Anda mungkin juga menyukai
- Concrete Mix Design Beng 2021Dokumen31 halamanConcrete Mix Design Beng 2021musinguzi robertBelum ada peringkat
- Concrete Mix DesignDokumen11 halamanConcrete Mix DesignV Vinoth Edac100% (1)
- Concrete MixDokumen34 halamanConcrete MixCB100% (1)
- Mix DesignDokumen29 halamanMix Designshahhassa9Belum ada peringkat
- Hardened ConcreteDokumen33 halamanHardened Concretechicku_iwayBelum ada peringkat
- Concrete Technology Unit 4Dokumen30 halamanConcrete Technology Unit 4sainathBelum ada peringkat
- Properties of Concrete: Lecture No.5Dokumen42 halamanProperties of Concrete: Lecture No.5vigneshBelum ada peringkat
- Final ProposalDokumen23 halamanFinal Proposalpriyanshu pathakBelum ada peringkat
- Investigation of Properties of Fiber Reinforced Concrete Using RubberDokumen5 halamanInvestigation of Properties of Fiber Reinforced Concrete Using RubberSumit Geete100% (1)
- Retrofitting of BridgesDokumen30 halamanRetrofitting of Bridgesmanu_696Belum ada peringkat
- Stone Pitching 22Dokumen2 halamanStone Pitching 22Deven Patle100% (1)
- ACI MethodDokumen57 halamanACI MethodashoknrBelum ada peringkat
- MortarDokumen3 halamanMortarrghazzaoui1793Belum ada peringkat
- Mix Design ProcedujersDokumen19 halamanMix Design ProcedujersAbinet AlemuBelum ada peringkat
- Manual For ConcretingDokumen43 halamanManual For Concretinglwin_oo2435Belum ada peringkat
- Building Materials and Construction Ii: 3 SemesterDokumen64 halamanBuilding Materials and Construction Ii: 3 Semesterajith100% (1)
- Shrinkage & CreepDokumen6 halamanShrinkage & Creepbadr amBelum ada peringkat
- SoilDokumen13 halamanSoilXDXDXDBelum ada peringkat
- Notes On Fibre Reinforced ConcreteDokumen9 halamanNotes On Fibre Reinforced ConcreteK.ANISH100% (1)
- Types of PavementDokumen10 halamanTypes of Pavementmohsen.911.mkBelum ada peringkat
- Water Cement RatioDokumen5 halamanWater Cement RatioCastro FarfansBelum ada peringkat
- Aggregate PresentationDokumen34 halamanAggregate PresentationRahsaan KirtonBelum ada peringkat
- Durability of ConcreteDokumen43 halamanDurability of ConcreteS Praveenkumar100% (1)
- Group3 CE4101 SummaryDokumen10 halamanGroup3 CE4101 SummaryJin KookBelum ada peringkat
- Moment Distribution and Moment Re-DistributionDokumen44 halamanMoment Distribution and Moment Re-DistributionJeff Sun100% (1)
- Types of Bricks - Detail Classification of Bricks - Civil EngineeringDokumen6 halamanTypes of Bricks - Detail Classification of Bricks - Civil EngineeringPrajith AdBelum ada peringkat
- Cofferdams: Civil Engineering Practice (CE-203)Dokumen31 halamanCofferdams: Civil Engineering Practice (CE-203)Ali100% (1)
- Concrete Mix Design (Notes) PDFDokumen11 halamanConcrete Mix Design (Notes) PDFMohamad Khaled Nordin100% (1)
- Testing of AggregatesDokumen6 halamanTesting of AggregatesMegelJoshuaRamiterreBelum ada peringkat
- ArticledesignandconstructionofliquidtightconcretestrucDokumen3 halamanArticledesignandconstructionofliquidtightconcretestrucalbertoxinaBelum ada peringkat
- ACI 211.1 Method Final 2Dokumen21 halamanACI 211.1 Method Final 2Yemane KebedeBelum ada peringkat
- Lec-12 Development LengthDokumen47 halamanLec-12 Development LengthMuhammad UsmanBelum ada peringkat
- Report On ENGINEERING COMPARISON BETWEEN FLEXIBLE AND RIGID PAVEMENTDokumen35 halamanReport On ENGINEERING COMPARISON BETWEEN FLEXIBLE AND RIGID PAVEMENTTahmidul Islam FarabiBelum ada peringkat
- Concrete Mix DesignDokumen20 halamanConcrete Mix DesignRony BaloyiBelum ada peringkat
- Highways and Traffic Engineering Chapter 4Dokumen16 halamanHighways and Traffic Engineering Chapter 4EG Tiolo AbadBelum ada peringkat
- 3.3 Road Note No. 4-1Dokumen40 halaman3.3 Road Note No. 4-1Asad Choudhary100% (1)
- 1 Concrete Frame StructuresDokumen3 halaman1 Concrete Frame StructuresdhivakarBelum ada peringkat
- Interview Questions (Concrete Related)Dokumen25 halamanInterview Questions (Concrete Related)Muhammad AhmadBelum ada peringkat
- Quantity SurveyingDokumen6 halamanQuantity SurveyingEmmanuel Sto TomasBelum ada peringkat
- Field Tests of Building MaterialsDokumen4 halamanField Tests of Building Materialssmartman3550% (2)
- Design of Reinforced Concrete Ribbed Slabs (MAXSpan Slabs)Dokumen2 halamanDesign of Reinforced Concrete Ribbed Slabs (MAXSpan Slabs)ISABIRYE BAKALIBelum ada peringkat
- Flexural Strength of ConcreteDokumen2 halamanFlexural Strength of ConcretedhanishaBelum ada peringkat
- Concrete Mix DesignDokumen23 halamanConcrete Mix DesignSyahmi FadziBelum ada peringkat
- Types of Formwork (Shuttering) For ConcreteDokumen29 halamanTypes of Formwork (Shuttering) For Concretesaima BatoolBelum ada peringkat
- Water TanksDokumen59 halamanWater TanksSheikh_MutaharBelum ada peringkat
- Water Proofing of Water Retaining StructuresDokumen9 halamanWater Proofing of Water Retaining Structuresdhaval2011Belum ada peringkat
- Study On Mechanism of Strength Distribution DevelopmentDokumen19 halamanStudy On Mechanism of Strength Distribution DevelopmentnadirshahBelum ada peringkat
- Lab ReportDokumen44 halamanLab ReportNepali Kanchoo100% (1)
- 4 Commonly Used Brick BondsDokumen3 halaman4 Commonly Used Brick BondssuryakantameBelum ada peringkat
- Module-IV - Rectangular Water TanksDokumen61 halamanModule-IV - Rectangular Water TanksChinkuBelum ada peringkat
- Experimental Investigation On Compressive Strength of PaverblockDokumen35 halamanExperimental Investigation On Compressive Strength of PaverblockPachai ManiBelum ada peringkat
- Creep of ConcreteDokumen2 halamanCreep of ConcreteAnjali AnjuBelum ada peringkat
- Lightweight Concrete and AggregatesDokumen23 halamanLightweight Concrete and Aggregatesahmed ElshaibaniBelum ada peringkat
- Earthen DamsDokumen19 halamanEarthen DamsAnoop Ponnanna Kb100% (1)
- Subgrade Soil Stabilization by Using Flyash and LimeDokumen28 halamanSubgrade Soil Stabilization by Using Flyash and LimePrabir Kumar Pati0% (2)
- Early Thermal Cracking in Concrete ExplainedDokumen5 halamanEarly Thermal Cracking in Concrete ExplainedlabBelum ada peringkat
- Concrete Mix DesignDokumen19 halamanConcrete Mix DesignObaidurRahamanBelum ada peringkat
- Job No. 6Dokumen13 halamanJob No. 6chyousufBelum ada peringkat
- Lec 15 - Concrete Mix ProportioningDokumen73 halamanLec 15 - Concrete Mix Proportioningmansoor azamBelum ada peringkat
- Sw-1621512367-Form No 14eDokumen4 halamanSw-1621512367-Form No 14egman444Belum ada peringkat
- Sw-1621512555-Form No 14fDokumen1 halamanSw-1621512555-Form No 14fgman444Belum ada peringkat
- Form 14b EmptyDokumen3 halamanForm 14b Emptypunit vinodBelum ada peringkat
- Sw-1621406351-Form No 14cDokumen1 halamanSw-1621406351-Form No 14cgman444Belum ada peringkat
- Sw-1621406129-Form 14aDokumen3 halamanSw-1621406129-Form 14agman444Belum ada peringkat
- Sw-1621406512-Form No 14dDokumen3 halamanSw-1621406512-Form No 14dgman444Belum ada peringkat
- LCCA CalculationsDokumen5 halamanLCCA Calculationsgman444Belum ada peringkat
- Announcement of Scholarship For PHD in Transportation Engineering at UDSM 2019Dokumen2 halamanAnnouncement of Scholarship For PHD in Transportation Engineering at UDSM 2019gman444Belum ada peringkat
- Our Price ListDokumen110 halamanOur Price Listgman444Belum ada peringkat
- jp2 NEW LATEST-1-2 PDFDokumen1 halamanjp2 NEW LATEST-1-2 PDFgman444Belum ada peringkat
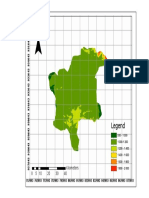
- Dodoma DemDokumen1 halamanDodoma Demgman444Belum ada peringkat
- RED - HDM-III VOC (Version 3.2)Dokumen16 halamanRED - HDM-III VOC (Version 3.2)gman444Belum ada peringkat
- Rehabilitation Periodic and Routine MainDokumen19 halamanRehabilitation Periodic and Routine Maingman444Belum ada peringkat
- New Latest-Typical XsDokumen1 halamanNew Latest-Typical Xsgman444Belum ada peringkat
- Sidra Output PDFDokumen2 halamanSidra Output PDFgman444Belum ada peringkat
- Pedestrians Crossing Facility Planning and Detailed Engineering DesignDokumen3 halamanPedestrians Crossing Facility Planning and Detailed Engineering Designgman444Belum ada peringkat
- Tanzania Total Population by District-Regions-2016 2017rDokumen8 halamanTanzania Total Population by District-Regions-2016 2017rgman444Belum ada peringkat
- Computer Excel TestsDokumen4 halamanComputer Excel Testsgman444Belum ada peringkat
- Excel Second TestDokumen2 halamanExcel Second Testgman444Belum ada peringkat
- Wibu Analysis PDFDokumen7 halamanWibu Analysis PDFgman444Belum ada peringkat
- Harvard Citation SystemDokumen14 halamanHarvard Citation SystemfsuharjaBelum ada peringkat
- Lane Level of Service: Site: 500 (BERNARD)Dokumen2 halamanLane Level of Service: Site: 500 (BERNARD)gman444Belum ada peringkat
- RED - HDM-III VOC (Version 3.2)Dokumen16 halamanRED - HDM-III VOC (Version 3.2)gman444Belum ada peringkat
- Rfi 159Dokumen5 halamanRfi 159gman444Belum ada peringkat
- Sidra SampleDokumen2 halamanSidra Samplegman444Belum ada peringkat
- Writing Proposals With Strong Methodology and ImplementationDokumen22 halamanWriting Proposals With Strong Methodology and ImplementationDarnel J. MooreBelum ada peringkat
- RED - Read Me (Version 3.2) - 2Dokumen4 halamanRED - Read Me (Version 3.2) - 2gman444Belum ada peringkat
- Postgraduate Selection Admission 2017 To 2018 Fist and Second BatchDokumen389 halamanPostgraduate Selection Admission 2017 To 2018 Fist and Second BatchDennisEudesBelum ada peringkat
- RED - Risk (Version 3.2)Dokumen36 halamanRED - Risk (Version 3.2)gman444Belum ada peringkat
- UyoleDokumen2 halamanUyolegman444Belum ada peringkat
- WAUZZZ8K0BA159120Dokumen10 halamanWAUZZZ8K0BA159120Vedad VedaddBelum ada peringkat
- Financial Risk Management (Zain Ullah)Dokumen12 halamanFinancial Risk Management (Zain Ullah)Afaq AhmadBelum ada peringkat
- 2.2 WaterDokumen32 halaman2.2 WaterHelena GlanvilleBelum ada peringkat
- Make Swiss RollDokumen16 halamanMake Swiss RollFelicia LiBelum ada peringkat
- Osteoarthritis DissertationDokumen8 halamanOsteoarthritis DissertationPaperHelpJackson100% (1)
- Comparative Study of Financial Statements of Company, Oil and Gas.Dokumen105 halamanComparative Study of Financial Statements of Company, Oil and Gas.Ray Brijesh AjayBelum ada peringkat
- Dna Recombinant TechnologyDokumen20 halamanDna Recombinant TechnologyJuliet Ileto Villaruel - AlmonacidBelum ada peringkat
- Manual L W26Dokumen436 halamanManual L W26Taufan ArifBelum ada peringkat
- Bubba - S Food MS-CDokumen2 halamanBubba - S Food MS-CDũng Trần QuốcBelum ada peringkat
- Perdev - Module 9Dokumen9 halamanPerdev - Module 9April Rose CortesBelum ada peringkat
- Job Vacancy Kabil - Batam April 2017 RECARE PDFDokumen2 halamanJob Vacancy Kabil - Batam April 2017 RECARE PDFIlham AdeBelum ada peringkat
- Medical Gases: NO. Item Brand Name OriginDokumen4 halamanMedical Gases: NO. Item Brand Name OriginMahmoud AnwerBelum ada peringkat
- Publication PDFDokumen152 halamanPublication PDFAlicia Mary PicconeBelum ada peringkat
- P13Dokumen21 halamanP13Saeful AzizBelum ada peringkat
- FALLSEM2021-22 EEE3004 ETH VL2021220100810 Reference Material I 16-Aug-2021 7 Controlled Rectifier NewDokumen51 halamanFALLSEM2021-22 EEE3004 ETH VL2021220100810 Reference Material I 16-Aug-2021 7 Controlled Rectifier NewVAHEESBelum ada peringkat
- Dowry SystemDokumen10 halamanDowry SystemBhoomejaa SKBelum ada peringkat
- (Complete) BLC 201 Assignment Intro Logistics SCM Sep 2021 - McdonaldDokumen12 halaman(Complete) BLC 201 Assignment Intro Logistics SCM Sep 2021 - McdonaldHf CreationBelum ada peringkat
- Robodrill 01Dokumen298 halamanRobodrill 01vuchinhvdcBelum ada peringkat
- O o o O: (Approval and Adoption of BCPC AWFP) (Approval and Adoption of BCPC AWFP)Dokumen2 halamanO o o O: (Approval and Adoption of BCPC AWFP) (Approval and Adoption of BCPC AWFP)Villanueva YuriBelum ada peringkat
- Practice Questions Human Nutrition Part 1Dokumen4 halamanPractice Questions Human Nutrition Part 1PeiYi TanBelum ada peringkat
- NSF 型錄2Dokumen2 halamanNSF 型錄2Nermeen ElmelegaeBelum ada peringkat
- Tiling Checklist UpdatedDokumen3 halamanTiling Checklist UpdatedSayed Taimoor shahBelum ada peringkat
- Neurology and Special Senses: High-Yield SystemsDokumen72 halamanNeurology and Special Senses: High-Yield SystemsMahmoud Abu MayalehBelum ada peringkat
- 8DJ - 8DH Katalog en PDFDokumen32 halaman8DJ - 8DH Katalog en PDFJosue Espinoza YachachinBelum ada peringkat
- Standard Into-Plane Fueling Service Levels and SafetyDokumen8 halamanStandard Into-Plane Fueling Service Levels and SafetyPrekelBelum ada peringkat
- Translating Child Development Research Into Practice - Can Teachers Foster Children's Theory of Mind in Primary SchoolDokumen14 halamanTranslating Child Development Research Into Practice - Can Teachers Foster Children's Theory of Mind in Primary SchoolpecescdBelum ada peringkat
- CRISIL Mutual Fund Ranking: For The Quarter Ended September 30, 2020Dokumen48 halamanCRISIL Mutual Fund Ranking: For The Quarter Ended September 30, 2020MohitBelum ada peringkat
- APPLE FRITTER CAKE Cook Heavenly RecipesDokumen4 halamanAPPLE FRITTER CAKE Cook Heavenly Recipes1940LaSalleBelum ada peringkat
- PAP and PAPE ReviewDokumen9 halamanPAP and PAPE ReviewYG1Belum ada peringkat
- Battle Healing PrayerDokumen9 halamanBattle Healing PrayerSolavei LoanerBelum ada peringkat