Anda mungkin juga menyukai
- Shaft DesignDokumen1 halamanShaft DesignKenny RuizBelum ada peringkat
- SketchsDokumen1 halamanSketchsKenny RuizBelum ada peringkat
- Electrical Steels For Rotating MachinesDokumen334 halamanElectrical Steels For Rotating Machinesgraziellina83% (6)
- Fly AcDokumen7 halamanFly AcKenny RuizBelum ada peringkat
- Partial Report - RawanDokumen23 halamanPartial Report - RawanKenny Ruiz100% (1)
- Condmaster Ruby 2012 User GuideDokumen238 halamanCondmaster Ruby 2012 User GuideKenny Ruiz67% (6)
- Successful Solution: To The Challenge ofDokumen2 halamanSuccessful Solution: To The Challenge ofKenny RuizBelum ada peringkat
- Book-I Chapter 1: Input DataDokumen3 halamanBook-I Chapter 1: Input DataKenny RuizBelum ada peringkat
- Electrical Properties of Solar CellsDokumen8 halamanElectrical Properties of Solar CellsKenny RuizBelum ada peringkat
- Piped 3Dokumen32 halamanPiped 3Paraskevi_Kark_3983Belum ada peringkat
- Bulk Materials Handling in The Mining IndustryDokumen12 halamanBulk Materials Handling in The Mining IndustrypabulumzengBelum ada peringkat
- Quant Methods: Stats & OR Techniques for Business DecisionsDokumen4 halamanQuant Methods: Stats & OR Techniques for Business DecisionsKenny RuizBelum ada peringkat
- Test Report 10032 Raw Material Grasim South Karur IndienDokumen7 halamanTest Report 10032 Raw Material Grasim South Karur IndienKenny RuizBelum ada peringkat
- VB 32 - 10Dokumen8 halamanVB 32 - 10Kenny RuizBelum ada peringkat
- AppleDokumen1 halamanAppleKenny RuizBelum ada peringkat
- List of DOE - Unaided Schools (1278) : S.No District Zone School ID School NameDokumen2 halamanList of DOE - Unaided Schools (1278) : S.No District Zone School ID School NameKenny RuizBelum ada peringkat
- VB 29 - 10Dokumen5 halamanVB 29 - 10Kenny RuizBelum ada peringkat
- Comment From GrasimDokumen1 halamanComment From GrasimKenny RuizBelum ada peringkat
- cdk1 Coal B-EDokumen1 halamancdk1 Coal B-EKenny RuizBelum ada peringkat
- Annexure 2 - Project ActivitiesDokumen2 halamanAnnexure 2 - Project ActivitiesKenny RuizBelum ada peringkat
- Test Report 10034-1 Raw Material Grasim Rawan IndiaDokumen6 halamanTest Report 10034-1 Raw Material Grasim Rawan IndiaKenny RuizBelum ada peringkat
- Annexure 1 Mass Flow RajashreeDokumen3 halamanAnnexure 1 Mass Flow RajashreeKenny RuizBelum ada peringkat
- VB 32 - 10Dokumen8 halamanVB 32 - 10Kenny RuizBelum ada peringkat
- Equipment Dossier R0Dokumen50 halamanEquipment Dossier R0Kenny RuizBelum ada peringkat
- WE 12742 Grasim Rawan Table: Mixing Calculation Mixture With Coal B As FuelDokumen1 halamanWE 12742 Grasim Rawan Table: Mixing Calculation Mixture With Coal B As FuelKenny RuizBelum ada peringkat
- 141 EaDokumen3 halaman141 EaKenny RuizBelum ada peringkat
- cdk1 Coal B-EDokumen1 halamancdk1 Coal B-EKenny RuizBelum ada peringkat
- 140 EaDokumen3 halaman140 EaKenny RuizBelum ada peringkat
- Cement Plant Saves Energy with Online Air Flow MeasurementDokumen3 halamanCement Plant Saves Energy with Online Air Flow MeasurementKenny RuizBelum ada peringkat
- 139 FPDokumen7 halaman139 FPKenny RuizBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Service Manual - TMC FiL-11 MH8-5031-504-4336Dokumen217 halamanService Manual - TMC FiL-11 MH8-5031-504-4336Keith McCannBelum ada peringkat
- Forensic 6 Week-1Dokumen3 halamanForensic 6 Week-1Ella BanlasanBelum ada peringkat
- HR UnitsDokumen72 halamanHR UnitsPeroScribdBelum ada peringkat
- Dental Polymers GuideDokumen117 halamanDental Polymers GuideLalit KumarBelum ada peringkat
- Irfpc50, Sihfpc50: Vishay SiliconixDokumen9 halamanIrfpc50, Sihfpc50: Vishay Siliconixxor_45Belum ada peringkat
- Concentrating Solar CollectorsDokumen10 halamanConcentrating Solar CollectorssureshlalBelum ada peringkat
- EasyMethodforTestingTransformerDifferentialRel PDFDokumen15 halamanEasyMethodforTestingTransformerDifferentialRel PDFAgam Rodhi AditiawarmanBelum ada peringkat
- How To Choose A TransformerDokumen2 halamanHow To Choose A TransformerSBelum ada peringkat
- Series Production of The FL 2500 Is Starting Up: The World S Highest Wind TurbineDokumen4 halamanSeries Production of The FL 2500 Is Starting Up: The World S Highest Wind TurbineuploadertoolBelum ada peringkat
- Jsi Peperiksaan Percubaan SPM Fizik 2016Dokumen16 halamanJsi Peperiksaan Percubaan SPM Fizik 2016Amin ARBelum ada peringkat
- Siemens Mobilett XP Products Safety Information Performing The Checks in Accordance With Iec 62353Dokumen34 halamanSiemens Mobilett XP Products Safety Information Performing The Checks in Accordance With Iec 62353Félix Enríquez0% (1)
- Lecture 7 8 Synchronous MotorDokumen19 halamanLecture 7 8 Synchronous MotorCHATHURA MADURANGABelum ada peringkat
- HONOMOBO Canada Email Package 2016-June-1 PG 1 / 7Dokumen9 halamanHONOMOBO Canada Email Package 2016-June-1 PG 1 / 7Daniel StaveBelum ada peringkat
- GladiusDokumen78 halamanGladiusCif ConsultorBelum ada peringkat
- Ibrahim Dincer, Adnan Midilli, Haydar Kucuk (Eds.) - Progress in Exergy, Energy, and The Environment-Springer International Publishing (2014) PDFDokumen1.055 halamanIbrahim Dincer, Adnan Midilli, Haydar Kucuk (Eds.) - Progress in Exergy, Energy, and The Environment-Springer International Publishing (2014) PDFpheliphs100% (2)
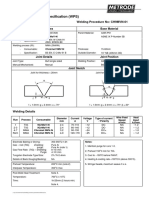
- Welding Procedure Specification (WPS)Dokumen6 halamanWelding Procedure Specification (WPS)Mohamad Marwan HamwiBelum ada peringkat
- BACKYARD BRAKE CALCDokumen5 halamanBACKYARD BRAKE CALCabhijit.ghotaneBelum ada peringkat
- 2005 Dec - Approved Module For Stage Wise Training OfLoco Running StaffDokumen91 halaman2005 Dec - Approved Module For Stage Wise Training OfLoco Running StaffR Sathish KumarBelum ada peringkat
- Harmony XB4 - XB4BD25Dokumen5 halamanHarmony XB4 - XB4BD25asygafBelum ada peringkat
- Monarch 3-Ph Catalogue MONCI-082012Dokumen12 halamanMonarch 3-Ph Catalogue MONCI-082012Chia PeterBelum ada peringkat
- LR HAZID Study For LNG Fuel SupplyDokumen116 halamanLR HAZID Study For LNG Fuel SupplyMatteo ConciBelum ada peringkat
- D-155 D-179 D-206 D-239 D-246 D-268 D-310 D-358 DT-239 DT-358 DT-402 Electrical EquipmentDokumen52 halamanD-155 D-179 D-206 D-239 D-246 D-268 D-310 D-358 DT-239 DT-358 DT-402 Electrical EquipmentTanase MariusBelum ada peringkat
- FAB AMT2101 PRELIM MODULE No.1 PDFDokumen29 halamanFAB AMT2101 PRELIM MODULE No.1 PDFHanz AlecBelum ada peringkat
- Inert GasDokumen17 halamanInert GasniyazmarinerBelum ada peringkat
- En 609-1 PDFDokumen14 halamanEn 609-1 PDFSURESHKUMARBelum ada peringkat
- 6MW Wind Turbine Control Design AnalysisDokumen8 halaman6MW Wind Turbine Control Design Analysisoat_sohoBelum ada peringkat
- Actuators & Positioners Linear Pneumatic Actuators: Data SheetDokumen10 halamanActuators & Positioners Linear Pneumatic Actuators: Data SheetTai Dang HuyBelum ada peringkat
- QST30 High Pressure Fuel Line Failures ReportDokumen18 halamanQST30 High Pressure Fuel Line Failures ReportEvan AT Yoel67% (3)
- Thyristor 3 Phase InverterDokumen31 halamanThyristor 3 Phase InverterjorgeBelum ada peringkat
- Surge Protector and Filter Specifications: Technical DataDokumen16 halamanSurge Protector and Filter Specifications: Technical DataJuan Esteban Benjumea BenjumeaBelum ada peringkat