Anda mungkin juga menyukai
- Reaction CalorimetryDokumen12 halamanReaction CalorimetryMajeed KhanBelum ada peringkat
- Reaction CalorimetryDokumen7 halamanReaction CalorimetrySankar Adhikari100% (1)
- Chemical Reactor Analysis and Applications for the Practicing EngineerDari EverandChemical Reactor Analysis and Applications for the Practicing EngineerBelum ada peringkat
- 0 Material Safety Data Sheet: Bromine MSDSDokumen7 halaman0 Material Safety Data Sheet: Bromine MSDSVenkatesh VenkyBelum ada peringkat
- PHOSGENE Incident Management v2Dokumen10 halamanPHOSGENE Incident Management v2djsp5009Belum ada peringkat
- Vol. 3 Phosgene 435Dokumen13 halamanVol. 3 Phosgene 435ichsan hakimBelum ada peringkat
- Brochure PhosgeneDokumen15 halamanBrochure Phosgenephaniraj_cBelum ada peringkat
- Materials Selection in Oil and Gas-An OverviewDokumen15 halamanMaterials Selection in Oil and Gas-An OverviewAli AliBelum ada peringkat
- Process Safety in The Pharmaceutical Industry-Part IDokumen20 halamanProcess Safety in The Pharmaceutical Industry-Part ISankar AdhikariBelum ada peringkat
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Dari EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Belum ada peringkat
- Personal dispute over unpaid merchandiseDokumen2 halamanPersonal dispute over unpaid merchandiseLi ChBelum ada peringkat
- Chemical Process Design: Overview of Process Synthesis and Generation of FlowsheetsDokumen19 halamanChemical Process Design: Overview of Process Synthesis and Generation of Flowsheetsxhche7Belum ada peringkat
- Management of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasDokumen45 halamanManagement of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasΟδυσσεας ΚοψιδαςBelum ada peringkat
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsDari EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsBelum ada peringkat
- How To Minimise Scaleup DifficultiesDokumen6 halamanHow To Minimise Scaleup Difficultieskishore.charuBelum ada peringkat
- Reactive Distillation ReportDokumen76 halamanReactive Distillation ReportJaveed802Belum ada peringkat
- HFC-125 Thermodynamic PropertiesDokumen30 halamanHFC-125 Thermodynamic Propertiesdario delmoralBelum ada peringkat
- Scale-Up - Right First TimeDokumen4 halamanScale-Up - Right First TimeDoddappa Anekal0% (1)
- Material and Energy Balance: Basic PrinciplesDokumen17 halamanMaterial and Energy Balance: Basic PrinciplesArjun Trehan100% (1)
- 11process Control Fundamentals PDFDokumen59 halaman11process Control Fundamentals PDFshubhamBelum ada peringkat
- (Marko Zlokarnik) Scale-Up in Chemical EngineeringDokumen9 halaman(Marko Zlokarnik) Scale-Up in Chemical EngineeringakilaprabuBelum ada peringkat
- BCT Loop Reactor Technology 2009-02-2Dokumen7 halamanBCT Loop Reactor Technology 2009-02-2fsingBelum ada peringkat
- Pinch Technology by ShubhamDokumen29 halamanPinch Technology by Shubhamapi-381283580% (5)
- Carbon Dioxide Scrubber RPDokumen5 halamanCarbon Dioxide Scrubber RPpassionBelum ada peringkat
- Troubleshooting Distillation ColumnsDokumen6 halamanTroubleshooting Distillation ColumnsRahul ChandrawarBelum ada peringkat
- Heat Exchanger Network OptimizationDokumen76 halamanHeat Exchanger Network Optimizationarun aryaBelum ada peringkat
- 04 - Devices Functional and Formulated ProductsDokumen89 halaman04 - Devices Functional and Formulated ProductsZaki WasitBelum ada peringkat
- Distillation Columns Risk Assessment When The Regular Hazop Evaluation Is Not EnoughDokumen7 halamanDistillation Columns Risk Assessment When The Regular Hazop Evaluation Is Not Enoughmyusuf_engineerBelum ada peringkat
- ColumnA RadFrac ABCDokumen5 halamanColumnA RadFrac ABCGaby HdzBelum ada peringkat
- Relief Valves and Relief SystemsDokumen8 halamanRelief Valves and Relief SystemstalangocdayBelum ada peringkat
- Chapter 6 - Multiphase Systems: CBE2124, LevickyDokumen27 halamanChapter 6 - Multiphase Systems: CBE2124, LevickyRimmonBelum ada peringkat
- 14 EquilibriumDokumen6 halaman14 EquilibriumAgam HanasichulaBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- Lecture 9Dokumen23 halamanLecture 9amirmasoudBelum ada peringkat
- Basic Chemical Engineering Lecture - Process & VariablesDokumen17 halamanBasic Chemical Engineering Lecture - Process & Variablesdevilturn70Belum ada peringkat
- General Arrangement Drawing: Pump DataDokumen1 halamanGeneral Arrangement Drawing: Pump DataJwardBelum ada peringkat
- Chemical Engineering For Non-Chemical Engineers - Vol. 02 - DHARMSINH DESAI UNIVERSITYDokumen150 halamanChemical Engineering For Non-Chemical Engineers - Vol. 02 - DHARMSINH DESAI UNIVERSITYGustavo Gonzalez ServaBelum ada peringkat
- Process Instrumentation GuideDokumen27 halamanProcess Instrumentation GuideNor Hamizah Hassan100% (1)
- Measurement of Flowing Fluids: - Venturi Meter - Pitot Tube - Orifice Meter - RotameterDokumen13 halamanMeasurement of Flowing Fluids: - Venturi Meter - Pitot Tube - Orifice Meter - RotameterJohn Mark Manalo RosalesBelum ada peringkat
- Safe Chemical Reaction Scale Up: by Dennis C. Hendershot, Aaron SarafinasDokumen7 halamanSafe Chemical Reaction Scale Up: by Dennis C. Hendershot, Aaron Sarafinasnitin_kheseBelum ada peringkat
- Why Effective Process Control is Required for Safety, Quality and ProfitDokumen6 halamanWhy Effective Process Control is Required for Safety, Quality and ProfitSebastien PaulBelum ada peringkat
- Vapor Pressure of A Liquid SolutionDokumen40 halamanVapor Pressure of A Liquid Solutionintania660% (1)
- Scale Up of Chemical ReactorsDokumen52 halamanScale Up of Chemical ReactorsAl GhazaliBelum ada peringkat
- VLE Models ComparisonDokumen91 halamanVLE Models ComparisonsdrtfgBelum ada peringkat
- Placement Summary For The Year 2018 - 2019 Department of Chemical Engineering - UGDokumen5 halamanPlacement Summary For The Year 2018 - 2019 Department of Chemical Engineering - UGBubbleBelum ada peringkat
- Simulation of Distillation For ACETONE-BENZENE-CHLOROFORMDokumen8 halamanSimulation of Distillation For ACETONE-BENZENE-CHLOROFORMfjcgBelum ada peringkat
- DSCDokumen56 halamanDSCDildeep JayadevanBelum ada peringkat
- Chemical Process Control - StephanopoulosDokumen376 halamanChemical Process Control - StephanopoulosGABYGABYGABYGABY100% (1)
- Temkin 100 YearsDokumen30 halamanTemkin 100 YearsMarina ShestakovaBelum ada peringkat
- (Polish Journal of Chemical Technology) Process Simulation of Dimethyl Ether Synthesis Via Methanol Vapor Phase DehydrationDokumen6 halaman(Polish Journal of Chemical Technology) Process Simulation of Dimethyl Ether Synthesis Via Methanol Vapor Phase DehydrationKaramYassBelum ada peringkat
- Introduction to Procon Process Control SystemsDokumen98 halamanIntroduction to Procon Process Control Systemsrizzagorospe100% (1)
- DIPPR Physical Properties DatabaseDokumen8 halamanDIPPR Physical Properties DatabaseOmar AlmonteBelum ada peringkat
- Pressure Scals LECTURE 2Dokumen13 halamanPressure Scals LECTURE 2OZIS AcademyBelum ada peringkat
- Distillation 2Dokumen20 halamanDistillation 2arslanadeelBelum ada peringkat
- Workbook For Chemical Reactor Relief System Sizing PDFDokumen256 halamanWorkbook For Chemical Reactor Relief System Sizing PDFTran Van HaiBelum ada peringkat
- Temperature Control System Group 4.Dokumen3 halamanTemperature Control System Group 4.Uchiha ImranBelum ada peringkat
- TemperatureDokumen4 halamanTemperatureDr.AhmedBelum ada peringkat
- Economics of Chemical PlantsDokumen39 halamanEconomics of Chemical PlantsRaiha AmiraBelum ada peringkat
- Control Engineering For Chemical EngineersDokumen11 halamanControl Engineering For Chemical EngineersYoga WiranotoBelum ada peringkat
- Contoh Proposal Bisnis PlanDokumen31 halamanContoh Proposal Bisnis PlanHadianto Nugroho100% (4)
- Refrigeration Manual PDFDokumen38 halamanRefrigeration Manual PDFQOBITBelum ada peringkat
- Adobe Photoshop 5.0: Tutorials Classroom in A Book Production NotesDokumen5 halamanAdobe Photoshop 5.0: Tutorials Classroom in A Book Production NotesbankerssupplyhouseBelum ada peringkat
- Extending The Lean Enterprise: February 2008Dokumen21 halamanExtending The Lean Enterprise: February 2008Tiotet33Belum ada peringkat
- Basics of CompressorDokumen66 halamanBasics of CompressorTiotet33100% (6)
- HAZOP Training1Dokumen99 halamanHAZOP Training1algiorge100% (1)
- NGC1 Exam Success Sample PDFDokumen8 halamanNGC1 Exam Success Sample PDFjimento100% (3)
- Extending The Lean Enterprise: February 2008Dokumen21 halamanExtending The Lean Enterprise: February 2008Tiotet33Belum ada peringkat
- Acid Gas Injection Design and Operations GuideDokumen8 halamanAcid Gas Injection Design and Operations GuideTiotet33Belum ada peringkat
- Fluid FlowDokumen28 halamanFluid FlowTiotet33Belum ada peringkat
- Worksheet On Quantum NumbersDokumen2 halamanWorksheet On Quantum NumbersJannah Mae IsioBelum ada peringkat
- On Errors of Fit and Accuracy in Matching Synthetic Seismograms and Seismic TracesDokumen21 halamanOn Errors of Fit and Accuracy in Matching Synthetic Seismograms and Seismic TracesBSSBelum ada peringkat
- Laser Beam Energy Distribution Affects Weld DimensionsDokumen8 halamanLaser Beam Energy Distribution Affects Weld Dimensionskppsiva87Belum ada peringkat
- Heat Transfer Chapter 1 IntroductionDokumen68 halamanHeat Transfer Chapter 1 IntroductionsubratorajBelum ada peringkat
- Tutorial Chapter 1 2018Dokumen3 halamanTutorial Chapter 1 2018Ain Syahira0% (1)
- Solution Manual-Chemical Engineering Thermodynamics - Smith Van NessDokumen621 halamanSolution Manual-Chemical Engineering Thermodynamics - Smith Van NessSurya Budi Widagdo87% (184)
- University of Engineering and Technology Peshawar, PakistanDokumen54 halamanUniversity of Engineering and Technology Peshawar, PakistanJoachim GardBelum ada peringkat
- Chapter - 3.2 - Finale Internal Forced ConvectionDokumen18 halamanChapter - 3.2 - Finale Internal Forced ConvectioneirinaBelum ada peringkat
- FLUIDME Quiz 02 AnswersDokumen5 halamanFLUIDME Quiz 02 AnswersSam Denielle TugaoenBelum ada peringkat
- Refractive Index of A Liquid (Theory) : Class 12: PhysicsDokumen4 halamanRefractive Index of A Liquid (Theory) : Class 12: PhysicsAmartya AnshumanBelum ada peringkat
- Zetex HandbookDokumen8 halamanZetex HandbookbolermBelum ada peringkat
- Elzaki Transform For Two Tank Mixing Problems PDFDokumen15 halamanElzaki Transform For Two Tank Mixing Problems PDFMarvin LabajoBelum ada peringkat
- Principles of CT and CT TechnologyDokumen15 halamanPrinciples of CT and CT TechnologyLida Velasquez SierraBelum ada peringkat
- Star and GalaxiesDokumen32 halamanStar and GalaxiesMazura AhmadBelum ada peringkat
- A+A Diagnostics: Chemray 420Dokumen2 halamanA+A Diagnostics: Chemray 420Saleh HamadanyBelum ada peringkat
- Maxwell Stress Tensor ExplainedDokumen6 halamanMaxwell Stress Tensor ExplainedSyeda Tehreem IqbalBelum ada peringkat
- Cooling Tower Pumping and Piping: LegendDokumen46 halamanCooling Tower Pumping and Piping: LegendDenise Koh Chin HuiBelum ada peringkat
- An Overview of FMCW Systems in MATLABDokumen7 halamanAn Overview of FMCW Systems in MATLABHenry TangBelum ada peringkat
- Evaluation of Structural Efficiency of Steel Diagrid Systems For Multi-Storey BuildingsDokumen4 halamanEvaluation of Structural Efficiency of Steel Diagrid Systems For Multi-Storey BuildingsPrateek ModyBelum ada peringkat
- 53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnDokumen7 halaman53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnJohn Aries Almelor Sarza100% (1)
- STAAD Service Stage and Seismic Analysis ResultsDokumen14 halamanSTAAD Service Stage and Seismic Analysis ResultsVikasBelum ada peringkat
- Love My LifeDokumen5 halamanLove My LifeLinda Veronica0% (1)
- Thermodynamics of Weak Electrolytes Including H3PO4Dokumen10 halamanThermodynamics of Weak Electrolytes Including H3PO4buhalnitaBelum ada peringkat
- Radar PlottingDokumen23 halamanRadar Plottingthugsdei100% (2)
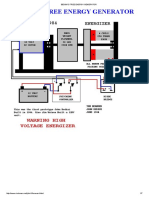
- Bedini's Free Energy Generator PDFDokumen7 halamanBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- WMM Plant CalibrationDokumen5 halamanWMM Plant CalibrationAnonymous zyIPjL9vBelum ada peringkat
- Choice of Steel Material To Avoid Brittle Fracture For Hollow Section StructuresDokumen204 halamanChoice of Steel Material To Avoid Brittle Fracture For Hollow Section Structuresg1n2Belum ada peringkat
- Galloway 1989 Genetic Stratigraphic Sequence Basin Analysis IDokumen18 halamanGalloway 1989 Genetic Stratigraphic Sequence Basin Analysis IMitreBelum ada peringkat
- Elders Ray SYstemsDokumen7 halamanElders Ray SYstemssagarmkale4395Belum ada peringkat
- What Happens When Warm Air RisesDokumen30 halamanWhat Happens When Warm Air RisesCriselAlamag100% (1)