Anda mungkin juga menyukai
- Fortuna Vii Caja Electron-2Dokumen73 halamanFortuna Vii Caja Electron-2Andres CastañoBelum ada peringkat
- 700 Series Presentation OverlockDokumen22 halaman700 Series Presentation OverlockMarcelo CMBelum ada peringkat
- PS80UserManual PDFDokumen28 halamanPS80UserManual PDFJuan Jose Reyna PiconBelum ada peringkat
- Collarin 110814200242 Phpapp02 PDFDokumen8 halamanCollarin 110814200242 Phpapp02 PDFAdela Osorio CardonaBelum ada peringkat
- Instruction Juki DDL PDFDokumen49 halamanInstruction Juki DDL PDFignacio1076Belum ada peringkat
- Manual Autocompactador Z ZR N L XL ESP 02 2013 2Dokumen30 halamanManual Autocompactador Z ZR N L XL ESP 02 2013 2jose gutierrezBelum ada peringkat
- Aditamentos de Colombia SDokumen18 halamanAditamentos de Colombia SAnyelo Zamir Lozano PlazaBelum ada peringkat
- Manual MM 252Dokumen24 halamanManual MM 252Noe Eulalio Torres PadillaBelum ada peringkat
- LZ EspanolDokumen124 halamanLZ EspanolJose RoldanBelum ada peringkat
- Posibles Fallas y Recomendaciones para Tu Transmisión AutomáticaDokumen4 halamanPosibles Fallas y Recomendaciones para Tu Transmisión AutomáticaAnonymous sNdyxBFBelum ada peringkat
- Juki 2Dokumen30 halamanJuki 2simon llave floresBelum ada peringkat
- Esquema de Circuitos Eléctrico GM JDokumen7 halamanEsquema de Circuitos Eléctrico GM JWilly Alexis Navarrete AlvaradoBelum ada peringkat
- M158-01 ES Manual Uso y MantenciónDokumen107 halamanM158-01 ES Manual Uso y MantenciónBryan FariasBelum ada peringkat
- Easy CutDokumen5 halamanEasy CutcarlosBelum ada peringkat
- Catalogo-Tecnico Herrero V0504Dokumen32 halamanCatalogo-Tecnico Herrero V0504ericleiva66Belum ada peringkat
- 14-Ranger 250 GXT (Au)Dokumen36 halaman14-Ranger 250 GXT (Au)Nestor HernándezBelum ada peringkat
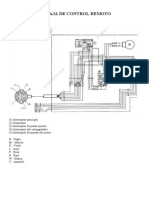
- 703 Caja de Control RemotoDokumen7 halaman703 Caja de Control RemotoWILSON ANDRES MOLINA SERNA100% (1)
- Manual de Reparacion SRV SRXDokumen62 halamanManual de Reparacion SRV SRXCarlosBelum ada peringkat
- Componentes Que Forman Parte de Un Equipo de GasDokumen47 halamanComponentes Que Forman Parte de Un Equipo de Gaspiero100% (1)
- Plano Gwolf PDFDokumen5 halamanPlano Gwolf PDFBaToCo Barriletes a Toda Costa Asociación Civil100% (1)
- Esquema de Funcionamiento Del Sistema de Frenos BSDokumen6 halamanEsquema de Funcionamiento Del Sistema de Frenos BSClaudio Antonio de la VegaBelum ada peringkat
- Carpeta de TorneríaDokumen47 halamanCarpeta de TorneríaSusana PadillaBelum ada peringkat
- Trampa A Flotador para Vapor FT14 (Conexiones Rosc-Hoja TécnicaDokumen3 halamanTrampa A Flotador para Vapor FT14 (Conexiones Rosc-Hoja TécnicaAndres PasquierBelum ada peringkat
- Sierra Cinta Fat 270 M Ref 045Dokumen1 halamanSierra Cinta Fat 270 M Ref 045Enrique Gustavo Paredes CarranzaBelum ada peringkat
- 40KW Generador Diesel J40um (Espanol)Dokumen4 halaman40KW Generador Diesel J40um (Espanol)Torrealba GerardoBelum ada peringkat
- TP N°2 VentilacionDokumen14 halamanTP N°2 VentilacionSebastian MolinaBelum ada peringkat
- Manual Caja de Cambios EstandarDokumen61 halamanManual Caja de Cambios Estandarkilofome05Belum ada peringkat
- Manual VRR12LDokumen10 halamanManual VRR12Ljomaga234Belum ada peringkat
- Fortuna 3 Servo MotorDokumen83 halamanFortuna 3 Servo MotorBusqueda Despachante de AduanaBelum ada peringkat
- HERTELL Manual Usuario Bombas de Vacio KDDokumen20 halamanHERTELL Manual Usuario Bombas de Vacio KDvictorhernandezregaBelum ada peringkat
- Manual Motosierra Stihl Ms 170 NogalparkDokumen8 halamanManual Motosierra Stihl Ms 170 Nogalparkhugo zorlacBelum ada peringkat
- Guia Del Usuario Big VentoDokumen42 halamanGuia Del Usuario Big VentoManzana Alvarez100% (1)
- 12 BMP 8500 Capacitacion HidraulicaDokumen13 halaman12 BMP 8500 Capacitacion Hidraulicaalberjose1Belum ada peringkat
- Manual de Operacion DGW340DMDokumen41 halamanManual de Operacion DGW340DMEduardo OviedoBelum ada peringkat
- VCM1050Dokumen16 halamanVCM1050terrazas.daniel@gmail.comBelum ada peringkat
- Lab de Analisis de Aceite-Formacion de Cuña de AceiteDokumen15 halamanLab de Analisis de Aceite-Formacion de Cuña de AceiteVikthor Phernando QuispeBelum ada peringkat
- HDS 551 C, 558 C, HDS 558 CSX, 698 CSX, 698 C, 798 C 798 CSXDokumen22 halamanHDS 551 C, 558 C, HDS 558 CSX, 698 CSX, 698 C, 798 C 798 CSXsandro Gil100% (2)
- Centro de Contactos Con Clientes GMDokumen415 halamanCentro de Contactos Con Clientes GMCarlos GarciaBelum ada peringkat
- Cat 2Dokumen23 halamanCat 2Mantenimiento NPK GortizBelum ada peringkat
- Cuadro Actualizado Filtros Grúas CVDokumen17 halamanCuadro Actualizado Filtros Grúas CVAlberto QuispeBelum ada peringkat
- FukhuaraDokumen34 halamanFukhuaraLisandro Martín MuñozBelum ada peringkat
- Juki Mol-254Dokumen10 halamanJuki Mol-254Jose Antonio Rojas BautistaBelum ada peringkat
- Aladin Pro Ultra SpanishDokumen84 halamanAladin Pro Ultra SpanishHugo LeonBelum ada peringkat
- Aire Acondicionado - No Se Activa Códigos de Averías de ATCDokumen3 halamanAire Acondicionado - No Se Activa Códigos de Averías de ATCMiguel Rodrigues da Silva100% (1)
- Valvulas de MotorDokumen4 halamanValvulas de MotorHayley BurnsBelum ada peringkat
- Zanella CuatricicloDokumen61 halamanZanella CuatricicloCarlos RosBelum ada peringkat
- Libro RecambiosDokumen141 halamanLibro Recambioskirill100% (1)
- Airbags - AutodataDokumen6 halamanAirbags - AutodataSantiago Rodriguez BejaranoBelum ada peringkat
- KX4 ComindDokumen16 halamanKX4 Comindcrido1981Belum ada peringkat
- Diagrama Pintarrayas 940w StsDokumen3 halamanDiagrama Pintarrayas 940w StsLeo Vega100% (1)
- Pasantia N1Dokumen8 halamanPasantia N1Miguel Makishi VelásquezBelum ada peringkat
- Hella ConexionesDokumen72 halamanHella Conexionesqeloko100% (1)
- Document Downloadsdirect206180067extension PDF&FT 1666206666&Lt 1666210276&show PDF True&User Id 36881Dokumen880 halamanDocument Downloadsdirect206180067extension PDF&FT 1666206666&Lt 1666210276&show PDF True&User Id 36881luis albertoBelum ada peringkat
- Manual de InstruccionesDokumen18 halamanManual de InstruccionesAlejandro Enriquez SalazarBelum ada peringkat
- Manual de Taller W460 103 112Dokumen10 halamanManual de Taller W460 103 112Andrés Zúñiga0% (1)
- Catalogo HIMALAYA PDFDokumen62 halamanCatalogo HIMALAYA PDFEnrique Medina GarcíaBelum ada peringkat
- Borgward VM - HRDokumen3 halamanBorgward VM - HRRectificaciones PiccoliBelum ada peringkat
- Plan de MantenimientoDokumen3 halamanPlan de MantenimientoLuis AdrianBelum ada peringkat
- Maquina Brochadora CompactoDokumen8 halamanMaquina Brochadora CompactoAndres RosalesBelum ada peringkat
- Procedimiento Desmontaje Sistema de LubricacionDokumen10 halamanProcedimiento Desmontaje Sistema de LubricacionJuanBelum ada peringkat
- Fatek Ejercicios PLCDokumen43 halamanFatek Ejercicios PLCVictor Manuel Perez EsquivelBelum ada peringkat
- Manual CCS EspañolDokumen70 halamanManual CCS Españoljkfran50% (4)
- Manual Programacion ArduinoDokumen70 halamanManual Programacion Arduinofaasa83% (6)
- Manual de Logo 2009 - ESDokumen288 halamanManual de Logo 2009 - ESjjcasteBelum ada peringkat
- 4.-Manual de Aplicacion de EncodersDokumen21 halaman4.-Manual de Aplicacion de EncodersCrimson King LinaresBelum ada peringkat
- OverlayDokumen1 halamanOverlayJhon Wilser Velasco MarquinaBelum ada peringkat
- Manual HP 50gDokumen986 halamanManual HP 50gCalculadoras100% (2)
- Tornillos 1Dokumen46 halamanTornillos 1Jhon Wilser Velasco MarquinaBelum ada peringkat
- Lab. 7 (Conservación de Masa)Dokumen7 halamanLab. 7 (Conservación de Masa)jayleneBelum ada peringkat
- Ciclado 2023 - Geometría - Ciclo Iii - Guia 2Dokumen4 halamanCiclado 2023 - Geometría - Ciclo Iii - Guia 2Emilio Colqui FaustinoBelum ada peringkat
- 09 Telwin DismakDokumen52 halaman09 Telwin DismakDavid PazBelum ada peringkat
- Equipos para La Mineria SubterraneaDokumen17 halamanEquipos para La Mineria SubterraneaFabricio Agüero Marcelo100% (1)
- San Agustin de Hipona Maestro de La Conciencia de OccidenteDokumen4 halamanSan Agustin de Hipona Maestro de La Conciencia de OccidenteBRAYNSEVILLLABelum ada peringkat
- Mantenimiento Bombas CentrifugasDokumen56 halamanMantenimiento Bombas CentrifugasGonzalo Vega CampillayBelum ada peringkat
- Comprensión y Análisis de TextostalaraDokumen31 halamanComprensión y Análisis de TextostalaraIsac Villacorta0% (1)
- Silabo Uso y Manejo de Armas FuegoDokumen52 halamanSilabo Uso y Manejo de Armas FuegoPercy Breyner Contreras Huaman.Belum ada peringkat
- 2da y 3ra Ley de Newton - Energía, Trabajo y Potencia - Impulso y Cantidad de Movimiento - Colisiones Elásticas e Inelásticas - Momentos de InerciaDokumen19 halaman2da y 3ra Ley de Newton - Energía, Trabajo y Potencia - Impulso y Cantidad de Movimiento - Colisiones Elásticas e Inelásticas - Momentos de InerciaLuis Abraham GLBelum ada peringkat
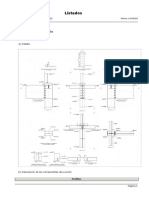
- ListadosDokumen15 halamanListadosKeibyn MolinaBelum ada peringkat
- Silabus de TermodinámicaDokumen9 halamanSilabus de TermodinámicaJavier EsquivelBelum ada peringkat
- Evaluacion Estructural Estadio de LimaDokumen71 halamanEvaluacion Estructural Estadio de LimaRichard David Aguilar Pizan100% (1)
- Tipos de Sistemas de ClimatizaciónDokumen3 halamanTipos de Sistemas de ClimatizaciónRafael RamosBelum ada peringkat
- EsferaDokumen4 halamanEsferaCarlos SanchezBelum ada peringkat
- 10) Quimica I Unc CienciasDokumen9 halaman10) Quimica I Unc CienciasGerson Arturo Larios GilesBelum ada peringkat
- Organizacion Curricular Ciencias Naturales 1 BasicoDokumen7 halamanOrganizacion Curricular Ciencias Naturales 1 BasicoPâûli AndreaBelum ada peringkat
- Orbitales AtomicosDokumen6 halamanOrbitales AtomicosDavid BustamanteBelum ada peringkat
- Proyecto de Hig. Ind.Dokumen15 halamanProyecto de Hig. Ind.KATHERINE THALIA VILCHEZ VARILLASBelum ada peringkat
- Como Trazar PerpendicularesDokumen5 halamanComo Trazar PerpendicularesLorena TapiaBelum ada peringkat
- Ip2902 Mecánica de Medios Continuos - Trabajo Conv OrdinariaDokumen7 halamanIp2902 Mecánica de Medios Continuos - Trabajo Conv OrdinariaJuan Climaco CLBelum ada peringkat
- Newhall Beaumont Historia de La FotografiaDokumen346 halamanNewhall Beaumont Historia de La FotografiaCecilia Sarmiento Lagarde100% (1)
- Taller 1 de Tecnologia 1.6Dokumen4 halamanTaller 1 de Tecnologia 1.6Alexander RichardsBelum ada peringkat
- T.9.tipos de Mecanismos de Rotura en La Mineria Subterranea - Fabiola FidelibusDokumen11 halamanT.9.tipos de Mecanismos de Rotura en La Mineria Subterranea - Fabiola FidelibusLaura VargasBelum ada peringkat
- Nomenglaturas Usadas en RadiologiaDokumen10 halamanNomenglaturas Usadas en RadiologiaAlexander Alvarado RecinoBelum ada peringkat
- Historia de Los Metodos NumericosDokumen5 halamanHistoria de Los Metodos NumericosOscar MondragónBelum ada peringkat
- Doc. Técnica MAC - 501 - AH PDFDokumen5 halamanDoc. Técnica MAC - 501 - AH PDFRamon Cabana GarabanaBelum ada peringkat
- El Estetoscopio HistoriaDokumen4 halamanEl Estetoscopio HistoriabasuraBelum ada peringkat
- Lab 1 Fisica ModernaDokumen3 halamanLab 1 Fisica ModernafernandaBelum ada peringkat
- Perforación RotativaDokumen17 halamanPerforación RotativaGrobert MontañezBelum ada peringkat
- Carapia Alcantar Berenice - FinalDokumen17 halamanCarapia Alcantar Berenice - FinalBerenice Carapia AlcantarBelum ada peringkat