Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Assignment 1Dokumen2 halamanAssignment 1Deron NicholsonBelum ada peringkat
- Lecture 3d - Master Theorem Additional ReadingDokumen15 halamanLecture 3d - Master Theorem Additional ReadingDeron NicholsonBelum ada peringkat
- 89 Friction ClutchesDokumen14 halaman89 Friction ClutchesDeron NicholsonBelum ada peringkat
- Igneous: Metamorphic SedimentaryDokumen3 halamanIgneous: Metamorphic SedimentaryDeron NicholsonBelum ada peringkat
- FIU Masters Degree Programme in Engineering Management Fact SheetDokumen3 halamanFIU Masters Degree Programme in Engineering Management Fact SheetDeron NicholsonBelum ada peringkat
- Underline The Correct Word in Brackets To Complete Each SentenceDokumen1 halamanUnderline The Correct Word in Brackets To Complete Each SentenceDeron NicholsonBelum ada peringkat
- Oblique DrawingsDokumen14 halamanOblique DrawingsDeron NicholsonBelum ada peringkat
- PLC & Scada - Be - Unit Wise - All New - 2015 PatDokumen20 halamanPLC & Scada - Be - Unit Wise - All New - 2015 PatSAHILBelum ada peringkat
- Transducers - 2.1 Sensors and Actuators - IOT2x Courseware - EdXDokumen4 halamanTransducers - 2.1 Sensors and Actuators - IOT2x Courseware - EdXzaheeruddin_mohdBelum ada peringkat
- Tenma 72 8155LCRDokumen26 halamanTenma 72 8155LCRbaggeroliBelum ada peringkat
- Chapter 7Dokumen69 halamanChapter 7Amit DostBelum ada peringkat
- 2CSG257153R4051 Anr96prf 230 Network AnalyserDokumen2 halaman2CSG257153R4051 Anr96prf 230 Network AnalyserLuis EduardoBelum ada peringkat
- stm32 Eval-Tools PortfolioDokumen23 halamanstm32 Eval-Tools PortfolioPanchal HitenBelum ada peringkat
- FDAS Technical Data SheetsDokumen6 halamanFDAS Technical Data SheetsPhel FloresBelum ada peringkat
- Sag DB en PDFDokumen2 halamanSag DB en PDFMiguel Angel Pacahuala CristobalBelum ada peringkat
- KWXTI5500 501 EngDokumen6 halamanKWXTI5500 501 EngDaniel HallbergBelum ada peringkat
- RV A 46 Zone Controller Installation and Operating InstructionsDokumen118 halamanRV A 46 Zone Controller Installation and Operating InstructionsPatrik NilssonBelum ada peringkat
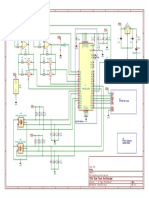
- Title: Dual Trace Oscilloscope: U5 ST7735s TFT ScreenDokumen1 halamanTitle: Dual Trace Oscilloscope: U5 ST7735s TFT ScreenAbdelkader Mechernene100% (2)
- Huawei E560 User ManualDokumen22 halamanHuawei E560 User Manualgbhargav123100% (1)
- Voltage Monitoring Series SM 501Dokumen5 halamanVoltage Monitoring Series SM 501srinivasgateBelum ada peringkat
- Digital System Design - 0Dokumen15 halamanDigital System Design - 0Đoàn Vũ Phú VinhBelum ada peringkat
- 3100 Paralleling QST30 Service ManualDokumen214 halaman3100 Paralleling QST30 Service ManualVictor Julian Ortiz Porras0% (1)
- Instuments Types With ExamplesDokumen9 halamanInstuments Types With ExamplesAmmar KhalidBelum ada peringkat
- As 60204.1-2005 Safety of Machinery - Electrical Equipment of Machines General Requirements (IEC60204-1 Ed. 5Dokumen12 halamanAs 60204.1-2005 Safety of Machinery - Electrical Equipment of Machines General Requirements (IEC60204-1 Ed. 5SAI Global - APAC0% (1)
- Trimble R7 GNSS DatasheetDokumen2 halamanTrimble R7 GNSS Datasheetheriegeo99Belum ada peringkat
- Regulador Avc63-4 Basler ElectricDokumen4 halamanRegulador Avc63-4 Basler ElectricJose Manuel Bautista MartinezBelum ada peringkat
- Resume 1 Page RamDokumen1 halamanResume 1 Page RamRamnarayan ShreyasBelum ada peringkat
- LEDDokumen40 halamanLEDOjog Ciprian Alin100% (3)
- s71200 Easy Book en-US en-USDokumen364 halamans71200 Easy Book en-US en-USReynanBorliniBelum ada peringkat
- Energizer Cr1220: Product DatasheetDokumen1 halamanEnergizer Cr1220: Product DatasheetZARCO_MX77Belum ada peringkat
- Darktrace Tech AppliancesDokumen2 halamanDarktrace Tech AppliancesnoneBelum ada peringkat
- .Automatic Room Light Controller Using Arduino and PIR SensorDokumen4 halaman.Automatic Room Light Controller Using Arduino and PIR SensorLÂM PHẠM NHƯ100% (1)
- AccuLoad III-D Operator Reference ManualDokumen120 halamanAccuLoad III-D Operator Reference Manualpablobs100% (1)
- Assignment Switch Gear and Protection (3360901)Dokumen2 halamanAssignment Switch Gear and Protection (3360901)Madhuri chavanBelum ada peringkat
- List of True 16 9 ResolutionsDokumen19 halamanList of True 16 9 ResolutionsryuBelum ada peringkat
- TV Sony Manual Service Kdl26m4000 Kdl32m4000 Kdl37m4000 Kdl40m4000Dokumen114 halamanTV Sony Manual Service Kdl26m4000 Kdl32m4000 Kdl37m4000 Kdl40m4000reinaldoBelum ada peringkat
- 3 Space Sensor Users Manual Embedded 1 PDFDokumen51 halaman3 Space Sensor Users Manual Embedded 1 PDFmhasansharifiBelum ada peringkat