Anda mungkin juga menyukai
- Etica y Derecho ElectoralDokumen15 halamanEtica y Derecho ElectoralAndres Mauricio Alvarez VianaBelum ada peringkat
- El Comercio Internacional Como Nueva ArmaDokumen2 halamanEl Comercio Internacional Como Nueva ArmaAndres Mauricio Alvarez VianaBelum ada peringkat
- Características de La Capacidad Instalada Del RestaurantDokumen4 halamanCaracterísticas de La Capacidad Instalada Del RestaurantAndres Mauricio Alvarez Viana100% (1)
- Acces Actividad de Aprendizaje Unidad 1 - Modelo Entidad-RelacionDokumen2 halamanAcces Actividad de Aprendizaje Unidad 1 - Modelo Entidad-RelacionPrefencias100% (1)
- Características de La Capacidad Instalada Del RestaurantDokumen4 halamanCaracterísticas de La Capacidad Instalada Del RestaurantAndres Mauricio Alvarez Viana100% (1)
- Contenedores Trbajo Hasta AhoraDokumen23 halamanContenedores Trbajo Hasta AhoraAndres Mauricio Alvarez VianaBelum ada peringkat
- Diferentes Teorías Del Comercio InternacionalDokumen5 halamanDiferentes Teorías Del Comercio InternacionalAndres Mauricio Alvarez VianaBelum ada peringkat
- Características de La Capacidad Instalada Del RestaurantDokumen4 halamanCaracterísticas de La Capacidad Instalada Del RestaurantAndres Mauricio Alvarez Viana100% (1)
- Remedial Primer Parcial Control EstadisticoDokumen4 halamanRemedial Primer Parcial Control EstadisticoAndres Mauricio Alvarez VianaBelum ada peringkat
- Mejoramiento UnlockedDokumen60 halamanMejoramiento UnlockedAndres Mauricio Alvarez VianaBelum ada peringkat
- Bavaria S.ADokumen36 halamanBavaria S.AAndres Mauricio Alvarez VianaBelum ada peringkat
- Truher S.ADokumen15 halamanTruher S.AAndres Mauricio Alvarez VianaBelum ada peringkat
- Truher S.ADokumen15 halamanTruher S.AAndres Mauricio Alvarez VianaBelum ada peringkat
- Salud OcupacionalDokumen2 halamanSalud OcupacionalAndres Mauricio Alvarez VianaBelum ada peringkat
- PRIITIVISMODokumen2 halamanPRIITIVISMOAndres Mauricio Alvarez VianaBelum ada peringkat
- Historia de Los Microprocesadores IntelDokumen16 halamanHistoria de Los Microprocesadores IntelAndres Mauricio Alvarez VianaBelum ada peringkat
- 006 SlutDokumen3 halaman006 SlutMarcelo Enrique Delgado Guzman100% (1)
- El Arte Como Territorio de ResistenciaDokumen183 halamanEl Arte Como Territorio de ResistenciacawabaBelum ada peringkat
- Rotulación de SeguridadDokumen5 halamanRotulación de SeguridadRubén Guerra LozanoBelum ada peringkat
- Epidemiologia AplicadaDokumen22 halamanEpidemiologia AplicadaAlbaAlexandraSanchezAriasBelum ada peringkat
- Captura de Pantalla 2022-11-13 A La(s) 18.10.29Dokumen8 halamanCaptura de Pantalla 2022-11-13 A La(s) 18.10.29camila belen toralesBelum ada peringkat
- Instalar Canaima 3Dokumen18 halamanInstalar Canaima 3Kevin Gabriel Cisnero AlvaradoBelum ada peringkat
- Declaracion de Cambio Por Exportaciones de Bienes Formulario N 2 SENADokumen1 halamanDeclaracion de Cambio Por Exportaciones de Bienes Formulario N 2 SENAanderson castañoBelum ada peringkat
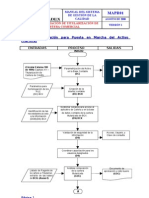
- Flujograma de ProcesosDokumen9 halamanFlujograma de ProcesosAlcides ChanaBelum ada peringkat
- Citas VancouverDokumen14 halamanCitas VancouvermaveguitaBelum ada peringkat
- Latarjet Ruiz Liard. Anatomía Humana 5 Edicion T2. Corazón y PericardioDokumen47 halamanLatarjet Ruiz Liard. Anatomía Humana 5 Edicion T2. Corazón y PericardioYunier Valderrama FaleroBelum ada peringkat
- Catalogo 5taedic CompressedDokumen21 halamanCatalogo 5taedic CompressedcemorilloBelum ada peringkat
- Auditoría Forense: 14-4-99015-12-0207Dokumen48 halamanAuditoría Forense: 14-4-99015-12-0207Augusto LopezBelum ada peringkat
- La historia de la compra: drama sobre la adicción y el abandonoDokumen76 halamanLa historia de la compra: drama sobre la adicción y el abandonoMar Aroko50% (2)
- Universidad Nacional de CajamarcaDokumen99 halamanUniversidad Nacional de CajamarcaAndrés MedinaBelum ada peringkat
- Capitulo 109Dokumen22 halamanCapitulo 109lmolinaresBelum ada peringkat
- Roles MintzbergDokumen4 halamanRoles MintzbergnzjuanBelum ada peringkat
- Fisica Electronica EjercicioDokumen5 halamanFisica Electronica EjercicioJeferson Eduardo MONSALVE ZAMBRANOBelum ada peringkat
- Patrullero orgullosoDokumen19 halamanPatrullero orgullosoUlises MoranBelum ada peringkat
- Ficha Tecnica Altair 5X MSADokumen3 halamanFicha Tecnica Altair 5X MSARelzatec Innovaciones En Seguridad Industrial0% (1)
- 5 - Charm - Tracy Wolff (Google Trasnlate)Dokumen1.010 halaman5 - Charm - Tracy Wolff (Google Trasnlate)L O L A43% (7)
- Medidas Básicas en El Laboratorio Parte 1Dokumen3 halamanMedidas Básicas en El Laboratorio Parte 1Manuel RosasBelum ada peringkat
- Sistema nervioso y neuronasDokumen34 halamanSistema nervioso y neuronasliliBelum ada peringkat
- Transporte, Almacenamiento de Cloro en Plantas de Tratamiento de AguaDokumen66 halamanTransporte, Almacenamiento de Cloro en Plantas de Tratamiento de AguaJesús HernándezBelum ada peringkat
- Examen Parcial Contabilidad Gerencial UNITECDokumen7 halamanExamen Parcial Contabilidad Gerencial UNITECDaniela Zavala0% (1)
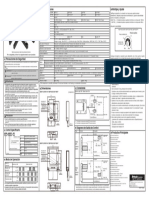
- Autonics Bup Esp ManualDokumen1 halamanAutonics Bup Esp ManualfchumpitazBelum ada peringkat
- Ev. 2 - Eq. 7 - Procesos de CalidadDokumen12 halamanEv. 2 - Eq. 7 - Procesos de Calidadandrea reyesBelum ada peringkat
- CATALOGO EGAmaster AntichispaDokumen64 halamanCATALOGO EGAmaster AntichispaYimmy Alexander Parra MarulandaBelum ada peringkat
- Guía EPS informes 30 reglasDokumen5 halamanGuía EPS informes 30 reglasNoe AguilarBelum ada peringkat
- Proyecto Integrador Técnicas de Administración de PersonalDokumen7 halamanProyecto Integrador Técnicas de Administración de Personalestefany rodriguezBelum ada peringkat
- TCIT Test SolucionDokumen7 halamanTCIT Test Solucionmarcos gomezBelum ada peringkat
- Influencia. La psicología de la persuasiónDari EverandInfluencia. La psicología de la persuasiónPenilaian: 4.5 dari 5 bintang4.5/5 (14)
- 7 tendencias digitales que cambiarán el mundoDari Everand7 tendencias digitales que cambiarán el mundoPenilaian: 4.5 dari 5 bintang4.5/5 (87)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDari EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoPenilaian: 4 dari 5 bintang4/5 (30)
- Auditoría de seguridad informática: Curso prácticoDari EverandAuditoría de seguridad informática: Curso prácticoPenilaian: 5 dari 5 bintang5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDari EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaPenilaian: 4.5 dari 5 bintang4.5/5 (116)
- Investigación de operaciones: Conceptos fundamentalesDari EverandInvestigación de operaciones: Conceptos fundamentalesPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDari Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosPenilaian: 5 dari 5 bintang5/5 (1)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDari EverandExcel 2021 y 365 Paso a Paso: Paso a PasoPenilaian: 5 dari 5 bintang5/5 (12)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDari EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másPenilaian: 2.5 dari 5 bintang2.5/5 (3)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDari EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaPenilaian: 5 dari 5 bintang5/5 (1)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Dari EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Penilaian: 5 dari 5 bintang5/5 (4)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDari EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroPenilaian: 4 dari 5 bintang4/5 (1)
- Reparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DDari EverandReparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DPenilaian: 5 dari 5 bintang5/5 (6)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Dari EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Penilaian: 4 dari 5 bintang4/5 (51)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDari EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetPenilaian: 5 dari 5 bintang5/5 (7)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDari EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosPenilaian: 5 dari 5 bintang5/5 (3)
- AngularJS: Conviértete en el profesional que las compañías de software necesitan.Dari EverandAngularJS: Conviértete en el profesional que las compañías de software necesitan.Penilaian: 3.5 dari 5 bintang3.5/5 (3)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDari EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasPenilaian: 4.5 dari 5 bintang4.5/5 (14)