Anda mungkin juga menyukai
- February 2014Dokumen68 halamanFebruary 2014jpsi6Belum ada peringkat
- The Unexpected Benefits of Testing Custom Mixers and BlendersDokumen4 halamanThe Unexpected Benefits of Testing Custom Mixers and BlendersJoshua JohnsonBelum ada peringkat
- Understand Temperature Change in Process Stream MixingDokumen6 halamanUnderstand Temperature Change in Process Stream MixingAnonymous 1XHScfCIBelum ada peringkat
- Jose Sentmanat Filter NewsDokumen8 halamanJose Sentmanat Filter NewsLeandro ChSanzBelum ada peringkat
- Mechanically Driven Diaphragm Pumps For GasesDokumen58 halamanMechanically Driven Diaphragm Pumps For Gasesviswanathanbv1128Belum ada peringkat
- Simulation of A Cross-Flow Cooling Tower PerformanceDokumen8 halamanSimulation of A Cross-Flow Cooling Tower PerformanceSimoncarter LawBelum ada peringkat
- Boiler CirculationDokumen76 halamanBoiler CirculationDavitxu1Belum ada peringkat
- Stress Corrosion Cracking - A Caustic ExperienceDokumen3 halamanStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307Belum ada peringkat
- Expansion TanksDokumen29 halamanExpansion TanksAleksandar VelikiBelum ada peringkat
- Heat Transfer: Understanding Steam Trap OperationDokumen6 halamanHeat Transfer: Understanding Steam Trap Operationgustav agudeloBelum ada peringkat
- Fraser Papers Solves Sludge Problems with Bubbling Fluidized Bed BoilerDokumen6 halamanFraser Papers Solves Sludge Problems with Bubbling Fluidized Bed BoilermagtrolBelum ada peringkat
- EN23875 Technical Material ReferenceDokumen5 halamanEN23875 Technical Material Referencehufuents-1Belum ada peringkat
- DtEC Mist Eliminators Brochure 140709Dokumen4 halamanDtEC Mist Eliminators Brochure 140709a0aryanBelum ada peringkat
- DWCDokumen10 halamanDWCkennethmsorianoBelum ada peringkat
- Aiche + Chemical Engineering:: Today, Tomorrow & Leading The FutureDokumen339 halamanAiche + Chemical Engineering:: Today, Tomorrow & Leading The FutureShah Wali UllahBelum ada peringkat
- A Comprehensive Approach To Cooling Tower DesignDokumen17 halamanA Comprehensive Approach To Cooling Tower DesignMarcio NunesBelum ada peringkat
- What Chemical Engineers Can Learn From Mother NatureDokumen8 halamanWhat Chemical Engineers Can Learn From Mother NatureDiana BonyuetBelum ada peringkat
- Agitated Liquids GuideDokumen33 halamanAgitated Liquids GuideNurtasha Atikah100% (1)
- Astm A 209 PDFDokumen3 halamanAstm A 209 PDFBez SofBelum ada peringkat
- Steam Trap ScienceDokumen5 halamanSteam Trap ScienceSandi AslanBelum ada peringkat
- Scaba Kevero enDokumen12 halamanScaba Kevero enSuphi YükselBelum ada peringkat
- Cooling Tower Savings StrategiesDokumen4 halamanCooling Tower Savings StrategiesbahaaabdelnaserBelum ada peringkat
- Flow Control March 2017Dokumen37 halamanFlow Control March 2017Krešimir MikočBelum ada peringkat
- LIGHTNIN Top Entry Mixers Agitadores ImpellersDokumen12 halamanLIGHTNIN Top Entry Mixers Agitadores ImpellersJosue QuirozBelum ada peringkat
- Binkley Optimize Design For Distillation Feed PDFDokumen7 halamanBinkley Optimize Design For Distillation Feed PDFRajendraBelum ada peringkat
- Silverson Lab MixerDokumen6 halamanSilverson Lab MixerSandip MehtaBelum ada peringkat
- sb25 100 PDFDokumen8 halamansb25 100 PDFkumar_chemicalBelum ada peringkat
- August 2013Dokumen62 halamanAugust 2013ceshesolBelum ada peringkat
- Compabloc Condenser Solves VOC Problem: Ciba Specialty Chemicals Company Saves Money and The Environment Case StoryDokumen2 halamanCompabloc Condenser Solves VOC Problem: Ciba Specialty Chemicals Company Saves Money and The Environment Case Storykishna009Belum ada peringkat
- Rheology: Dairy Processing Handbook/chapter 3Dokumen8 halamanRheology: Dairy Processing Handbook/chapter 3Margo SmithBelum ada peringkat
- Modelling of Fertilizer Drying in ADokumen11 halamanModelling of Fertilizer Drying in AKevin Valle BendezuBelum ada peringkat
- Raven 3800 MixerDokumen3 halamanRaven 3800 Mixersantosh kumar100% (1)
- Liquid Liquid ExtractionTechnologyDokumen12 halamanLiquid Liquid ExtractionTechnologyBrandonQuisiBelum ada peringkat
- Be Smart About Column DesignDokumen7 halamanBe Smart About Column DesignJermaine HeathBelum ada peringkat
- Chemical Engineering July 2013Dokumen74 halamanChemical Engineering July 2013Alejandro GorostietaBelum ada peringkat
- Hydraulic Sulfur Concrete (HSC)Dokumen57 halamanHydraulic Sulfur Concrete (HSC)gcontechBelum ada peringkat
- SteamlocDokumen8 halamanSteamlocstuntmanzBelum ada peringkat
- AIChE-Condenser Performance Monitoring - 020340Dokumen4 halamanAIChE-Condenser Performance Monitoring - 020340Leon SanchezBelum ada peringkat
- Confronting Crystallization IssuesDokumen8 halamanConfronting Crystallization IssuesBramJanssen76Belum ada peringkat
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDokumen9 halamanXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraBelum ada peringkat
- Fluid Fertilizers PDFDokumen135 halamanFluid Fertilizers PDFMuhammad FaizanBelum ada peringkat
- Pfaudler Mixing SystemsDokumen6 halamanPfaudler Mixing SystemstpchoBelum ada peringkat
- Selecting the Right Industrial CentrifugeDokumen8 halamanSelecting the Right Industrial CentrifugeSam PanBelum ada peringkat
- Steam LearnigDokumen66 halamanSteam Learnigimecc ingenieriaBelum ada peringkat
- Agitator Design 11 PDF FreeDokumen9 halamanAgitator Design 11 PDF FreeMeisam MomeniBelum ada peringkat
- Steam Traps - TypesDokumen3 halamanSteam Traps - Typesrenji_danny100% (1)
- Kramer H.J.M. - 2000 - Modeling of Industrial Crystallizers For Control and Design Purposes PDFDokumen7 halamanKramer H.J.M. - 2000 - Modeling of Industrial Crystallizers For Control and Design Purposes PDFhusseinBelum ada peringkat
- Thermascrew: Advanced FeaturesDokumen3 halamanThermascrew: Advanced FeaturesFLIRIDIR1678Belum ada peringkat
- Fouling in Phosphoric AcidDokumen8 halamanFouling in Phosphoric AcidÖmer LaçinBelum ada peringkat
- The Drying of Granular FertilizersDokumen16 halamanThe Drying of Granular FertilizersnataliamonteiroBelum ada peringkat
- Hydrocarbon Processing TOV Offer Advantages in Emergency Services PDFDokumen4 halamanHydrocarbon Processing TOV Offer Advantages in Emergency Services PDFSu KaBelum ada peringkat
- Water WastewaterDokumen20 halamanWater WastewaterterryjoseeBelum ada peringkat
- RV Series ViscometerDokumen1 halamanRV Series Viscometerain kamarudinBelum ada peringkat
- Baffle TrayDokumen1 halamanBaffle TrayAdeel ArifBelum ada peringkat
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDari EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationBelum ada peringkat
- SPE168279 - Optimizing Frac Plug Mill Outs in Horizontal Wells Using Coiled Tubing - TTSDokumen10 halamanSPE168279 - Optimizing Frac Plug Mill Outs in Horizontal Wells Using Coiled Tubing - TTSfkong16688Belum ada peringkat
- Spe 194597 MS PDFDokumen17 halamanSpe 194597 MS PDFMANISH GUPTABelum ada peringkat
- SPE-190936-MS Solving Gas Interference Issues With Sucker Rod Pumps in The Permian BasinDokumen15 halamanSPE-190936-MS Solving Gas Interference Issues With Sucker Rod Pumps in The Permian Basinjulio valenciaBelum ada peringkat
- Clarifier - 1Dokumen13 halamanClarifier - 1wasin2543Belum ada peringkat
- Glass 110421Dokumen5 halamanGlass 110421Julian MartineliBelum ada peringkat
- F3 Factory Final Report To ECDokumen50 halamanF3 Factory Final Report To ECAmgad_SBelum ada peringkat
- 01 Script Hydrodynamic Layout PDFDokumen0 halaman01 Script Hydrodynamic Layout PDFMas Arman TewoBelum ada peringkat
- 11 8184 WP Right Details Right Time FINALDokumen9 halaman11 8184 WP Right Details Right Time FINALAmgad_SBelum ada peringkat
- Engineering ReasoningDokumen31 halamanEngineering ReasoningOscar RomeroBelum ada peringkat
- How To Minimise Scaleup DifficultiesDokumen6 halamanHow To Minimise Scaleup Difficultieskishore.charuBelum ada peringkat
- THESIS Final PDFDokumen47 halamanTHESIS Final PDFAmgad_SBelum ada peringkat
- Script MembranesDokumen86 halamanScript MembranesAmgad_SBelum ada peringkat
- 4r Co2membraneDokumen6 halaman4r Co2membraneAmgad_SBelum ada peringkat
- Uso de Baffles en TanquesDokumen6 halamanUso de Baffles en Tanquesdavid0205Belum ada peringkat
- Boiling PDFDokumen10 halamanBoiling PDFAmgad_SBelum ada peringkat
- RDemergingmarkets PDFDokumen56 halamanRDemergingmarkets PDFAmgad_SBelum ada peringkat
- CoalescerDokumen18 halamanCoalescer112dharmesh0% (1)
- VandenBussche CPACSI2010KeynoteJuly212010Handouts PDFDokumen39 halamanVandenBussche CPACSI2010KeynoteJuly212010Handouts PDFAmgad_SBelum ada peringkat
- دروس مستفادة من احمد مكىDokumen18 halamanدروس مستفادة من احمد مكىPeter AdelBelum ada peringkat
- Plugin Schultz SemDokumen56 halamanPlugin Schultz SemAmgad_SBelum ada peringkat
- Nasr PDFDokumen41 halamanNasr PDFAmgad_SBelum ada peringkat
- Metallurgium: Making A Better Mousetrap: The Role of Innovation in Mineral Processing & Metallurgical Plant DesignDokumen32 halamanMetallurgium: Making A Better Mousetrap: The Role of Innovation in Mineral Processing & Metallurgical Plant DesignAmgad_SBelum ada peringkat
- Polymer Report-Very ImpDokumen260 halamanPolymer Report-Very Impsanketjjoshi100% (1)
- Model Based Innovation PDFDokumen41 halamanModel Based Innovation PDFAmgad_SBelum ada peringkat
- Agitadores April06Dokumen8 halamanAgitadores April06Karem Jeanette Saenz BernalBelum ada peringkat
- July06solids PDFDokumen7 halamanJuly06solids PDFAmgad_SBelum ada peringkat
- 9 - Caze 110322 SAL CPAC Rome 2011 PDFDokumen35 halaman9 - Caze 110322 SAL CPAC Rome 2011 PDFAmgad_SBelum ada peringkat
- Making the Leap from R&D to Manufacturing with Information ManagementDokumen3 halamanMaking the Leap from R&D to Manufacturing with Information ManagementAmgad_SBelum ada peringkat
- Seymour PDFDokumen26 halamanSeymour PDFAmgad_SBelum ada peringkat
- Watts PDFDokumen27 halamanWatts PDFAmgad_SBelum ada peringkat
- Smart Pilot Plant PDFDokumen8 halamanSmart Pilot Plant PDFAmgad_SBelum ada peringkat
- Rapid Scale Up PDFDokumen10 halamanRapid Scale Up PDFAmgad_SBelum ada peringkat
- Novartis PDFDokumen22 halamanNovartis PDFAmgad_S100% (1)
- New Challenges For Biopharmaceutical Process DevelopmentDokumen4 halamanNew Challenges For Biopharmaceutical Process DevelopmentAmgad_SBelum ada peringkat
- DAILY DRILLING REPORTDokumen2 halamanDAILY DRILLING REPORTThế Tài HoàngBelum ada peringkat
- cGMP ChecklistDokumen31 halamancGMP ChecklistWerner Schrammel100% (1)
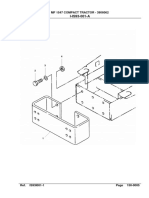
- MF1547Front Linkage - Seat PDFDokumen18 halamanMF1547Front Linkage - Seat PDFAhmad Ali NursahidinBelum ada peringkat
- Jobs For Software Testers in Siemens Teamcenter Software Through Industry Experience ProgramDokumen4 halamanJobs For Software Testers in Siemens Teamcenter Software Through Industry Experience ProgramKumar SBelum ada peringkat
- SB Pac 1402002 CeDokumen11 halamanSB Pac 1402002 CesergeyBelum ada peringkat
- Al Washali2016Dokumen17 halamanAl Washali2016tomi wirawanBelum ada peringkat
- Experiment 1 Phy 360Dokumen14 halamanExperiment 1 Phy 360Mohd Khairul0% (2)
- Asi X Packer 105243965Dokumen3 halamanAsi X Packer 105243965Esteban RochaBelum ada peringkat
- FC102 Pid PDFDokumen1 halamanFC102 Pid PDFKwameOpareBelum ada peringkat
- Director Insurance Development Optimization in Cleveland OH Resume Samuel BeldenDokumen3 halamanDirector Insurance Development Optimization in Cleveland OH Resume Samuel BeldenSamuelBeldenBelum ada peringkat
- Fast, Fast VP : FAST: Features, Drawbacks, Applications and Some QuestionsDokumen13 halamanFast, Fast VP : FAST: Features, Drawbacks, Applications and Some QuestionsSraVanKuMarThadakamallaBelum ada peringkat
- Guide to Manual J Load Calculations in 40 CharactersDokumen27 halamanGuide to Manual J Load Calculations in 40 Characters123john123100% (3)
- ICC ES Report: Barsplice Products, IncDokumen6 halamanICC ES Report: Barsplice Products, IncXiomara Muñoz MendozaBelum ada peringkat
- 2018 PAPER 1 Communication Studies PDFDokumen14 halaman2018 PAPER 1 Communication Studies PDFKimBelum ada peringkat
- School Paper Management: Dennis M. VidarDokumen36 halamanSchool Paper Management: Dennis M. VidarMary Ann AysonBelum ada peringkat
- West Bengal's Leather Industry OpportunitiesDokumen5 halamanWest Bengal's Leather Industry OpportunitiesDeepak AgarwalBelum ada peringkat
- Research and Practice in HRM - Sept 8Dokumen9 halamanResearch and Practice in HRM - Sept 8drankitamayekarBelum ada peringkat
- Ee8602 Protection and SwitchgearDokumen2 halamanEe8602 Protection and SwitchgeararwinBelum ada peringkat
- StradaDokumen4 halamanStradayzk14Belum ada peringkat
- Line Differential Protection and Control RED615: Product GuideDokumen32 halamanLine Differential Protection and Control RED615: Product GuidebrahimBelum ada peringkat
- The Future of HovercraftDokumen3 halamanThe Future of Hovercrafthovpod6214100% (4)
- 32961part Genie Z-45-22Dokumen138 halaman32961part Genie Z-45-22johanaBelum ada peringkat
- A Detailed Report ON Incense Stick ProductionDokumen6 halamanA Detailed Report ON Incense Stick Productionanand agarwalBelum ada peringkat
- PGCB ReportDokumen36 halamanPGCB ReportNayemul Hasan NayemBelum ada peringkat
- Value Chain Engineering Assignemnt IIDokumen22 halamanValue Chain Engineering Assignemnt IImaria50% (2)
- Online Ticket Reservation SystemDokumen100 halamanOnline Ticket Reservation SystemPiya SharmaBelum ada peringkat
- Classful IP Addressing (Cont.) : Address Prefix Address SuffixDokumen25 halamanClassful IP Addressing (Cont.) : Address Prefix Address SuffixGetachew ShambelBelum ada peringkat
- 1 s2.0 S0950061822007966 MainDokumen20 halaman1 s2.0 S0950061822007966 MainmohammadBelum ada peringkat
- NATO Tactical Nuclear Weapons in EuropeDokumen35 halamanNATO Tactical Nuclear Weapons in EuropeMaria Mont' SerratBelum ada peringkat
- Class PDF 516 QuestionDokumen80 halamanClass PDF 516 QuestionRahul KashyapBelum ada peringkat