dokumen45 halamanAa Spec 114005jonodo8950% (2)
- New Doc 2018-04-24Dokumen6 halamanNew Doc 2018-04-24jonodo89Belum ada peringkat
- BB Design ReportDokumen79 halamanBB Design Reportjonodo89Belum ada peringkat
- M&T Risk & AssuranceDokumen39 halamanM&T Risk & Assurancejonodo89Belum ada peringkat
- New Doc 2018-04-24Dokumen6 halamanNew Doc 2018-04-24jonodo89Belum ada peringkat
- SolidwovendatasheetDokumen1 halamanSolidwovendatasheetjonodo89Belum ada peringkat
- DWG 415-008 REV 0Dokumen1 halamanDWG 415-008 REV 0jonodo89Belum ada peringkat
- 2RVRETURNS25Dokumen1 halaman2RVRETURNS25jonodo89Belum ada peringkat
- DWG 424-012 REV 1Dokumen1 halamanDWG 424-012 REV 1jonodo89Belum ada peringkat
- G - 1 - A1 General Arrangment DrawingDokumen1 halamanG - 1 - A1 General Arrangment Drawingjonodo89Belum ada peringkat
- DWG 415-007 REV 0Dokumen1 halamanDWG 415-007 REV 0jonodo89Belum ada peringkat
- DWG 415-006 REV 0Dokumen1 halamanDWG 415-006 REV 0jonodo89Belum ada peringkat
- Macsteel VRN - Wear Abrasion Steels - Creusabro 8000Dokumen4 halamanMacsteel VRN - Wear Abrasion Steels - Creusabro 8000jonodo89Belum ada peringkat
- v487tvvs - Ha - Sx260Dokumen1 halamanv487tvvs - Ha - Sx260jonodo89Belum ada peringkat
- DWG 415-009 REV 0Dokumen1 halamanDWG 415-009 REV 0jonodo89Belum ada peringkat
- DWG 415-012 REV 2Dokumen1 halamanDWG 415-012 REV 2jonodo89Belum ada peringkat