Anda mungkin juga menyukai
- Standard PPT BecDokumen87 halamanStandard PPT Becamit singhBelum ada peringkat
- Description and Application: 80%ar - 20%co en Iso 17633-A T134 Mm3 Aws A5.22 Ec410Nimo en 1.4313Dokumen1 halamanDescription and Application: 80%ar - 20%co en Iso 17633-A T134 Mm3 Aws A5.22 Ec410Nimo en 1.4313amit singhBelum ada peringkat
- Export Product Hand BookDokumen94 halamanExport Product Hand Bookamit singhBelum ada peringkat
- GFW 625Dokumen1 halamanGFW 625amit singhBelum ada peringkat
- Flux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelDokumen14 halamanFlux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 Steelamit singhBelum ada peringkat
- TCS On Sale of Goods: by Cma S VenkannaDokumen27 halamanTCS On Sale of Goods: by Cma S Venkannaamit singhBelum ada peringkat
- Certificate of Approval: Kobe Steel, Ltd. Welding BusinessDokumen3 halamanCertificate of Approval: Kobe Steel, Ltd. Welding Businessamit singhBelum ada peringkat
- DW-309MoLP flux cored wire for dissimilar weldingDokumen1 halamanDW-309MoLP flux cored wire for dissimilar weldingamit singhBelum ada peringkat
- WeldingDokumen1 halamanWeldingamit singhBelum ada peringkat
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Dokumen2 halaman(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Corrosion Testing of Welds - Review Methods - Pettersson2007Dokumen28 halamanCorrosion Testing of Welds - Review Methods - Pettersson2007MatnSambuBelum ada peringkat
- TCS On Sale of Goods: by Cma S VenkannaDokumen27 halamanTCS On Sale of Goods: by Cma S Venkannaamit singhBelum ada peringkat
- Nominal Pipe Size Chart in Inch and MMDokumen2 halamanNominal Pipe Size Chart in Inch and MMMehman NasibovBelum ada peringkat
- KWT Special Heat Resistant SingleDokumen36 halamanKWT Special Heat Resistant Singleamit singhBelum ada peringkat
- DW 50 PDFDokumen1 halamanDW 50 PDFamit singhBelum ada peringkat
- 4G 2G 2F 3G UphillDokumen1 halaman4G 2G 2F 3G Uphillamit singhBelum ada peringkat
- Description and Application: 80%ar - 20%CO / 100%CO EN ISO 17633-A T 19 9 L P C1/M21 1 AWS A5.22 E308LT1-1/4 EN 1.4316Dokumen1 halamanDescription and Application: 80%ar - 20%CO / 100%CO EN ISO 17633-A T 19 9 L P C1/M21 1 AWS A5.22 E308LT1-1/4 EN 1.4316amit singhBelum ada peringkat
- DW-55LSR Flux Cored Wire Features and SpecificationsDokumen1 halamanDW-55LSR Flux Cored Wire Features and Specificationsamit singhBelum ada peringkat
- 4G 2G 2F 3G UphillDokumen2 halaman4G 2G 2F 3G Uphillamit singhBelum ada peringkat
- 9015-B91 SmawDokumen1 halaman9015-B91 Smawamit singhBelum ada peringkat
- Amit Kumar: From: Sent: 03 April 2019 12:51 To: Amit Kumar CC: Nasid Subject: RE: P.O. # NA/LPO/18-19/145Dokumen1 halamanAmit Kumar: From: Sent: 03 April 2019 12:51 To: Amit Kumar CC: Nasid Subject: RE: P.O. # NA/LPO/18-19/145amit singhBelum ada peringkat
- Description and Application: 100%CO /80%ar - 20%CO EN ISO 17632-A-T 46 3 P C/M 1 H5 AWS A5.20 E71T-1C/1M,-9C/9MDokumen1 halamanDescription and Application: 100%CO /80%ar - 20%CO EN ISO 17632-A-T 46 3 P C/M 1 H5 AWS A5.20 E71T-1C/1M,-9C/9Mamit singhBelum ada peringkat
- Description and Application: 80%ar - 20%CO EN ISO 17632-A-T 42 4 M M 3 H5 AWS A5.18 E70C-6MDokumen1 halamanDescription and Application: 80%ar - 20%CO EN ISO 17632-A-T 42 4 M M 3 H5 AWS A5.18 E70C-6MMaheshBelum ada peringkat
- CM A106ndDokumen1 halamanCM A106ndamit singhBelum ada peringkat
- CM-9CB TG-S9Cb US-9CbDokumen3 halamanCM-9CB TG-S9Cb US-9Cbamit singhBelum ada peringkat
- Kobelco NC-316MFDokumen1 halamanKobelco NC-316MFamit singhBelum ada peringkat
- DW-50LSR: 4G 2G 2F 3G UphillDokumen1 halamanDW-50LSR: 4G 2G 2F 3G Uphillamit singhBelum ada peringkat
- 4G 2G 2F 3G UphillDokumen1 halaman4G 2G 2F 3G Uphillamit singhBelum ada peringkat
- 316 Stainless Steel Filler Rod and Wire for Urea PlantDokumen1 halaman316 Stainless Steel Filler Rod and Wire for Urea Plantamit singhBelum ada peringkat
- DW-100V FCAW Flux Cored Wire Features and SpecsDokumen1 halamanDW-100V FCAW Flux Cored Wire Features and Specsamit singhBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Evolution of Consciousness According to Bhagavad-GitaDokumen14 halamanThe Evolution of Consciousness According to Bhagavad-Gitatrabajo mpdBelum ada peringkat
- Engineering MaterialsDokumen16 halamanEngineering MaterialsYosef Ganang Jati NugrohoBelum ada peringkat
- 0625 s07 Ms 3Dokumen7 halaman0625 s07 Ms 3Hubbak Khan50% (2)
- Conduits ASSIGNMENTDokumen12 halamanConduits ASSIGNMENTishaq kazeemBelum ada peringkat
- Smart MaterialsDokumen48 halamanSmart Materialsmjrobust05Belum ada peringkat
- Armfield F1 Fluid Mechanics Series Brochure V2a Download 1Dokumen30 halamanArmfield F1 Fluid Mechanics Series Brochure V2a Download 1paul contrerasBelum ada peringkat
- Li 2017 IOP Conf. Ser. Mater. Sci. Eng. 232 012084Dokumen10 halamanLi 2017 IOP Conf. Ser. Mater. Sci. Eng. 232 012084Yu An ShihBelum ada peringkat
- 1.2 Student Workbook ESSDokumen7 halaman1.2 Student Workbook ESSTanay shahBelum ada peringkat
- Biomechanics and Motor Control of Human Movement - Ch3Dokumen37 halamanBiomechanics and Motor Control of Human Movement - Ch3guillecabezaBelum ada peringkat
- Case D Westover Electrical, Inc.Dokumen3 halamanCase D Westover Electrical, Inc.AndresBelum ada peringkat
- DC30-010 - ODYSSEY Operator Manual - Rev PDokumen92 halamanDC30-010 - ODYSSEY Operator Manual - Rev PYolanda Peña100% (1)
- Introduction to Solid Modeling Using SolidWorks 2012 SolidWorks Simulation TutorialDokumen8 halamanIntroduction to Solid Modeling Using SolidWorks 2012 SolidWorks Simulation TutorialAYAUWU LOVEDAYBelum ada peringkat
- S7-1200 SM 1231 8 X Analog Input - SpecDokumen3 halamanS7-1200 SM 1231 8 X Analog Input - Specpryzinha_evBelum ada peringkat
- Fluids HandlingDokumen234 halamanFluids HandlingVenkatesh GangadharBelum ada peringkat
- Solutions ManualDokumen5 halamanSolutions ManualYoni BenshaharBelum ada peringkat
- Circuit BreakerDokumen70 halamanCircuit BreakerBADAL CHOUDHARYBelum ada peringkat
- Cascho Modelo DDokumen16 halamanCascho Modelo Dfrankz89Belum ada peringkat
- Building Maintenance TrainingDokumen6 halamanBuilding Maintenance TrainingMedian HpBelum ada peringkat
- Calculation of Vapor-Liquid-Liquid Equilibria For The Fischer-Tropsch Reactor Effluents Using Modified Peng-Robinson Equation of StateDokumen31 halamanCalculation of Vapor-Liquid-Liquid Equilibria For The Fischer-Tropsch Reactor Effluents Using Modified Peng-Robinson Equation of StatekenymorenoBelum ada peringkat
- Operation Stages HDI SIEMENSDokumen9 halamanOperation Stages HDI SIEMENSSergio SambuelliBelum ada peringkat
- II Assignment MMDokumen3 halamanII Assignment MMshantan02Belum ada peringkat
- Blade Profile Optimization of Kaplan Turbine Using CFD AnalysisDokumen16 halamanBlade Profile Optimization of Kaplan Turbine Using CFD Analysiscbaraj100% (1)
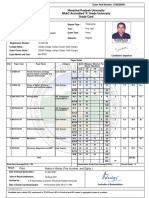
- Serial Number:1920110212668 Exam Roll Number Grade CardDokumen2 halamanSerial Number:1920110212668 Exam Roll Number Grade Cardsimran vaidBelum ada peringkat
- Learning Objectives-2: Uniform MotionDokumen7 halamanLearning Objectives-2: Uniform MotionBryanHarold BrooBelum ada peringkat
- 6 +ok+MEASURE+MENT+OF+SEQUENCE+REACTANCES+OF+SALIENT+POLE+SYNCHRONOUS+MACHINEDokumen3 halaman6 +ok+MEASURE+MENT+OF+SEQUENCE+REACTANCES+OF+SALIENT+POLE+SYNCHRONOUS+MACHINEaissmsBelum ada peringkat
- Sustainability Report Ingeteam 2018 - ENDokumen51 halamanSustainability Report Ingeteam 2018 - ENRana Awais KhanBelum ada peringkat
- Internship Report On Railway Coach FactoryDokumen39 halamanInternship Report On Railway Coach FactoryJyotiraj ThakuriaBelum ada peringkat
- Advances in Heat Transfer 2 (1965)Dokumen469 halamanAdvances in Heat Transfer 2 (1965)alejandro_baro419Belum ada peringkat
- The Must-Have Guide to Centrifugal PumpsDokumen24 halamanThe Must-Have Guide to Centrifugal PumpsStacy Wilson100% (1)
- Research Paper On Artificial IntelligenceDokumen3 halamanResearch Paper On Artificial IntelligenceasdasdasdBelum ada peringkat