Anda mungkin juga menyukai
- Outboard Manual 70-75-80-90-100-115Dokumen391 halamanOutboard Manual 70-75-80-90-100-115Possis76% (74)
- Mercury Service Manual 40-50-55-60-90Dokumen566 halamanMercury Service Manual 40-50-55-60-90Will Gates86% (208)
- 8369382-Mercury Mariner 200hp Optimax Jet Drive Service ManualDokumen364 halaman8369382-Mercury Mariner 200hp Optimax Jet Drive Service ManualIvan Zorn90% (10)
- Mercury 115 Service ManualDokumen4 halamanMercury 115 Service ManualPat Balmos18% (11)
- VW Transporter T4 Workshop Manual Diesel 2000-2004Dari EverandVW Transporter T4 Workshop Manual Diesel 2000-2004Penilaian: 5 dari 5 bintang5/5 (5)
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsDari EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsPenilaian: 5 dari 5 bintang5/5 (5)
- Mercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeDokumen300 halamanMercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeJaume Clarens75% (12)
- Rieju MRT 50 (ENGLISH) Workshop ManualDokumen75 halamanRieju MRT 50 (ENGLISH) Workshop Manualavista12350% (2)
- Continental TMD27Dokumen78 halamanContinental TMD27bigdaddylee82100% (7)
- VW Transporter T4 (Petrol and Diesel - 1990-1995) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Dari EverandVW Transporter T4 (Petrol and Diesel - 1990-1995) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Belum ada peringkat
- Small Block Chevrolet: Stock and High-Performance RebuildsDari EverandSmall Block Chevrolet: Stock and High-Performance RebuildsPenilaian: 4 dari 5 bintang4/5 (6)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreDari EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MorePenilaian: 4.5 dari 5 bintang4.5/5 (11)
- SMW Spacer Barfeed 2003manual PDFDokumen102 halamanSMW Spacer Barfeed 2003manual PDF323ci100% (2)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideDari EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuidePenilaian: 4.5 dari 5 bintang4.5/5 (8)
- Sunpro Cp7678 DVM User ManualDokumen36 halamanSunpro Cp7678 DVM User ManualGeza Levai100% (2)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Dari EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Penilaian: 5 dari 5 bintang5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDari EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisPenilaian: 4 dari 5 bintang4/5 (2)
- Engine 3114, D6m Testing-and-Adjusting-injekktora I Ventila 3126-MeDokumen63 halamanEngine 3114, D6m Testing-and-Adjusting-injekktora I Ventila 3126-Mezeljko100% (3)
- Senr3130 19 00 - Manuals Service Modules - SpecificationsDokumen24 halamanSenr3130 19 00 - Manuals Service Modules - Specificationsmostafa aliBelum ada peringkat
- CTM Manual (Compression Machine)Dokumen108 halamanCTM Manual (Compression Machine)Muhammad Tausif0% (2)
- Torque Screwdriver RepairDokumen16 halamanTorque Screwdriver RepairFrancisco Ros AlvaradoBelum ada peringkat
- Cat Manual 3500b (Engine Sect)Dokumen30 halamanCat Manual 3500b (Engine Sect)Luis Tovar100% (4)
- Machine Maintenance.: General Workshop ProceduresDokumen23 halamanMachine Maintenance.: General Workshop Proceduresvld7rpmBelum ada peringkat
- Specifications TorqueDokumen20 halamanSpecifications Torquethoma111s100% (2)
- Chapter 2 Machine Maintenance.: General Workshop ProceduresDokumen22 halamanChapter 2 Machine Maintenance.: General Workshop ProcedureswillifenlonBelum ada peringkat
- 70 - 75 - 80 - 90 - 100 - 115 HPDokumen3 halaman70 - 75 - 80 - 90 - 100 - 115 HPLorenzoGabrielSilvaDonosoBelum ada peringkat
- Nissan GTR R32 Service ManualDokumen804 halamanNissan GTR R32 Service ManualGorkandMork67% (6)
- Ponsse H73Dokumen43 halamanPonsse H73Juan Cea Ferreira100% (1)
- General Information: To IndexDokumen9 halamanGeneral Information: To IndexandriBelum ada peringkat
- Manitowoc 4600 S4 Lubrication Guide PDFDokumen40 halamanManitowoc 4600 S4 Lubrication Guide PDFnamduong368100% (1)
- Dodge DGF Gear Couplings: Instruction ManualDokumen2 halamanDodge DGF Gear Couplings: Instruction ManualTony_Black99Belum ada peringkat
- NEHS1175-00 Caterpillar Cam Bearing R&I ToolDokumen6 halamanNEHS1175-00 Caterpillar Cam Bearing R&I ToolnixcaloBelum ada peringkat
- CAT Measurment of The CamshaftDokumen12 halamanCAT Measurment of The Camshaftmk100% (1)
- 135 150dfimanualDokumen522 halaman135 150dfimanualDaniel Bonin80% (5)
- Manual Soldadura RidwellDokumen12 halamanManual Soldadura RidwellPablo MazalanBelum ada peringkat
- c20547 PDFDokumen34 halamanc20547 PDFGuillermo Andrés CoupeBelum ada peringkat
- Brookfield Dial ViscometerDokumen35 halamanBrookfield Dial ViscometerSheila Martinez0% (1)
- NUMBER: 4-10-13 S.M. REF.: Listed in Table ENGINE: EPA07 Series 60 DATE: April 2013Dokumen12 halamanNUMBER: 4-10-13 S.M. REF.: Listed in Table ENGINE: EPA07 Series 60 DATE: April 2013Walter A Gómez de la CruzBelum ada peringkat
- PRO-CRIMPER III Hand Crimping Tool Assembly 58628 - 1 With Die Assembly 58628 - 2Dokumen4 halamanPRO-CRIMPER III Hand Crimping Tool Assembly 58628 - 1 With Die Assembly 58628 - 2bharathBelum ada peringkat
- Governor (Types I, II, and Some III) - AdjustDokumen8 halamanGovernor (Types I, II, and Some III) - AdjustDaniel TekleBelum ada peringkat
- Operating Instruction Silver SchmidtDokumen28 halamanOperating Instruction Silver SchmidtIlham Nur AhzanBelum ada peringkat
- Braden BG8A BG8B Installation Mainenance and Service ManualDokumen31 halamanBraden BG8A BG8B Installation Mainenance and Service ManualAnibal Jose Cruz Larez100% (2)
- Series 900 Meter: Owner's Operation & Safety ManualDokumen16 halamanSeries 900 Meter: Owner's Operation & Safety ManualWalter A Gómez de la CruzBelum ada peringkat
- General Information: To IndexDokumen9 halamanGeneral Information: To IndexRaymond FrostBelum ada peringkat
- Skidmore Instructions Model MS ManualsDokumen15 halamanSkidmore Instructions Model MS ManualsbwbrockBelum ada peringkat
- Gi PDFDokumen34 halamanGi PDFdunesBelum ada peringkat
- 456 FourstrkeDokumen260 halaman456 FourstrkeAndrew WilliamsBelum ada peringkat
- ZT 6000 VSDokumen14 halamanZT 6000 VSdesign_artBelum ada peringkat
- 206B-FF Flange Facer ManualDokumen22 halaman206B-FF Flange Facer ManualKmelt39Belum ada peringkat
- IT62G Integrated Toolcarrier and 950G and 962G Wheel Loaders-Before OperationDokumen7 halamanIT62G Integrated Toolcarrier and 950G and 962G Wheel Loaders-Before OperationRODOLFO ESTEBAN VARGAS TOROBelum ada peringkat
- 8218 спецификация головки 3116 -с7Dokumen19 halaman8218 спецификация головки 3116 -с7Евгений АбрамовBelum ada peringkat
- Pit Mounted Manual 06 - 19 - 12Dokumen59 halamanPit Mounted Manual 06 - 19 - 12kirk sutherlandBelum ada peringkat
- Mitsu Pajero Engine 4D5Dokumen54 halamanMitsu Pajero Engine 4D5schumiizz2bestBelum ada peringkat
- Brodie PD Flow MeterDokumen26 halamanBrodie PD Flow Meterahmedhassankhan50% (2)
- Rodillo Compactador ALITECDokumen22 halamanRodillo Compactador ALITECjose david torresBelum ada peringkat
- Viatran 218 ManualDokumen4 halamanViatran 218 Manualtinchoteles100% (1)
- Outside Micrometer CalibrationDokumen2 halamanOutside Micrometer CalibrationJJBelum ada peringkat
- Service Tool Catalog: Performance PartsDokumen90 halamanService Tool Catalog: Performance PartsOsvaldo Vargas Vergara100% (2)
- Vari Mix IIIDokumen12 halamanVari Mix IIImimo_xxxBelum ada peringkat
- General Information: Torque SpecificationsDokumen3 halamanGeneral Information: Torque SpecificationsLuis TepezanoBelum ada peringkat
- 257 Chuan Xac KT Ycms 38-41 Ck03101Dokumen1 halaman257 Chuan Xac KT Ycms 38-41 Ck03101Tu PhamBelum ada peringkat
- 00-Superior Compressor Student Guide-ToCDokumen1 halaman00-Superior Compressor Student Guide-ToCTu PhamBelum ada peringkat
- QueryDokumen2 halamanQueryTu PhamBelum ada peringkat
- Natural Gas Engine Overhaul (In-Frame) 50000 Service Hours - 1Dokumen1 halamanNatural Gas Engine Overhaul (In-Frame) 50000 Service Hours - 1Tu PhamBelum ada peringkat
- PerkinsDokumen4 halamanPerkinsTu Pham100% (1)
- G3608 Spec SheetDokumen4 halamanG3608 Spec SheetTu Pham100% (1)
- Hoer CT Valve 2Dokumen5 halamanHoer CT Valve 2Tu PhamBelum ada peringkat
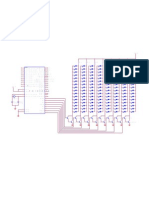
- PIC16f877a Va 15x8 LedDokumen1 halamanPIC16f877a Va 15x8 LedTu PhamBelum ada peringkat
- 173 Funtions of ExcelDokumen199 halaman173 Funtions of ExcelTu PhamBelum ada peringkat
- Manual AQ4000Dokumen39 halamanManual AQ4000Manuel GiralBelum ada peringkat
- FLOW MEASUREMENT - Course NotesDokumen38 halamanFLOW MEASUREMENT - Course Notespawan deepBelum ada peringkat
- Manual Book of Wellprint Control SoftwareDokumen42 halamanManual Book of Wellprint Control Softwarebigm94iBelum ada peringkat
- Presentation Euroloop FacilityDokumen30 halamanPresentation Euroloop FacilityirfanBelum ada peringkat
- High Temperature Corrosion Mapping Procedure Rev.1Dokumen14 halamanHigh Temperature Corrosion Mapping Procedure Rev.1nathgsurendra100% (1)
- Mo Document No 129 561Dokumen8 halamanMo Document No 129 561Nagesh TiwariBelum ada peringkat
- Astm D 323 - 06 PDFDokumen10 halamanAstm D 323 - 06 PDFJulian Felipe Noguera CruzBelum ada peringkat
- Stat Fax 1900smreveDokumen68 halamanStat Fax 1900smreveAlan VeizagaBelum ada peringkat
- Ludlum Model 9Dp and 9Dp Pressurized Ion Chamber: Operator'S ManualDokumen80 halamanLudlum Model 9Dp and 9Dp Pressurized Ion Chamber: Operator'S ManualHas SafwaniBelum ada peringkat
- TLE Food Processing: Quarter 1 - Module 1Dokumen12 halamanTLE Food Processing: Quarter 1 - Module 1Jolina Lacap Colis100% (3)
- Nist SP 960-12 (2009)Dokumen84 halamanNist SP 960-12 (2009)jeffgust100% (4)
- Electrical ChecklistDokumen12 halamanElectrical ChecklistAdhyartha KerafBelum ada peringkat
- 05-670 Microx User Manual V233P PDFDokumen33 halaman05-670 Microx User Manual V233P PDFYoucef KherroubiBelum ada peringkat
- Cat 4054 3 UkDokumen100 halamanCat 4054 3 UkRonaldo DallacortBelum ada peringkat
- GS 1500Dokumen6 halamanGS 1500guibianBelum ada peringkat
- Calibracion Bomba ZexelDokumen6 halamanCalibracion Bomba ZexelYam Fer75% (4)
- Fault Code: 1682 - SPN: 3362 - FMI: 31: B6.7 CM2350 B121BDokumen17 halamanFault Code: 1682 - SPN: 3362 - FMI: 31: B6.7 CM2350 B121BJeisson MendozaBelum ada peringkat
- Microcal Cat132Dokumen2 halamanMicrocal Cat132ajaysatpute100% (2)
- Lefoo PresostatoDokumen1 halamanLefoo PresostatoJulio Luis Guzman MarañonBelum ada peringkat
- Metrology Model PaperDokumen7 halamanMetrology Model Papershanelsulakkana1Belum ada peringkat
- EXFO - Tnote017-Ang PDFDokumen6 halamanEXFO - Tnote017-Ang PDFmnolasco2010Belum ada peringkat
- Oxebridge Q001 Ver 1.2 Audit ChecklistDokumen20 halamanOxebridge Q001 Ver 1.2 Audit ChecklistAntonio Roberto Jr SouzaBelum ada peringkat
- List of Suspended LabsDokumen1 halamanList of Suspended Labsthe creationBelum ada peringkat
- Ea 10 08Dokumen16 halamanEa 10 08Armando_84Belum ada peringkat
- What Is Transmitter Suppression and ElevationDokumen5 halamanWhat Is Transmitter Suppression and ElevationsandystaysBelum ada peringkat
- Installation Instruction - Heracell 150i-240i - Main BoardDokumen14 halamanInstallation Instruction - Heracell 150i-240i - Main Boardluroguita-1Belum ada peringkat
- Ludlum M3001 Manual PDFDokumen86 halamanLudlum M3001 Manual PDFMike MVBelum ada peringkat
- Drill Tool Dynamometer ExperimentDokumen2 halamanDrill Tool Dynamometer Experimenthmtramesh100% (1)