Anda mungkin juga menyukai
- Presisi Dan AkurasiDokumen6 halamanPresisi Dan AkurasiLaras Murni RahayuBelum ada peringkat
- Jadwal Shift CVDokumen2 halamanJadwal Shift CVLaras Murni RahayuBelum ada peringkat
- Buat Tinjauan PustakaDokumen2 halamanBuat Tinjauan PustakaLaras Murni RahayuBelum ada peringkat
- Daftar Kehadiran Technical SupportDokumen1 halamanDaftar Kehadiran Technical SupportLaras Murni RahayuBelum ada peringkat
- Daftar Alat Dan BahanDokumen1 halamanDaftar Alat Dan BahanLaras Murni RahayuBelum ada peringkat
- 09E02270Dokumen72 halaman09E02270Laras Murni RahayuBelum ada peringkat
- Progress TA (250215)Dokumen5 halamanProgress TA (250215)Laras Murni RahayuBelum ada peringkat
- PerpustakaanDokumen1 halamanPerpustakaanLaras Murni RahayuBelum ada peringkat
- Kimia Pangan - Anti GiziDokumen2 halamanKimia Pangan - Anti GiziLaras Murni RahayuBelum ada peringkat
- Bab Ii KbaDokumen18 halamanBab Ii KbaLaras Murni RahayuBelum ada peringkat
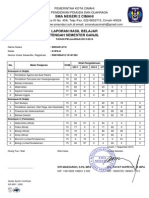
- RapotDokumen1 halamanRapotLaras Murni RahayuBelum ada peringkat
- Data Pengamatan Antigizi KafeinDokumen4 halamanData Pengamatan Antigizi KafeinLaras Murni RahayuBelum ada peringkat
- Progress KP (130215)Dokumen20 halamanProgress KP (130215)Laras Murni RahayuBelum ada peringkat
- Buat Tinjauan PustakaDokumen2 halamanBuat Tinjauan PustakaLaras Murni RahayuBelum ada peringkat
- Surat Keterangan Izin Aku LauDokumen1 halamanSurat Keterangan Izin Aku LauLaras Murni RahayuBelum ada peringkat
- 1 Lembar Pengesahan Laporan Program KerjaDokumen1 halaman1 Lembar Pengesahan Laporan Program KerjaLaras Murni RahayuBelum ada peringkat
- KeuanganDokumen4 halamanKeuanganLaras Murni RahayuBelum ada peringkat
- KADAR AMILOSADokumen4 halamanKADAR AMILOSALaras Murni RahayuBelum ada peringkat
- Logam Mata UangDokumen36 halamanLogam Mata UangLaras Murni Rahayu50% (2)
- Metode Spektrofotometri Penentuan Kadar Asam Salisilat Dalam Sampel SalepDokumen2 halamanMetode Spektrofotometri Penentuan Kadar Asam Salisilat Dalam Sampel SalepLaras Murni RahayuBelum ada peringkat
- SURAT PERNYATAAN MAHASISWA D3 ANALIS KIMIADokumen1 halamanSURAT PERNYATAAN MAHASISWA D3 ANALIS KIMIALaras Murni RahayuBelum ada peringkat
- Langkah Kerja Uji KualitatifDokumen2 halamanLangkah Kerja Uji KualitatifLaras Murni RahayuBelum ada peringkat
- Pembahasan Asam SalisilatDokumen1 halamanPembahasan Asam SalisilatLaras Murni RahayuBelum ada peringkat
- LPJLPJDokumen1 halamanLPJLPJLaras Murni RahayuBelum ada peringkat
- SPJ1Dokumen8 halamanSPJ1Laras Murni RahayuBelum ada peringkat
- Rekap Nama Kaang 2012-2013Dokumen2 halamanRekap Nama Kaang 2012-2013Laras Murni RahayuBelum ada peringkat
- Dasar Teori Uji KualitatifDokumen2 halamanDasar Teori Uji KualitatifLaras Murni RahayuBelum ada peringkat
- Dasar Teori Kadar Obat SimultanDokumen5 halamanDasar Teori Kadar Obat SimultanLaras Murni RahayuBelum ada peringkat
- Foto Sejarah LagiDokumen1 halamanFoto Sejarah LagiLaras Murni RahayuBelum ada peringkat
- Laju ReaksiiDokumen2 halamanLaju ReaksiiLaras Murni RahayuBelum ada peringkat