Anda mungkin juga menyukai
- A Practical Tool To Facilitate The Performance Analysis of Sharp-End Operators and Enhance The Effectiveness of Debriefing - 20 Jan 2016Dokumen24 halamanA Practical Tool To Facilitate The Performance Analysis of Sharp-End Operators and Enhance The Effectiveness of Debriefing - 20 Jan 2016scignoniBelum ada peringkat
- Organisational Accidents ReasonDokumen24 halamanOrganisational Accidents Reasonstanchell100% (2)
- Restriction of Height, IAL AspectDokumen28 halamanRestriction of Height, IAL AspectCoochbehar AaiBelum ada peringkat
- Easa FDM SurveyDokumen46 halamanEasa FDM SurveyT.c.DenizAdemoğluBelum ada peringkat
- Human FactorDokumen36 halamanHuman FactorDaniel GusnaidiBelum ada peringkat
- Global Reporting Format (GRF) For: Runway Surface Conditions (RCR)Dokumen29 halamanGlobal Reporting Format (GRF) For: Runway Surface Conditions (RCR)Nurzhan IskakovBelum ada peringkat
- LIGA and Its ApplicationsDokumen484 halamanLIGA and Its ApplicationsRaniero FalzonBelum ada peringkat
- Subject Semester I: Question PaperDokumen23 halamanSubject Semester I: Question PaperPritamjit RoutBelum ada peringkat
- Chapter 5 - Conducting A Runway Condition AssessmentDokumen17 halamanChapter 5 - Conducting A Runway Condition AssessmentRalph Kevin CantonBelum ada peringkat
- Aerodynamics Air Ontario 1363 (Final)Dokumen35 halamanAerodynamics Air Ontario 1363 (Final)AlvinWongBelum ada peringkat
- The Grid 2: Blueprint for a New Computing InfrastructureDari EverandThe Grid 2: Blueprint for a New Computing InfrastructureBelum ada peringkat
- Ramp LOSA Safety ProgramDokumen11 halamanRamp LOSA Safety Programmohammed almosaindBelum ada peringkat
- Signalling Safeworking Procedures - Manual JDokumen436 halamanSignalling Safeworking Procedures - Manual JLucian DRAGANBelum ada peringkat
- Bird Strike Simulations Reduce Aircraft Design RisksDokumen4 halamanBird Strike Simulations Reduce Aircraft Design RisksSrikanth RajaramBelum ada peringkat
- Traffic Alert and Collision Avoidance SystemDokumen25 halamanTraffic Alert and Collision Avoidance SystemAlex SuarezBelum ada peringkat
- Human-Centred Autonomous ShippingDokumen225 halamanHuman-Centred Autonomous ShippingΑλέξανδρος ΒασιλειάδηςBelum ada peringkat
- Resource GuideDokumen184 halamanResource GuidejosephBelum ada peringkat
- Module 9.human FactorDokumen4 halamanModule 9.human FactorTubyle MetonoateBelum ada peringkat
- 2008 System Safety Aviation GuideDokumen53 halaman2008 System Safety Aviation GuidekarpalsBelum ada peringkat
- The Dirty DozoneDokumen30 halamanThe Dirty DozoneRamez EnwesriBelum ada peringkat
- Human Reliability Analysis Methods and ApplicationsDokumen298 halamanHuman Reliability Analysis Methods and ApplicationsnukafridiBelum ada peringkat
- RVSM Implementation in MalaysiaDokumen31 halamanRVSM Implementation in MalaysiaIstas NusyirwanBelum ada peringkat
- SMS Handbook guides aviation organizationsDokumen50 halamanSMS Handbook guides aviation organizationsYouwan LeeBelum ada peringkat
- Flight Simulation Final ReportDokumen128 halamanFlight Simulation Final ReportRaksok Khankhampoch100% (1)
- 1 RNAV-RNP-JAndersonDokumen8 halaman1 RNAV-RNP-JAndersonDipanjan ChoudhuryBelum ada peringkat
- Chang Et Al - 2004 - A New Airline Safety IndexDokumen15 halamanChang Et Al - 2004 - A New Airline Safety Indexrodrigo_arcuriBelum ada peringkat
- Airsystems PPT 5 Autopilot SystemDokumen29 halamanAirsystems PPT 5 Autopilot SystemKellie NuludBelum ada peringkat
- Air Data ComputerDokumen5 halamanAir Data Computeropenid_HsJaS0hjBelum ada peringkat
- Managing Threats and Errors During Approach and LandingDokumen30 halamanManaging Threats and Errors During Approach and LandingCaroline VidalBelum ada peringkat
- A Case Study Using The Human Factors Analysis and ClassificationDokumen6 halamanA Case Study Using The Human Factors Analysis and ClassificationHermain Fayyaz Karim100% (1)
- NSA5031 Bolt GalleyDokumen11 halamanNSA5031 Bolt GalleyIliaBelum ada peringkat
- A Review of The Occurrence Reporting System Proposed by EASA Part-145Dokumen12 halamanA Review of The Occurrence Reporting System Proposed by EASA Part-145AmirSyafiqBelum ada peringkat
- Gilat Article APSCC 2017 10 - Is in Flight Connectivity Ready To Take Off PDFDokumen7 halamanGilat Article APSCC 2017 10 - Is in Flight Connectivity Ready To Take Off PDFjose damianBelum ada peringkat
- 9.0 Bridge EquipmentDokumen28 halaman9.0 Bridge EquipmentHasan Cosalev100% (1)
- AERO 2012q1 Article2Dokumen6 halamanAERO 2012q1 Article2Carlos AlvarezBelum ada peringkat
- SGRAO Aircraft Operator Requirements V3.1Dokumen287 halamanSGRAO Aircraft Operator Requirements V3.1smr767Belum ada peringkat
- Sony Micro MV Mechanical Adjustment Manual 1 V Mechanism V PDFDokumen48 halamanSony Micro MV Mechanical Adjustment Manual 1 V Mechanism V PDFFrank GonzalezBelum ada peringkat
- Personal MinimumsDokumen2 halamanPersonal MinimumsPhilemon Suren100% (1)
- AVIA3401 Essay PDFDokumen6 halamanAVIA3401 Essay PDFAkila DiasBelum ada peringkat
- Manual On Collaborative Decision-Making (CDM) : Doc 9971 AN/485Dokumen48 halamanManual On Collaborative Decision-Making (CDM) : Doc 9971 AN/485Guido Fernandez NinaBelum ada peringkat
- 1.2b Water Tunnel:: Fig 1.2: Trapezoidal Wing at The End of The Wind TunnelDokumen2 halaman1.2b Water Tunnel:: Fig 1.2: Trapezoidal Wing at The End of The Wind Tunnelirctcsbt6bimblikipilBelum ada peringkat
- SONY Z MechanismDokumen64 halamanSONY Z MechanismHarinarayana ChennupatiBelum ada peringkat
- Power Transmission - Gear - Types of Gears - Nomenclature - Applications of Gears - Velocity Ratio - Gear Trains - Example Problems and QuestionsDokumen26 halamanPower Transmission - Gear - Types of Gears - Nomenclature - Applications of Gears - Velocity Ratio - Gear Trains - Example Problems and QuestionsNirav PanchalBelum ada peringkat
- Aviation Training Army MilsimDokumen15 halamanAviation Training Army Milsimapi-298498488100% (1)
- DroneTraining SessionSummary DD 2022Dokumen11 halamanDroneTraining SessionSummary DD 2022prasenjitBelum ada peringkat
- Aircraft Lightning StrikesDokumen3 halamanAircraft Lightning StrikesBruce WelshBelum ada peringkat
- Course OverviewDokumen12 halamanCourse Overviewanjar leksonoBelum ada peringkat
- RVSM Implementation ICAODokumen49 halamanRVSM Implementation ICAOAntonio BrazBelum ada peringkat
- CAP637 - Visual Aids HandbookDokumen68 halamanCAP637 - Visual Aids Handbookmaxime78540Belum ada peringkat
- Aerodrome Emergency PlanningDokumen9 halamanAerodrome Emergency PlanningirbasukirahardjocesBelum ada peringkat
- Space Radiation Effects in Electronic ComponentsDokumen50 halamanSpace Radiation Effects in Electronic Componentsnewton400Belum ada peringkat
- Flight Plan 2030: An Air Traffic Management Concept For Urban Air MobilityDokumen48 halamanFlight Plan 2030: An Air Traffic Management Concept For Urban Air MobilityTOMBelum ada peringkat
- Human FactorDokumen40 halamanHuman Factortayyab.aslam100% (1)
- Lecture 7Dokumen12 halamanLecture 7artist-bossBelum ada peringkat
- Metaheuristics for Air Traffic ManagementDari EverandMetaheuristics for Air Traffic ManagementPenilaian: 5 dari 5 bintang5/5 (1)
- Stabilization and Dynamic of Premixed Swirling Flames: Prevaporized, Stratified, Partially, and Fully Premixed RegimesDari EverandStabilization and Dynamic of Premixed Swirling Flames: Prevaporized, Stratified, Partially, and Fully Premixed RegimesBelum ada peringkat
- Unmanned Aircraft SystemsDari EverandUnmanned Aircraft SystemsElla AtkinsBelum ada peringkat
- From Prognostics and Health Systems Management to Predictive Maintenance 1: Monitoring and PrognosticsDari EverandFrom Prognostics and Health Systems Management to Predictive Maintenance 1: Monitoring and PrognosticsBelum ada peringkat
- ReadmeDokumen1 halamanReadmeHanif ShaikhBelum ada peringkat
- ReadmeDokumen10 halamanReadmePiranha TourniquetBelum ada peringkat
- Speakout Elementary WBDokumen97 halamanSpeakout Elementary WBPiranha Tourniquet0% (1)
- Precipitation of Sulfide Inclusions in Steel Structure and Their Effect On Local Corrosion ProcessesDokumen6 halamanPrecipitation of Sulfide Inclusions in Steel Structure and Their Effect On Local Corrosion ProcessesPiranha TourniquetBelum ada peringkat
- Rudrake Amit P 200802 M.sc. (Eng)Dokumen151 halamanRudrake Amit P 200802 M.sc. (Eng)Piranha TourniquetBelum ada peringkat
- 1 Ivanova Dimitriev 181 PDFDokumen12 halaman1 Ivanova Dimitriev 181 PDFSercan EkiliBelum ada peringkat
- Equipment H&S Documentation For Talysurf 120L 2015-2016Dokumen5 halamanEquipment H&S Documentation For Talysurf 120L 2015-2016Piranha TourniquetBelum ada peringkat
- XPS TableDokumen4 halamanXPS TableEki SetijadiBelum ada peringkat
- Recycling Versus Incineration: An Energy Conservation AnalysisDokumen17 halamanRecycling Versus Incineration: An Energy Conservation AnalysisPiranha TourniquetBelum ada peringkat
- Comparative Analysis of Scrap Car Recycling Management PoliciesDokumen7 halamanComparative Analysis of Scrap Car Recycling Management PoliciesPiranha TourniquetBelum ada peringkat
- The Reaction of H Si O With A Chromium Oxide Surface: A Model For Stainless Steel Surface Modi®cationDokumen7 halamanThe Reaction of H Si O With A Chromium Oxide Surface: A Model For Stainless Steel Surface Modi®cationPiranha TourniquetBelum ada peringkat
- Reuter, M A 2006Dokumen79 halamanReuter, M A 2006Piranha TourniquetBelum ada peringkat
- 96-DETC/DFM-1270: Designing For Material Separation: Lessons From Automotive RecyclingDokumen11 halaman96-DETC/DFM-1270: Designing For Material Separation: Lessons From Automotive RecyclingPiranha TourniquetBelum ada peringkat
- AN52108 E XPSStainlessSteel0411M HDokumen2 halamanAN52108 E XPSStainlessSteel0411M HPiranha TourniquetBelum ada peringkat
- Comparative Analysis of Scrap Car Recycling Management PoliciesDokumen7 halamanComparative Analysis of Scrap Car Recycling Management PoliciesPiranha TourniquetBelum ada peringkat
- Resources, Conservation and Recycling Volume 60 Issue None 2012 [Doi 10.1016%2Fj.resconrec.2011.11.012] Vladimir Simic; Branka Dimitrijevic -- Production Planning for Vehicle Recycling Factories in the EU LegislDokumen11 halamanResources, Conservation and Recycling Volume 60 Issue None 2012 [Doi 10.1016%2Fj.resconrec.2011.11.012] Vladimir Simic; Branka Dimitrijevic -- Production Planning for Vehicle Recycling Factories in the EU LegislPiranha TourniquetBelum ada peringkat
- European Response To Issues in Recycling Car PlasticsDokumen14 halamanEuropean Response To Issues in Recycling Car PlasticsPiranha TourniquetBelum ada peringkat
- Iowa Automotive Recyclers - 6264 - ScannedDokumen2 halamanIowa Automotive Recyclers - 6264 - ScannedZach EdwardsBelum ada peringkat
- DWG TrueView DWG Convert Conversion ReportDokumen1 halamanDWG TrueView DWG Convert Conversion ReportCosmin CinciBelum ada peringkat
- Science Manuscript Word TemplateDokumen4 halamanScience Manuscript Word TemplatePiranha TourniquetBelum ada peringkat
- 1 s2.0 S0921344997000189 MainDokumen11 halaman1 s2.0 S0921344997000189 MainPiranha Tourniquet100% (1)
- 640 TextschemeDokumen2 halaman640 TextschemeRafael Leonardo Asevedo CoronillaBelum ada peringkat
- HLTV ReadmeDokumen9 halamanHLTV Readmewillquem16100% (4)
- Renewable and Sustainable Energy Reviews Volume 15 Issue 5 2011Dokumen5 halamanRenewable and Sustainable Energy Reviews Volume 15 Issue 5 2011Piranha TourniquetBelum ada peringkat
- Loto Et AlDokumen12 halamanLoto Et AlPiranha TourniquetBelum ada peringkat
- Moving Up The Waste Hierarchy Car Boot Sales, Reuse Exchange andDokumen11 halamanMoving Up The Waste Hierarchy Car Boot Sales, Reuse Exchange andPiranha TourniquetBelum ada peringkat
- Metal RecyclingDokumen11 halamanMetal RecyclingzerayakobBelum ada peringkat
- PET RecyclingDokumen15 halamanPET RecyclingMonica LucasBelum ada peringkat
- DWG TrueView DWG Convert Conversion ReportDokumen1 halamanDWG TrueView DWG Convert Conversion ReportCosmin CinciBelum ada peringkat
- 1 s2.0 S1878029612005452 MainDokumen7 halaman1 s2.0 S1878029612005452 MainPiranha TourniquetBelum ada peringkat
- Lab 1 Free Fall GEC - CEA21 - OERSTEDDokumen6 halamanLab 1 Free Fall GEC - CEA21 - OERSTEDLee-Ann LimBelum ada peringkat
- Fodor Hungary Between East and WestDokumen22 halamanFodor Hungary Between East and WestFatih YucelBelum ada peringkat
- Modicon TM172PDG42R DatasheetDokumen14 halamanModicon TM172PDG42R DatasheetRonnie SolomonBelum ada peringkat
- Procedure - AC Circuits and Signal Modulation - W20Dokumen6 halamanProcedure - AC Circuits and Signal Modulation - W20ChocoBelum ada peringkat
- ABYIPDokumen18 halamanABYIP千住 マリエルBelum ada peringkat
- Synopsis THESIS 2022: Aiswarya Vs Tqarebc005 S10Dokumen5 halamanSynopsis THESIS 2022: Aiswarya Vs Tqarebc005 S10Asna DTBelum ada peringkat
- Classification of Placenta PDFDokumen5 halamanClassification of Placenta PDFAdarsh jainBelum ada peringkat
- Stepan Pol BC 180Dokumen2 halamanStepan Pol BC 180Parag RautBelum ada peringkat
- ASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesDokumen1 halamanASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesJose Rodrigo Salguero DuranBelum ada peringkat
- JCB 532-120 PDFDokumen4 halamanJCB 532-120 PDFSyazrur Syazmir0% (1)
- Mar For M: I MMQ SeriesDokumen28 halamanMar For M: I MMQ SeriesIpal Febri NartaBelum ada peringkat
- English Qualification TestDokumen5 halamanEnglish Qualification TestMoh FaisolBelum ada peringkat
- MSC Syllabus AllDokumen13 halamanMSC Syllabus AllOmSilence2651Belum ada peringkat
- Mercedes ManDokumen7 halamanMercedes Manien yeyenBelum ada peringkat
- Inakyd 3623-X-70Dokumen2 halamanInakyd 3623-X-70roybombomBelum ada peringkat
- Pick The Gender of Your Baby - Free EditionDokumen26 halamanPick The Gender of Your Baby - Free EditionAlicia Adrianti0% (1)
- Eng ThreePDokumen192 halamanEng ThreePMr Ahmed AbdallahBelum ada peringkat
- Carte Automatic TransmissionsDokumen20 halamanCarte Automatic TransmissionsGigelBelum ada peringkat
- Journal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangDokumen4 halamanJournal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangSamah SamahBelum ada peringkat
- MICROPAR PPT Group ADokumen43 halamanMICROPAR PPT Group AEben Alameda-PalapuzBelum ada peringkat
- Ringing On A Transmission LineDokumen33 halamanRinging On A Transmission LinePrem BhaskaraBelum ada peringkat
- Chemical reactions and structuresDokumen22 halamanChemical reactions and structuresStormy StudiosBelum ada peringkat
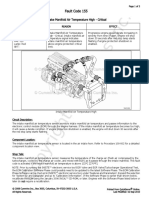
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDokumen3 halamanFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Inkontinensia Urin: Dr. Adhi Permana, SPPDDokumen35 halamanInkontinensia Urin: Dr. Adhi Permana, SPPDTiara KhairinaBelum ada peringkat
- M. Valerio Assignment 6.1Dokumen1 halamanM. Valerio Assignment 6.1Mark Kristian ValerioBelum ada peringkat
- Borneo SporenburgDokumen2 halamanBorneo SporenburgDorin TecuceanuBelum ada peringkat
- Polycab HT XlpeDokumen33 halamanPolycab HT Xlpezafrikhan875Belum ada peringkat
- Mahindra Powertrain - Market StrategyDokumen4 halamanMahindra Powertrain - Market StrategyEshan KapoorBelum ada peringkat
- Gas Turbine Performance Enhancement Update: GE Energy ServicesDokumen45 halamanGas Turbine Performance Enhancement Update: GE Energy Servicesesteban100% (1)
- Chapter 1 - Introduction To Machinery PrinciplesDokumen27 halamanChapter 1 - Introduction To Machinery PrinciplesYousab CreatorBelum ada peringkat








































































![Resources, Conservation and Recycling Volume 60 Issue None 2012 [Doi 10.1016%2Fj.resconrec.2011.11.012] Vladimir Simic; Branka Dimitrijevic -- Production Planning for Vehicle Recycling Factories in the EU Legisl](https://imgv2-2-f.scribdassets.com/img/document/228566427/149x198/46129b6db0/1429166347?v=1)