Anda mungkin juga menyukai
- PSI 8.8L ServiceDokumen197 halamanPSI 8.8L Serviceedelmolina100% (1)
- The Green Wall - Story and Photos by Stephen James Independent Investigative Journalism & Photography - VC Reporter - Ventura County Weekly - California Department of Corrections whistleblower D.J. Vodicka and his litigation against the CDC.Dokumen8 halamanThe Green Wall - Story and Photos by Stephen James Independent Investigative Journalism & Photography - VC Reporter - Ventura County Weekly - California Department of Corrections whistleblower D.J. Vodicka and his litigation against the CDC.Stephen James - Independent Investigative Journalism & PhotographyBelum ada peringkat
- Cranshaft, Crosshead and BearingDokumen47 halamanCranshaft, Crosshead and BearingMeghanath Adkonkar0% (1)
- Crankshaftmanufacturing 180130222529Dokumen57 halamanCrankshaftmanufacturing 180130222529ionut_bordeianu5534Belum ada peringkat
- Build Your Own TurbineDokumen16 halamanBuild Your Own TurbineJack D'Roca100% (5)
- Crankshaft Construction DesignDokumen10 halamanCrankshaft Construction DesignChockalingam AthilingamBelum ada peringkat
- Engine Base & BlockDokumen47 halamanEngine Base & Blockkr_abhijeet7235658750% (2)
- Manual de Colisión Mazda 626 1986-1987Dokumen9 halamanManual de Colisión Mazda 626 1986-1987mark rueBelum ada peringkat
- Overview 6T40-45 TransmissionDokumen14 halamanOverview 6T40-45 TransmissionLeigh100% (1)
- Sfa 5.22 PDFDokumen36 halamanSfa 5.22 PDFLuis Evangelista Moura PachecoBelum ada peringkat
- Design of CamshaftDokumen49 halamanDesign of CamshaftAbijit GudaBelum ada peringkat
- Cad 11-15 Me4iDokumen8 halamanCad 11-15 Me4ikaranvairagade18Belum ada peringkat
- Report of Cam ShaftDokumen85 halamanReport of Cam ShaftkotoyayBelum ada peringkat
- Machine Shop CNCDokumen28 halamanMachine Shop CNCSonia rajpuroitBelum ada peringkat
- Design & Analysis of Cam ShaftDokumen38 halamanDesign & Analysis of Cam ShaftVijiBelum ada peringkat
- Cam TerminologyDokumen8 halamanCam TerminologychasestarBelum ada peringkat
- CRANKSHAFTDokumen26 halamanCRANKSHAFTMohammed SaleemBelum ada peringkat
- Cam ViceDokumen50 halamanCam ViceAakash Dindigul100% (1)
- The BG Tuning ManualDokumen13 halamanThe BG Tuning Manuald_u_i_l_i_o100% (1)
- Camshaft - TerminologyDokumen7 halamanCamshaft - Terminologyvmgobinath67% (3)
- WHEELINGDokumen57 halamanWHEELINGEcone666Belum ada peringkat
- Finite Element Analysis of A Cam ShaftDokumen4 halamanFinite Element Analysis of A Cam ShaftNaresh DamaBelum ada peringkat
- Computer Controlled Machine Maintenance (Mechanical) FailuresDokumen23 halamanComputer Controlled Machine Maintenance (Mechanical) Failuressank_knasBelum ada peringkat
- Kinematics of Cams: Cams With Different Follower MotionDokumen76 halamanKinematics of Cams: Cams With Different Follower MotionMPee Finance SumerpurBelum ada peringkat
- Diesel Engine ComponentDokumen22 halamanDiesel Engine ComponentRahul KumarBelum ada peringkat
- Followers Can Be Classified Based On - Type of Surface Contact Between Cam and Follower - Type of Follower Motion - Line of Motion of FollowersDokumen25 halamanFollowers Can Be Classified Based On - Type of Surface Contact Between Cam and Follower - Type of Follower Motion - Line of Motion of FollowersN NandiniBelum ada peringkat
- Unit-II The LatheDokumen14 halamanUnit-II The LatheThulasi RamBelum ada peringkat
- 译文 - 摆线针轮减速机Cycloidal pin wheel reducerDokumen10 halaman译文 - 摆线针轮减速机Cycloidal pin wheel reducerVocal SamirBelum ada peringkat
- Executive Summary Turret Link Pin Assembly - 220809 - 185040Dokumen7 halamanExecutive Summary Turret Link Pin Assembly - 220809 - 185040T ThirumuruganBelum ada peringkat
- CrankshaftDokumen12 halamanCrankshaftbereket tekleBelum ada peringkat
- Cam DesignDokumen3 halamanCam DesignJoe KenyonBelum ada peringkat
- Prepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The FollowerDokumen11 halamanPrepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The Followerkiran_wakchaureBelum ada peringkat
- Heavy Weld ShopDokumen6 halamanHeavy Weld Shopyogendra singhBelum ada peringkat
- A Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageDokumen19 halamanA Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageTara NafihBelum ada peringkat
- Bearing LayoutDokumen30 halamanBearing LayoutmayasfaresBelum ada peringkat
- Internship Presentation: By:-Rahul Sharma ROLL NO: - 18394Dokumen25 halamanInternship Presentation: By:-Rahul Sharma ROLL NO: - 18394Rahul SharmaBelum ada peringkat
- Section 18: Illustrated Source Book Mechanical ComponentsDokumen46 halamanSection 18: Illustrated Source Book Mechanical ComponentsLijo ThoamsBelum ada peringkat
- Thermal Engineering I MANUALDokumen35 halamanThermal Engineering I MANUALKalpit KauraseBelum ada peringkat
- Radha Govind Engineering College: Faculty Name: Mr. K K MauryaDokumen11 halamanRadha Govind Engineering College: Faculty Name: Mr. K K Mauryaapi-19787320Belum ada peringkat
- Motors PresentationDokumen38 halamanMotors PresentationnjileoBelum ada peringkat
- Design and Fabrication of A Model Jet Engine (Sivani 150) : JournalDokumen9 halamanDesign and Fabrication of A Model Jet Engine (Sivani 150) : JournalJorge100% (1)
- CAMSHAFT (Machining) : A Project Report ONDokumen21 halamanCAMSHAFT (Machining) : A Project Report ONDHRUV SINGHALBelum ada peringkat
- CAMSHAFT (Machining) : A Project Report ONDokumen21 halamanCAMSHAFT (Machining) : A Project Report ONDHRUV SINGHALBelum ada peringkat
- Understanding Tapered Roller BearingsDokumen75 halamanUnderstanding Tapered Roller Bearingsamir8100Belum ada peringkat
- CamDokumen30 halamanCamShangarab BeraBelum ada peringkat
- Cams and FollowerDokumen63 halamanCams and FollowerPawanNagdaBelum ada peringkat
- Ch-6 CamsasDokumen25 halamanCh-6 CamsasHaider AliBelum ada peringkat
- Discussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramDokumen11 halamanDiscussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramMani RajBelum ada peringkat
- Engine ConstructionDokumen89 halamanEngine ConstructionVinod Cf Cruz100% (2)
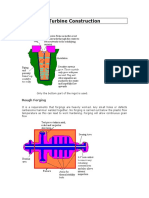
- Turbine ConstructionDokumen7 halamanTurbine ConstructionPrasannaBelum ada peringkat
- Trunk Piston Engine The Crank ShaftDokumen10 halamanTrunk Piston Engine The Crank ShaftAayush AgrawalBelum ada peringkat
- RC Airplane Engine PlansDokumen8 halamanRC Airplane Engine PlansLacramioara Veronica Malael100% (1)
- 02P - Group 3 - Lab 3 PDFDokumen18 halaman02P - Group 3 - Lab 3 PDFadidas tempoBelum ada peringkat
- Cam and FollowerDokumen38 halamanCam and Follower1blank100% (4)
- New Rolling Method of Reversing Cold Rolling MillDokumen10 halamanNew Rolling Method of Reversing Cold Rolling MillVikas SharmaBelum ada peringkat
- Industrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentDokumen19 halamanIndustrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentVeer PatelBelum ada peringkat
- Steel Melting ShopDokumen21 halamanSteel Melting ShopAnjan Dey0% (1)
- Unit No.4-Cam: Presented By-Jitendra BhatDokumen12 halamanUnit No.4-Cam: Presented By-Jitendra BhatRohit GhulanavarBelum ada peringkat
- Fabrication of Cylindrical Cam Shaper MachineDokumen11 halamanFabrication of Cylindrical Cam Shaper MachineretechBelum ada peringkat
- Camshaft SelectionDokumen8 halamanCamshaft SelectionMichael Buff GBelum ada peringkat
- KOM Unit-4Dokumen12 halamanKOM Unit-4puneethBelum ada peringkat
- Cam 1Dokumen20 halamanCam 1rajroshansatapathyBelum ada peringkat
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesDari EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesPenilaian: 5 dari 5 bintang5/5 (1)
- Steps To Control Water Depletion Jun2019Dokumen2 halamanSteps To Control Water Depletion Jun2019chamanBelum ada peringkat
- ManagementLetter - Possible PointsDokumen103 halamanManagementLetter - Possible Pointsaian joseph100% (3)
- Hydrostatic Pressure Test Safety ChecklistDokumen3 halamanHydrostatic Pressure Test Safety ChecklistJerry Faria60% (5)
- Important Dates (PG Students View) Semester 1, 2022-2023 - All Campus (As of 2 October 2022)Dokumen4 halamanImportant Dates (PG Students View) Semester 1, 2022-2023 - All Campus (As of 2 October 2022)AFHAM JAUHARI BIN ALDI (MITI)Belum ada peringkat
- 2010 LeftySpeed Oms en 0Dokumen29 halaman2010 LeftySpeed Oms en 0Discord ShadowBelum ada peringkat
- Supercal 539: Universal Compact Heat MeterDokumen6 halamanSupercal 539: Universal Compact Heat MeterVladimir ZaljevskiBelum ada peringkat
- Bidding Process in Infrastructure ProjectsDokumen44 halamanBidding Process in Infrastructure ProjectsRajesh Chowdary Chintamaneni100% (2)
- BT5Dokumen17 halamanBT5Katkat MarasiganBelum ada peringkat
- Mechanical FPD P.sanchezDokumen9 halamanMechanical FPD P.sanchezHailley DensonBelum ada peringkat
- SMB Marketing PlaybookDokumen18 halamanSMB Marketing PlaybookpramodharithBelum ada peringkat
- Chap 4 Safety Managment SystemDokumen46 halamanChap 4 Safety Managment SystemABU BEBEK AhmBelum ada peringkat
- Geometric Driver Components Serial Copy: Topsolid'WoodDokumen22 halamanGeometric Driver Components Serial Copy: Topsolid'Wooddrine100% (1)
- Travel Insurance CertificateDokumen9 halamanTravel Insurance CertificateMillat PhotoBelum ada peringkat
- CPWA Code MCQDokumen43 halamanCPWA Code MCQSamrat Mukherjee100% (3)
- EU MEA Market Outlook Report 2022Dokumen21 halamanEU MEA Market Outlook Report 2022ahmedBelum ada peringkat
- Final ME Paper I IES 2010Dokumen18 halamanFinal ME Paper I IES 2010pajadhavBelum ada peringkat
- Rosmary PollockDokumen4 halamanRosmary PollockhbBelum ada peringkat
- Star - 6 ManualDokumen100 halamanStar - 6 ManualOskarBelum ada peringkat
- Landini Tractor 7000 Special Parts Catalog 1820423m1Dokumen22 halamanLandini Tractor 7000 Special Parts Catalog 1820423m1katrinaflowers160489rde100% (122)
- SYKES - Telework Work Area AgreementDokumen2 halamanSYKES - Telework Work Area AgreementFritz PrejeanBelum ada peringkat
- MCQ (Chapter 6)Dokumen4 halamanMCQ (Chapter 6)trail meBelum ada peringkat
- PBR ImplementationDokumen32 halamanPBR ImplementationBernie C. MagtalasBelum ada peringkat
- Human Resource Information Systems 2nd Edition Kavanagh Test BankDokumen27 halamanHuman Resource Information Systems 2nd Edition Kavanagh Test BankteresamckenzieafvoBelum ada peringkat
- Virtual Vacancy Round 2 Mbbs - Bds Ug Counselling 20Dokumen90 halamanVirtual Vacancy Round 2 Mbbs - Bds Ug Counselling 20Jaydev DegloorkarBelum ada peringkat
- Advances in Automobiles With Nanomaterials: A ReviewDokumen7 halamanAdvances in Automobiles With Nanomaterials: A Reviewpsmonu54Belum ada peringkat