Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- MC 04-03-2000Dokumen4 halamanMC 04-03-2000ibnuharyBelum ada peringkat
- Illuminance Recommendations - EEPDokumen6 halamanIlluminance Recommendations - EEPibnuharyBelum ada peringkat
- Ships Waste Water TreatmentDokumen5 halamanShips Waste Water TreatmentibnuharyBelum ada peringkat
- Shipboard Oil Pollution Emergency Plan (SOPEP)Dokumen2 halamanShipboard Oil Pollution Emergency Plan (SOPEP)ibnuharyBelum ada peringkat
- Darcy Weisbach FormulaDokumen3 halamanDarcy Weisbach Formulasairam2234Belum ada peringkat
- Venting System For TankerDokumen4 halamanVenting System For TankeribnuharyBelum ada peringkat
- Role & Construction of Relief Valve On Marine EngineDokumen5 halamanRole & Construction of Relief Valve On Marine EngineibnuharyBelum ada peringkat
- Copper Tube For PneumaticDokumen4 halamanCopper Tube For PneumaticibnuharyBelum ada peringkat
- Clean and Dry Compressed Air For Automation ControlDokumen1 halamanClean and Dry Compressed Air For Automation ControlibnuharyBelum ada peringkat
- Heat Exchangers On Ship ExplainedDokumen5 halamanHeat Exchangers On Ship ExplainedibnuharyBelum ada peringkat
- High Speed Centrifuge On Ship - Construction and WorkingDokumen6 halamanHigh Speed Centrifuge On Ship - Construction and WorkingibnuharyBelum ada peringkat
- Accumulation Pressure Test, Corrosion of Boilers On ShipsDokumen4 halamanAccumulation Pressure Test, Corrosion of Boilers On ShipsibnuharyBelum ada peringkat
- Sounding The Tanks of A ShipDokumen6 halamanSounding The Tanks of A ShipibnuharyBelum ada peringkat
- OWS System Marpol PDFDokumen12 halamanOWS System Marpol PDFibnuharyBelum ada peringkat
- Calculation of The Built Up Back PressureDokumen4 halamanCalculation of The Built Up Back PressureibnuharyBelum ada peringkat
- Compressors - Working and CharacteristicsDokumen7 halamanCompressors - Working and CharacteristicsibnuharyBelum ada peringkat
- ZF Product Selection Guide 2015 enDokumen158 halamanZF Product Selection Guide 2015 enibnuharyBelum ada peringkat
- High Velocity Vent - Inert Gas System On ShipsDokumen2 halamanHigh Velocity Vent - Inert Gas System On Shipsibnuhary100% (2)
- Circulating Tank CofferdamDokumen11 halamanCirculating Tank CofferdamibnuharyBelum ada peringkat
- Purging Air From Refrigeration SystemsDokumen6 halamanPurging Air From Refrigeration SystemsibnuharyBelum ada peringkat
- TankCleaning WallWashing November2014Dokumen18 halamanTankCleaning WallWashing November2014Goldy100% (3)
- The Basics of Cargo Lashing and Securing On ShipsDokumen6 halamanThe Basics of Cargo Lashing and Securing On ShipsibnuharyBelum ada peringkat
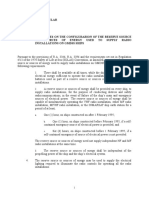
- Electrical Requirements For InstallationsDokumen14 halamanElectrical Requirements For InstallationsFrancis OwusuBelum ada peringkat
- Tank Cleaning Machine - PolarmarineDokumen77 halamanTank Cleaning Machine - PolarmarineibnuharyBelum ada peringkat
- AC Generator Working Principle and PartsDokumen2 halamanAC Generator Working Principle and Partsibnuhary100% (1)
- Air Compressor Basics - Role and FunctionsDokumen7 halamanAir Compressor Basics - Role and FunctionsibnuharyBelum ada peringkat
- Washing Process of Cargo Tanks On Tankers For Transportation of Crude OilDokumen7 halamanWashing Process of Cargo Tanks On Tankers For Transportation of Crude OilibnuharyBelum ada peringkat
- Dresser Coupling - Young NamDokumen18 halamanDresser Coupling - Young NamibnuharyBelum ada peringkat
- AC BC AB C B A: Conversion FormulasDokumen2 halamanAC BC AB C B A: Conversion FormulasSiva RamBelum ada peringkat
- 80% Breaker Derating RuleDokumen7 halaman80% Breaker Derating RuleibnuharyBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Densidad ASTM D4052Dokumen5 halamanDensidad ASTM D4052Coordinador LaboratorioBelum ada peringkat
- BP Stats Review 2021 All DataDokumen624 halamanBP Stats Review 2021 All Dataivan sudibyoBelum ada peringkat
- Process Design of Fuel Systems: NIOEC-SP-00-65Dokumen34 halamanProcess Design of Fuel Systems: NIOEC-SP-00-65amini_mohiBelum ada peringkat
- Introduction To ENERGY: Overdevelopment and The Delusion of Endless GrowthDokumen6 halamanIntroduction To ENERGY: Overdevelopment and The Delusion of Endless GrowthPost Carbon InstituteBelum ada peringkat
- Project On Indain Oil Corporation LimitedDokumen93 halamanProject On Indain Oil Corporation LimitedKavisha singhBelum ada peringkat
- Seubert - 2012 - Work Flows For Play Fairway Mapping PDFDokumen15 halamanSeubert - 2012 - Work Flows For Play Fairway Mapping PDFaristi51Belum ada peringkat
- USSBS Reports No. 53, Effects of Strategic Bombing On Japan's War EconomyDokumen256 halamanUSSBS Reports No. 53, Effects of Strategic Bombing On Japan's War EconomyJapanAirRaids100% (2)
- Oil and Gas Reservoir Pressure Decline and Active Oil ContentDokumen20 halamanOil and Gas Reservoir Pressure Decline and Active Oil ContentSolenti D'nouBelum ada peringkat
- Types of WellsDokumen9 halamanTypes of WellsMus'ab UsmanBelum ada peringkat
- Transmix ProcessingDokumen4 halamanTransmix ProcessingChem.Engg100% (3)
- Checal 2 Quiz 1Dokumen3 halamanChecal 2 Quiz 1JamirBelum ada peringkat
- Waste-to-Energy CO2 Sequestration AnalysisDokumen8 halamanWaste-to-Energy CO2 Sequestration AnalysisFerdiansyah Iqbal RafandiBelum ada peringkat
- API Oil Separator Removes 90% Oil from WastewaterDokumen2 halamanAPI Oil Separator Removes 90% Oil from Wastewaterbesant vargheesBelum ada peringkat
- Wellhead CatalogueDokumen78 halamanWellhead CatalogueAminBelum ada peringkat
- Characteristics of Lubricating Greases Production ProcessesDokumen21 halamanCharacteristics of Lubricating Greases Production ProcessesJorge ZegarraBelum ada peringkat
- Strategic Management Report (Final33)Dokumen39 halamanStrategic Management Report (Final33)MD FAISALBelum ada peringkat
- Propane Standby Systems ... An OverviewDokumen20 halamanPropane Standby Systems ... An OverviewSunday Paul67% (9)
- Internship Report (Power)Dokumen34 halamanInternship Report (Power)Sadaf FayyazBelum ada peringkat
- Final Research Paper Manuscript 1Dokumen62 halamanFinal Research Paper Manuscript 1Jr YansonBelum ada peringkat
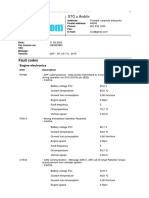
- Fault Codes: STO U AndriivDokumen19 halamanFault Codes: STO U AndriivAtochkavBelum ada peringkat
- 112-Answers To The 2012 AFPM QA QuestionsDokumen5 halaman112-Answers To The 2012 AFPM QA QuestionselglockBelum ada peringkat
- Invitation For Re-Tender: Rupgonj Oil/Gas Exploration Well Drilling ProjectDokumen1 halamanInvitation For Re-Tender: Rupgonj Oil/Gas Exploration Well Drilling Projectshuvo134Belum ada peringkat
- SS3 Chemistry 2nd Term Lesson Note PDFDokumen47 halamanSS3 Chemistry 2nd Term Lesson Note PDFAugustine Amaechi100% (1)
- Inv DS-030 Application Setup Document PT PDFDokumen271 halamanInv DS-030 Application Setup Document PT PDFMauriceBelum ada peringkat
- Total Organic CarbonDokumen27 halamanTotal Organic Carbonanicetus namangBelum ada peringkat
- Differential Liberation PVT Fluid TestDokumen11 halamanDifferential Liberation PVT Fluid TestAhmed M. Saad0% (1)
- REFINING PETROLEUM ENGINEERINGDokumen111 halamanREFINING PETROLEUM ENGINEERINGAbidHussainBhattiBelum ada peringkat
- Perenco - Oil and Gas - A Leading Independent Exploration and Production CompanyDokumen4 halamanPerenco - Oil and Gas - A Leading Independent Exploration and Production CompanyismailinesBelum ada peringkat
- 4.3 Vol II Sec.3.2 - Process Design CriteriaDokumen34 halaman4.3 Vol II Sec.3.2 - Process Design CriteriaPrasath Palanichamy0% (1)
- IS 401.2001 TimberDokumen30 halamanIS 401.2001 TimberChristina Wilson100% (1)