Anda mungkin juga menyukai
- Section 9 PRM AluminiumDokumen10 halamanSection 9 PRM Aluminiumprasanth cpBelum ada peringkat
- Astm ADokumen32 halamanAstm AKhaled FatnassiBelum ada peringkat
- Utg10 - Friction Welding of Different MaterialsDokumen4 halamanUtg10 - Friction Welding of Different MaterialsMuhammad Fatka FirmansyahBelum ada peringkat
- Specification For Steel Forgings, General Requirements: 1. Scope 1.1 This Specification Covers A Group of CommonDokumen13 halamanSpecification For Steel Forgings, General Requirements: 1. Scope 1.1 This Specification Covers A Group of CommonRodrigo AstrozaBelum ada peringkat
- Sugino SELFEEDER Servo Series N2611EDokumen13 halamanSugino SELFEEDER Servo Series N2611EsunhuynhBelum ada peringkat
- Steel Forgings, General Requirements: Standard Specification ForDokumen14 halamanSteel Forgings, General Requirements: Standard Specification Forcj7man80Belum ada peringkat
- Guidelines For Maintenance of Stainless Steel WagonsDokumen20 halamanGuidelines For Maintenance of Stainless Steel WagonsPratap Singh GangwarBelum ada peringkat
- GRINDING OF TOOL STEELDokumen16 halamanGRINDING OF TOOL STEELSubodh RanjanBelum ada peringkat
- The Stress Distribution and Thermal Stre PDFDokumen5 halamanThe Stress Distribution and Thermal Stre PDFDamianCurcanBelum ada peringkat
- Al Welding PDFDokumen2 halamanAl Welding PDFChidanand KoppaBelum ada peringkat
- Astm A788-11Dokumen13 halamanAstm A788-11Jeffry Daud Barrung100% (2)
- Aluminum Selection ChartDokumen1 halamanAluminum Selection ChartFahri Risfa ZulfiBelum ada peringkat
- Steel Forgings, General Requirements: Standard Specification ForDokumen17 halamanSteel Forgings, General Requirements: Standard Specification Forbdr85Belum ada peringkat
- Steel Forgings, General Requirements: Standard Specification ForDokumen14 halamanSteel Forgings, General Requirements: Standard Specification ForRupam BaruahBelum ada peringkat
- Aluminium Aluminum 2014 Alloy (UNS A92014)Dokumen4 halamanAluminium Aluminum 2014 Alloy (UNS A92014)vijaykumarnBelum ada peringkat
- Jfe Special SteelDokumen18 halamanJfe Special Steelkhwanta-btaBelum ada peringkat
- Aluminum SectionsDokumen102 halamanAluminum SectionsDuy HaBelum ada peringkat
- Asme Section Ii A Sa-6 Sa-6mDokumen82 halamanAsme Section Ii A Sa-6 Sa-6mksd2Belum ada peringkat
- SAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKDokumen15 halamanSAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKFerry SiegersBelum ada peringkat
- Viking Heavy PumpDokumen1 halamanViking Heavy PumpsebaseronBelum ada peringkat
- STP 494-1971Dokumen32 halamanSTP 494-1971ahmadmubarakaliasBelum ada peringkat
- 2019 Us 3848Dokumen1 halaman2019 Us 3848luis ortaBelum ada peringkat
- Steel Making Overview (MR Amit Sarkar)Dokumen52 halamanSteel Making Overview (MR Amit Sarkar)Murali Krishna EBelum ada peringkat
- T 245 - Similar MethodDokumen39 halamanT 245 - Similar Methodsmallik3Belum ada peringkat
- Activity 2.3.2 PDFDokumen3 halamanActivity 2.3.2 PDFJanell JonesBelum ada peringkat
- Aluminum Tooling Study-Aluminum Mold PlateDokumen20 halamanAluminum Tooling Study-Aluminum Mold PlatemauricefjohnsonBelum ada peringkat
- Catalog (Heavy Forging) PDFDokumen6 halamanCatalog (Heavy Forging) PDFViệt Châu TháiBelum ada peringkat
- A788 PDFDokumen12 halamanA788 PDFrohit kumarBelum ada peringkat
- Aerospace Material SpecificationDokumen5 halamanAerospace Material SpecificationAnonymous T6GllLl0Belum ada peringkat
- CAD 11-15 ME4I (2)Dokumen8 halamanCAD 11-15 ME4I (2)karanvairagade18Belum ada peringkat
- Fig-970-970G-NEW DESIGNDokumen1 halamanFig-970-970G-NEW DESIGNAsmaaBelum ada peringkat
- Aluminium-Welding: Course Book GBDokumen58 halamanAluminium-Welding: Course Book GBlilux519Belum ada peringkat
- 094 100 Metall Jacketed GasketsDokumen7 halaman094 100 Metall Jacketed GasketsGuess VaughnBelum ada peringkat
- ASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - AesteironDokumen4 halamanASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - Aesteironvalli rajuBelum ada peringkat
- Modeling and Analysis of Car WheelDokumen8 halamanModeling and Analysis of Car WheelAnonymous CUPykm6DZBelum ada peringkat
- CreepDokumen25 halamanCreepORANG BiasaBelum ada peringkat
- All About 6061 Aluminum (Properties, Strength and Uses)Dokumen4 halamanAll About 6061 Aluminum (Properties, Strength and Uses)asdasBelum ada peringkat
- Aluminium Alloys - Aluminium 6063 Properties, Fabrication and Applications, Supplier Data by AalcDokumen4 halamanAluminium Alloys - Aluminium 6063 Properties, Fabrication and Applications, Supplier Data by AalcatiquegeeBelum ada peringkat
- Aluminum 6061 Alloy GuideDokumen4 halamanAluminum 6061 Alloy GuideHARIPRASATH PBelum ada peringkat
- Alcoa Innovation Welding Workshop: Kyle Williams - Alcoa Technical CenterDokumen53 halamanAlcoa Innovation Welding Workshop: Kyle Williams - Alcoa Technical CenterspiritveluBelum ada peringkat
- Bearing Spacers Bearing Spacers: - Bearing Inner Rings - Bearing Outer RingsDokumen1 halamanBearing Spacers Bearing Spacers: - Bearing Inner Rings - Bearing Outer RingsSh.nasirpurBelum ada peringkat
- AI I 4145 Allo Teel (UN G41450) : Topics CoveredDokumen3 halamanAI I 4145 Allo Teel (UN G41450) : Topics CoveredUmerBelum ada peringkat
- Arcelormittal 9 Percent NickelDokumen5 halamanArcelormittal 9 Percent NickelAdisak AumpiemBelum ada peringkat
- CastingDokumen19 halamanCastingMohd SyafiqBelum ada peringkat
- Asme Section Ii A Sa-20 Sa-20mDokumen42 halamanAsme Section Ii A Sa-20 Sa-20mksd2Belum ada peringkat
- Kaiser Aluminum 1100 Tube and PipeDokumen2 halamanKaiser Aluminum 1100 Tube and PipeAhmed KandeelBelum ada peringkat
- Aluminium Aluminum 6063 Alloy (UNS A96063)Dokumen4 halamanAluminium Aluminum 6063 Alloy (UNS A96063)HARIPRASATH PBelum ada peringkat
- A 957 - A 957M - 15aDokumen9 halamanA 957 - A 957M - 15aPavan KumarBelum ada peringkat
- SAE - AMS 5659mv004Dokumen9 halamanSAE - AMS 5659mv004Nilesh PatilBelum ada peringkat
- Steel Forgings, General Requirements: Standard Specification ForDokumen12 halamanSteel Forgings, General Requirements: Standard Specification ForSantosh KumarBelum ada peringkat
- 107 093 A Eit Matczak MatczakDokumen5 halaman107 093 A Eit Matczak MatczakNihat YildirimBelum ada peringkat
- Create New Value from Steel with SeAH CSSDokumen10 halamanCreate New Value from Steel with SeAH CSSMaswindo CikarangBelum ada peringkat
- 8-AluminiumSheet Coil PlateandTreadplateDokumen9 halaman8-AluminiumSheet Coil PlateandTreadplatejerimiah_manzonBelum ada peringkat
- Investigation of Mechanical Behavior of Friction Stir Welded Joints of AA6063 With AA5083 Aluminum AlloysDokumen5 halamanInvestigation of Mechanical Behavior of Friction Stir Welded Joints of AA6063 With AA5083 Aluminum AlloysMKM OfficialBelum ada peringkat
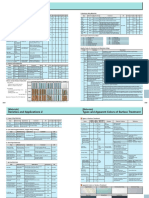
- Materials Varieties and ApplicationsDokumen2 halamanMaterials Varieties and ApplicationsHossein GhazinezhadBelum ada peringkat
- Ampco Trode 10Dokumen1 halamanAmpco Trode 10Hassan Fadel ShehadehBelum ada peringkat
- AISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredDokumen6 halamanAISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredCristina NicheBelum ada peringkat
- ASTM A-788 - Standard Specification For Steel Forgings, General RequirementsDokumen11 halamanASTM A-788 - Standard Specification For Steel Forgings, General RequirementsadrianosoBelum ada peringkat
- Foseco Non-Ferrous Foundryman's HandbookDari EverandFoseco Non-Ferrous Foundryman's HandbookPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBelum ada peringkat
- Equations in Materials ScienceDokumen25 halamanEquations in Materials ScienceCORE Materials86% (7)
- Chemical Analysis in The Electron MicroscopeDokumen62 halamanChemical Analysis in The Electron MicroscopeCORE MaterialsBelum ada peringkat
- Teaching Engineering by Peter J. GoodhewDokumen117 halamanTeaching Engineering by Peter J. GoodhewCORE Materials100% (1)
- Electron DiffractionDokumen45 halamanElectron DiffractionCORE Materials100% (1)
- The Transmission Electron MicroscopeDokumen73 halamanThe Transmission Electron MicroscopeCORE MaterialsBelum ada peringkat
- Electron DiffractionDokumen45 halamanElectron DiffractionCORE Materials100% (1)
- The Scanning Electron MicroscopeDokumen65 halamanThe Scanning Electron MicroscopeCORE Materials67% (3)
- Microscopy With Light and ElectronsDokumen36 halamanMicroscopy With Light and ElectronsCORE Materials100% (1)
- TALAT Lecture 5203: Anodizing of AluminiumDokumen27 halamanTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- Durability of MaterialsDokumen72 halamanDurability of MaterialsCORE Materials100% (2)
- Electrons and Their Interaction With The SpecimenDokumen37 halamanElectrons and Their Interaction With The SpecimenCORE MaterialsBelum ada peringkat
- TALAT Lecture 5204: Organic Coating of AluminiumDokumen17 halamanTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsBelum ada peringkat
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDokumen10 halamanTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsBelum ada peringkat
- The Role of Technology in Sporting PerformanceDokumen36 halamanThe Role of Technology in Sporting PerformanceCORE Materials100% (1)
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDokumen26 halamanTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDokumen20 halamanTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsBelum ada peringkat
- TALAT Lecture 5205: Plating On AluminiumDokumen19 halamanTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 5202: Conversion CoatingsDokumen9 halamanTALAT Lecture 5202: Conversion CoatingsCORE MaterialsBelum ada peringkat
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDokumen9 halamanTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsBelum ada peringkat
- TALAT Lecture 5201: Aluminium Surface PretreatmentDokumen12 halamanTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 5105: Surface Treatment of AluminiumDokumen15 halamanTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsBelum ada peringkat
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDokumen20 halamanTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsBelum ada peringkat
- TALAT Lecture 4705: Quality AssuranceDokumen4 halamanTALAT Lecture 4705: Quality AssuranceCORE MaterialsBelum ada peringkat
- TALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumDokumen14 halamanTALAT Lecture 5104: Basic Approaches To Prevent Corrosion of AluminiumCORE Materials100% (1)
- TALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsDokumen13 halamanTALAT Lecture 5102: Reactivity of The Aluminium Surface in Aqueous SolutionsCORE MaterialsBelum ada peringkat
- TALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysDokumen13 halamanTALAT Lecture 5101: Surface Characteristics of Aluminium and Aluminium AlloysCORE MaterialsBelum ada peringkat
- TALAT Lecture 4704: Surface Preparation and Application ProceduresDokumen12 halamanTALAT Lecture 4704: Surface Preparation and Application ProceduresCORE MaterialsBelum ada peringkat
- Introduction to Brazing Aluminium AlloysDokumen24 halamanIntroduction to Brazing Aluminium AlloysfedeloquiBelum ada peringkat
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDokumen13 halamanTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsBelum ada peringkat
- TALAT Lecture 4500: Resistance WeldingDokumen23 halamanTALAT Lecture 4500: Resistance WeldingCORE MaterialsBelum ada peringkat
- Data Structures LightHall ClassDokumen43 halamanData Structures LightHall ClassIwuchukwu ChiomaBelum ada peringkat
- An IDEAL FLOW Has A Non-Zero Tangential Velocity at A Solid SurfaceDokumen46 halamanAn IDEAL FLOW Has A Non-Zero Tangential Velocity at A Solid SurfaceJayant SisodiaBelum ada peringkat
- Business Law & TaxationDokumen3 halamanBusiness Law & TaxationD J Ben UzeeBelum ada peringkat
- KEC115/6/7x: Ac Generator Short Circuit and Over Current GuardDokumen4 halamanKEC115/6/7x: Ac Generator Short Circuit and Over Current GuardRN NBelum ada peringkat
- Chenab Railway Bridge Project ReportDokumen50 halamanChenab Railway Bridge Project ReportPreet Chahal100% (1)
- TD EGGER Eurospan E1E05 TSCA Hydro P3 (Rec 224) enDokumen2 halamanTD EGGER Eurospan E1E05 TSCA Hydro P3 (Rec 224) enClarencegiBelum ada peringkat
- ASTRO UserguideDokumen1.054 halamanASTRO UserguideMarwan Ahmed100% (1)
- TH255C Engine CAT PartsDokumen134 halamanTH255C Engine CAT PartsKevine KhaledBelum ada peringkat
- 2017 2 Solarcon Catalogue Final RevisedDokumen8 halaman2017 2 Solarcon Catalogue Final RevisedNavarshi VishnubhotlaBelum ada peringkat
- OWASP Dependency-Check Plugin: DescriptionDokumen10 halamanOWASP Dependency-Check Plugin: DescriptionFelipe BarbosaBelum ada peringkat
- Alarm Management Second Ed - Hollifield Habibi - IntroductionDokumen6 halamanAlarm Management Second Ed - Hollifield Habibi - IntroductionDavid DuranBelum ada peringkat
- Chapter 27 Protists I. Evolution of EukaryotesDokumen7 halamanChapter 27 Protists I. Evolution of EukaryotesNadeem IqbalBelum ada peringkat
- A Secret Baby by The Bratva by Lexi AsherDokumen184 halamanA Secret Baby by The Bratva by Lexi Asheralisa sanchez100% (1)
- Explosive Loading of Engineering Structures PDFDokumen2 halamanExplosive Loading of Engineering Structures PDFBillBelum ada peringkat
- CV. Anderson Hario Pangestiaji (English Version)Dokumen5 halamanCV. Anderson Hario Pangestiaji (English Version)Anderson PangestiajiBelum ada peringkat
- Pakage PAU (Fruits)Dokumen70 halamanPakage PAU (Fruits)Gary Bhullar57% (7)
- CSIR AnalysisDokumen1 halamanCSIR Analysisசெபா செல்வாBelum ada peringkat
- Sles-55605 C071D4C1Dokumen3 halamanSles-55605 C071D4C1rgyasuylmhwkhqckrzBelum ada peringkat
- Anna University CTDokumen3 halamanAnna University CTprayog8Belum ada peringkat
- DesignWS P1 PDFDokumen673 halamanDesignWS P1 PDFcaubehamchoi6328Belum ada peringkat
- PronPack 5 Sample MaterialDokumen13 halamanPronPack 5 Sample MaterialAlice FewingsBelum ada peringkat
- Communication in Application: WhatsappDokumen18 halamanCommunication in Application: WhatsappNurul SuhanaBelum ada peringkat
- The Unseelie Prince Maze of Shadows Book 1 by Kathryn AnnDokumen267 halamanThe Unseelie Prince Maze of Shadows Book 1 by Kathryn Annanissa Hri50% (2)
- New Pacific Timber v. Señeris, 101 SCRA 686Dokumen5 halamanNew Pacific Timber v. Señeris, 101 SCRA 686Ishmael AbrahamBelum ada peringkat
- Simple Present 60991Dokumen17 halamanSimple Present 60991Ketua EE 2021 AndrianoBelum ada peringkat
- Candida by Shaw, George Bernard, 1856-1950Dokumen61 halamanCandida by Shaw, George Bernard, 1856-1950Gutenberg.orgBelum ada peringkat
- 935 Ubi PBK Statement PDFDokumen20 halaman935 Ubi PBK Statement PDFTECHNO ACCOUNTBelum ada peringkat
- BSHM 23 ReviewerDokumen8 halamanBSHM 23 ReviewerTrixie Mae MuncadaBelum ada peringkat
- Long Standoff Demolition Warheads For Armor, Masonry and Concrete TargetsDokumen27 halamanLong Standoff Demolition Warheads For Armor, Masonry and Concrete Targetsahky7Belum ada peringkat
- Fisiologia de KatzDokumen663 halamanFisiologia de KatzOscar Gascon100% (1)