Trabajo Final PCP
Diunggah oleh
Jainor Carbajal PuertasJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Trabajo Final PCP
Diunggah oleh
Jainor Carbajal PuertasHak Cipta:
Format Tersedia
1.
- PRESENTACIN DE LA ORGANIZACIN
1.1 DESCRIPCION DE LA EMPRESA: Corporacin Lindley es una empresa centenaria Dedicada a la elaboracin y envasado de bebidas carbonatas y no carbonatadas que nace gracias al esfuerzo, dedicacin y visin de sus fundadores, Jos R. Lindley y Martha Stoppanie de Lindley en 1910. Son 100 aos de permanencia, inversin y compromiso con la industria y el pas, a travs de cuatro generaciones de la familia Lindley.
1.2 CONSTITUCIN Y DESARROLLO 1910-1928: De Fabrica de Aguas Gaseosas La Santa Rosa a Jos R. Lindley e Hijos. de Aguas Gaseosas La Santa Rosa de Jos R. Lindley e Hijos S.A., establecida en 1910. 1957-1973: Otras Sociedades vinculadas a la Compaa.
La empresa Jos R. Lindley e Hijos S.A. fue constituida por escritura pblica del 3 de noviembre de 1928,
Posteriormente, se constituyeron sociedades vinculadas econmicamente a la compaa: (i) Inmobiliaria L constituida el 22 de febrero de 1960, y dedicada a negocios inmobiliarios; (ii) Frutos del Pas S.A., constitu de mayo de 1973, dedicada a la fabricacin y comercializacin de jugos, nctares y pulpas de fruta; y, (iii) Distribucin, Transporte y Almacenaje S.A. (Distral S.A.), constituida el 1 de febrero de 1957, la cual se de a la distribucin y transporte de bebidas carbonatadas, jugos y nctares de fruta. 1996-1997: Otras Se fusionan las empresas del Grupo Lindley.
El 4 de diciembre de 1996, Inmobiliaria Lintab S.A., absorbi por fusin a las sociedades: (i) Jos R. Lind S.A. y (iv) la rama escendida de la actividad industrial de Sabores Per S.A.; continuando las actividades 1997, Inmobiliaria Lintab S.A. modific su razn social por la de Corporacin Jos R. Lindley S.A. Ms ad el total de las acciones comunes con derecho a voto representativas del capital social de EPSA y de Embo 2000-2003: Ingreso al Sistema Coca-Cola.
En 1999, se produce la alianza estratgica con The Coca-Cola Company, los indicadores macroeconmic pero con lenta transferencia hacia el sector real de la economa. Corporacin Lindley ingresa al sistema C entre Embotelladora Latinoamericana S.A (ELSA) y Corporacin Lindley, coyuntura que generaba importa los mismos clientes por idnticos canales. 2004-2005: Fusin con Embotelladora Latinoamericana S.A.
En 2004, Corporacin Lindley adquiere el control de ELSA a travs de su participacin accionarial, logran mejorando la performance comercial del sistema y haciendo ms slida su posicin competitiva. Se man ms visibles sobre el sector real como en el consumo y la demanda interna. 2006-2009. Consolidacin de la fusin
Corporacin Lindley sigue liderando la recuperacin de valor de la industria, llegando a precios de S/. mantienen importantes inversiones en el parque de botellas para el mercado, las operaciones de envasad
el punto de venta, introduccin de equipos de fro y exitosos lanzamientos de nuevos productos, que perm de share de valor este ao.
1.3 PLANTA CUSCO DE CORPORACION LINDLEY
La planta de Cusco atiende a los mercados de la sierra y selva sur, incluyendo Cusco y Madre de Dios. , Tiene la capacidad para producir: bidones, plstico y vidrio.
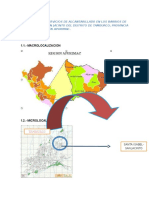
1.4 MACROLOCALIZACION DE LA PLANTA CUSCO
Direccin: Av. De la Cultura 3785, Cusco - Cusco Telfono: +511 (084) 2285
Misin Operar con excelencia para ser la opcin preferida de clientes y consumidores, logrando un crecimiento rentable y sostenible y generando valor a nuestros pblicos de inters.
Visin; Ser la empresa peruana de clase mundial lder en bebidas no alcohlicas Valores organizacionales.
Valores; Integridad ... en lo que pienso digo y hago Servicio ... a cabalidad con amabilidad
Compromiso ...con mi trabajo, mi equipo y m empresa
Respeto ...a las distinciones
personas,
sin
2 ANALISIS DE LA INDUSTRIA
2.1 RAMA DE LA INDUSTRIA A LA QUE PERTENECE. Pertenece a la rama de la industria de bebidas no alcohlicas. 2.2. CARACTERSTICAS DE LA RAMA INDUSTRIAL. El mantenimiento de una economa estable y en crecimiento durante los diez (10) ltimos aos ha permitido que el mercado de bebidas no alcohlicas contine su dinmica de Crecimiento y que hayamos alcanzado ventas de 259 MM de cajas unitarias, volumen Superior en 9.5% del obtenido en el ejercicio 2010 e ingresos por S/. 2,085 MM, superiores en 15% que los del mismo ejercicio. En la categora de bebidas carbonatadas, que representa el 77% de nuestro volumen total, cerramos el ao con una participacin del 67% del mercado y del 72% del valor econmico a diciembre del 2011.
3.
ESTRUCTURAL FORMAL
3.1. ORGANIGRAMA
3.2. DOTACION DE PERSONAL CATEGORIA FUNCIONARIOS EMPLEADOS OBREROS DIC 2010 41 898 2,173 3,112 DIC 2011 42 1,022 2,439 3,503 VARIACION % 2.44% 13.81% 12.24% 12.56%
4. GESTION
4.1. NIVEL DE CAPACITACIN/HABILIDADES/EXPERIENCIA. Desarrollo de Capacidades Organizacionales. Con la finalidad de asegurar las capacidades requeridas para que la nueva mega planta Santa Rosa inicie operaciones cumpliendo los objetivos trazados se realiz un exhaustivo programa de comunicacin y acompaamiento para nuestros colaboradores de Sullana y Trujillo. En paralelo, se llev a cabo un programa denominado SUPERATEC, desarrollado en Conjunto con Tecsup para dotar de los conocimientos tecnolgicos requeridos de la nueva Planta: - Para operarios (120 horas en Tecsup Trujillo).- Programa de entrenamiento en Mantenimiento Mecnico. - Para maquinistas (160 horas en Tecsup Trujillo).- Programa de capacitacin en Control Industrial. - Para supervisores y personal de mantenimiento (312 horas en Tecsup Lima).- Programa de capacitacin en Mantenimiento y Control Industrial.
4.2. ESTILO DE LIDERAZGO Liderazgo de alto desempeo. En lnea con el objetivo de consolidar una cultura de alto desempeo, introdujimos mejoras al programa de compensacin variable (Bono por Desempeo): - Alineando los indicadores claves de la empresa con nuestros retadores objetivos a largo plazo (rentabilidad). -Introduciendo mejoras en las curvas de cumplimiento de los indicadores de negocio. - Mejorando los targets de pago para todos los niveles. 4.3. GRADO DE PARTICIPACIN DE PERSONAL seguimos trabajando en programas para mejorar el clima laboral y fortalecer el sentimiento de satisfaccin y orgullo de pertenecer a nuestra compaa: - Poniendo en marcha el programa Embajadores Lindley, quienes han comenzado a ejercer un rol de agentes de cambio y comunicacin, apoyando las iniciativas de clima y cultura de la compaa. - Activamos exitosas acciones de voluntariado, apoyando en iniciativas ambientales (siembra de rboles y limpieza de playas) y actividades navideas con la comunidad.
5. COMERCIALIZACION
5.1. CARTERA DE PRODUCTOS BEBIDAS CARBONATADAS (BURBUJEANTES)
Fanta Kola Inglesa Fanta Schweppes Inca Kola Zero Inca Kola Coca-Cola Coca-Cola Zero Sprite Sprite Zero Crush
BEBIDAS NO CARBONATADAS ( SIN GAS)
Powerade Frugos San Luis Aquarius ON Burn
5.2. EVOLUCION DE LAS VENTAS
5.3. POSICION EN EL MERCADO Nuestra participacin de mercado en los productos que elaboramos y comercializamos al cierre del ao 2011 fue la siguiente:
Participacin de Mercado en Bebidas Carbonatadas Ciudades Arequipa Chiclayo Cusco Ica Piura Trujillo Participacin 61.0% 52.3% 64.8% 56.6% 54.2% 73.1%
Fuente: Censos mensuales de Consumo (TRAC). Apoyo. Adicionalmente, al cierre del ejercicio anual 2011, seis (6) de nuestros productos estn ubicados dentro de las diez (10) gaseosas ms consumidas en el mercado peruano. Las principales marcas son: Coca-Cola, Fanta, Sprite, Inca Kola, Crush y Kola Inglesa. A nivel Per, la categora crece 7.9% en Volumen y 12.7% en ingresos respecto al 2010. 5.4. COMPETIDORES
5.5.1. ACTUALES
Pepsico con sus marcas Pepsi, 7up, etc.; Aje group, grupo san miguel, con sus marcas kola real, sporade, agua cielo, etc. En el cusco especficamente existen empresas como agua phura, reyna kola, etc. 5.5.2. POTENCIALES Embotelladoras regionales puesto que todas las empresas internacionales estn presentes.
6. FINANZAS
Los estados financieros de la Compaa han sido preparados de acuerdo con las Normas Internacionales de Informacin Financiera (en adelante NIIF) vigentes al 31 de diciembre de 2012. Los estados financieros consolidados adjuntos han sido preparados en base al
costo histrico, excepto por los instrumentos financieros derivados que han sido medidos al valor razonable. Los estados financieros consolidados estn presentados en nuevos soles, todos los valores se redondean a miles segn el valor ms prximo (S/.000), excepto cuando se indique de otro modo.
6.2. EVOLUCION RESULTADOS DE LA ORGANIZACIN
Estado de resultados hasta el tercer trimestre del 2013
CORPORACION LINDLEY S.A. ESTADOS FINANCIEROS |Consolidada | TRIMESTRE III al 30 de Septiembre del 2013 ( en miles de NUEVOS SOLES ) CUENTA Ingresos de actividades ordinarias Costo de Ventas Ganancia (Prdida) Bruta Gastos de Ventas y Distribucin Gastos de Administracin Ganancia (Prdida) de la baja en Activos Financieros medidos al Costo Amortizado Otros Ingresos Operativos Otros Gastos Operativos Otras ganancias (prdidas) Ganancia (Prdida) por actividades de operacin Ingresos Financieros Gastos Financieros Diferencias de Cambio neto Participacin en los Resultados Netos de Asociadas y Negocios Conjuntos Contabilizados por el Mtodo de la Participacin Ganancias (Prdidas) que surgen de la Diferencia entre el Valor Libro Anterior y el Valor Justo de Activos Financieros Reclasificados Medidos a Valor Razonable Diferencia entre el importe en libros de los activos distribuidos y el importe en libros del dividendo a pagar Resultado antes de Impuesto a las Ganancias Gasto por Impuesto a las Ganancias Ganancia (Prdida) Neta de Operaciones Continuadas Ganancia (prdida) procedente de operaciones discontinuadas, neta del impuesto a las ganancias Ganancia (Prdida) Neta del Ejercicio Ganancia (Prdida) Neta atribuible a: Propietarios de la Controladora Participaciones no Controladoras Ganancias (Prdida) por Accin: Ganancias (prdida) bsica por accin: Bsica por accin ordinaria en operaciones continuadas Bsica por accin ordinaria en operaciones discontinuadas Ganancias (prdida) bsica por accin ordinaria Bsica por Accin de Inversin en Operaciones Continuadas Bsica por Accin de Inversin en Operaciones Discontinuadas Ganancias (Prdida) Bsica por Accin Inversin Ganancias (prdida) diluida por accin: Diluida por accin ordinaria en operaciones continuadas Diluida por accin ordinaria en operaciones discontinuadas Ganancias (prdida) diluida por accin ordinaria Diluida por Accin de Inversin en Operaciones Continuadas Diluida por Accin de Inversin en Operaciones Discontinuadas Ganancias (Prdida) Diluida por Accin Inversin NOTA 18 19 0 19 19 0 20 20 0 0 21 21 21 0 21 0 0 15 0 0 0 0 0 0 0 0 24 0 0 24 0 0 0 24 0 0 24 0 0 Del 01 de Enero al 30 de Septiembre del 2013 458,688 (323,685) 135,003 (99,057) (13,271) 0 27,166 (30,594) 0 19,247 5,239 (30,574) (3,166) 0 0 0 (9,254) 981 (8,273) 0 (8,273) 0 (8,250) (23) 0 0 (0.130) 0 (0.130) (0.130) 0 (0.130) 0 (0.130) 0 (0.130) (0.130) 0 (0.130) Del 01 de Enero al 30 de Acumulado del 01 de Acumulado del 01 de Septiembre del 2012 Enero al 30 de Septiembre Enero al 30 de Septiembre 472,459 1,542,424 1,520,493 (322,046) (1,027,906) (1,035,207) 150,413 514,518 485,286 (87,862) (301,336) (266,779) (23,570) (72,113) (66,832) 0 0 0 6,491 51,455 29,063 (29,408) (87,246) (71,105) 0 0 0 16,064 105,278 109,633 3,694 9,618 6,297 (20,391) (76,891) (64,491) 31,915 (110,179) 44,432 0 0 0 (1,708) 0 29,574 (10,015) 19,559 0 19,559 0 19,585 (26) 0 0 0.090 0 0.090 0.090 0 0.090 0 0.090 0 0.090 0.090 0 0.090 4,812 0 (67,362) 7,272 (60,090) 0 (60,090) 0 (60,173) 83 0 0 (0.130) 0 (0.130) (0.130) 0 (0.130) 0 (0.130) 0 (0.130) (0.130) 0 (0.130) (442) 0 95,429 (36,797) 58,632 0 58,632 0 58,632 0 0 0 0.090 0 0.090 0.090 0 0.090 0 0.090 0 0.090 0.090 0 0.090
Balance general auditado hasta el tercer trimestre del 2013
CUENTA Activos Activos Corrientes Efectivo y Equivalentes al Efectivo Otros Activos Financieros Cuentas por cobrar comerciales y otras cuentas por cobrar Cuentas por Cobrar Comerciales (neto) Otras Cuentas por Cobrar (neto) Cuentas por Cobrar a Entidades Relacionadas Anticipos Inventarios Activos Biolgicos Activos por Impuestos a las Ganancias Otros Activos no financieros Total Activos Corrientes Distintos de los Activos o Grupos de Activos para su Disposicin Clasificados como Mantenidos para la Venta o para Distribuir a los Propietarios Activos no Corrientes o Grupos de Activos para su Disposicin Clasificados como Mantenidos para la Venta Activos no Corrientes o Grupos de Activos para su Disposicin Clasificados como Mantenidos para Distribuir a los Propietarios Activos no Corrientes o Grupos de Activos para su Disposicin Clasificados como Mantenidos para la Venta o como Mantenidos para Distribuir a los Propietarios Total Activos Corrientes Activos No Corrientes Otros Activos Financieros Inversiones Contabilizadas Aplicando el Mtodo de la Participacin Cuentas por cobrar comerciales y otras cuentas por cobrar Cuentas por Cobrar Comerciales Otras Cuentas por Cobrar Cuentas por Cobrar a Entidades Relacionadas Anticipos Activos Biolgicos Propiedades de Inversin Propiedades, Planta y Equipo (neto) Activos intangibles distintos de la plusvalia Activos por impuestos diferidos Plusvala Otros Activos no financieros Total Activos No Corrientes TOTAL DE ACTIVOS Pasivos y Patrim onio Pasivos Corrientes Otros Pasivos Financieros Cuentas por pagar comerciales y otras cuentas por pagar Cuentas por Pagar Comerciales Otras Cuentas por Pagar Cuentas por Pagar a Entidades Relacionadas Ingresos diferidos Provisin por Beneficios a los Empleados Otras provisiones Pasivos por Impuestos a las Ganancias Otros Pasivos no financieros Total de Pasivos Corrientes distintos de Pasivos incluidos en Grupos de Activos para su Disposicin Clasificados como Mantenidos para la Venta Pasivos incluidos en Grupos de Activos para su Disposicin Clasificados como Mantenidos para la Venta Total Pasivos Corrientes Pasivos No Corrientes Otros Pasivos Financieros Cuentas por pagar comerciales y otras cuentas por pagar Cuentas por Pagar Comerciales Otras Cuentas por Pagar Cuentas por Pagar a Entidades Relacionadas Ingresos Diferidos Provisin por Beneficios a los Empleados Otras provisiones Pasivos por impuestos diferidos Otros pasivos no financieros Total Pasivos No Corrientes Total Pasivos Patrim onio Capital Emitido Primas de Emisin Acciones de Inversin Acciones Propias en Cartera Otras Reservas de Capital Resultados Acumulados Otras Reservas de Patrimonio Patrimonio Atribuible a los Propietarios de la Controladora Participaciones No Controladoras Total Patrim onio TOTAL PASIVO Y PATRIMONIO NOTA 0 0 4 8 0 5 6 22 0 7 0 0 0 0 0 0 0 0 0 0 0 0 5 6 0 0 0 9 10 11 0 11 0 0 0 0 0 14 0 12 13 22 0 0 13 0 0 0 0 0 0 14 0 12 13 0 0 0 0 15 0 0 0 0 16 0 16 0 16 0 0 0 0 0 0 30 de Setiem bre del 2013 0 0 46,548 440,000 281,402 161,859 96,564 15,821 7,158 316,165 0 0 0 1,084,115 0 0 0 1,084,115 0 4,326 0 55,003 22,342 22,034 0 10,627 0 106,471 1,435,318 5,103 0 305,555 0 1,911,776 2,995,891 0 0 32,222 560,612 364,526 112,911 83,175 0 0 49,242 199 0 642,275 0 642,275 0 1,641,475 10,121 10,112 9 0 0 0 0 36,890 0 1,688,486 2,330,761 0 580,981 0 71,966 0 16,168 (7,249) 2,669 664,535 595 665,130 2,995,891 31 de Diciem bre del 2012 0 0 41,039 228,916 225,961 150,483 27,876 43,924 3,678 258,116 0 0 0 754,032 0 0 0 754,032 0 2,582 0 59,473 28,043 24,486 0 6,944 0 105,922 1,287,028 1,722 0 305,555 0 1,762,282 2,516,314 0 0 116,336 531,730 342,835 92,034 96,861 0 0 60,378 16,298 0 724,742 0 724,742 0 960,281 16,038 16,029 9 0 0 0 0 42,472 0 1,018,791 1,743,533 0 580,981 0 71,966 0 16,168 105,125 (1,971) 772,269 512 772,781 2,516,314
6.3. SOLIDEZ FINANCIERA
7. RECURSOS HUMANOS
7.1. POLTICAS DE PERSONAL El ao 2011 la Gerencia Corporativa de Capital Humano contino con la poltica que viene ejecutando de generar el ambiente apropiado para potenciar las capacidades de nuestro capital humano y asegurar el crecimiento del negocio, garantizando la continuidad del liderazgo. Algunos de los principales logros se enumeran a continuacin: Revisin de la Cultura Lindley. Se complet la revisin de la cultura (visin, misin y valores)como objetivos de la empresa , la cual qued definida en el nuevo Marco Estratgico que incluye: la misin, la visin, las ventajas competitivas, los valores corporativos y el modelo de liderazgo (contemplando las seis competencias que todo colaborador debe tener y desarrollar). Modelo de Liderazgo Lindley. Durante el 2011 seguimos consolidando nuestro Modelo de Liderazgo Lindley. Para ello suscribimos una alianza estratgica con Harvard Business Review para implementar un programa modular de formacin ejecutiva para nuestros gerentes, que comprendi: Formacin e-learning (Case in Point) Formacin presencial (Workshops) Soporte al aprendizaje autnomo (Biblioteca Digital)
Suscripcin anual a la revista HBR. 7.3. NIVELES DE CAPACITACIN Con la finalidad de asegurar las capacidades requeridas para que la nueva megaplanta Santa Rosa inicie operaciones cumpliendo los objetivos trazados se realiz un exhaustivo programa de comunicacin y acompaamiento para nuestros colaboradores de Sullana y Trujillo. En paralelo, se llev a cabo un programa denominado SUPERATEC, desarrollado en Conjunto con Tecsup para dotar de los conocimientos tecnolgicos requeridos de la nueva planta: - Para operarios (120 horas en Tecsup Trujillo).- Programa de entrenamiento en Mantenimiento Mecnico. - Para maquinistas (160 horas en Tecsup Trujillo).- Programa de capacitacin en Control Industrial. - Para supervisores y personal de mantenimiento (312 horas en Tecsup Lima).- Programa de capacitacin en Mantenimiento y Control Industrial.
7.4. CLIMA ORGANIZACIONAL Finalmente, durante el 2011 seguimos trabajando en programas para mejorar el clima laboral y fortalecer el sentimiento de satisfaccin y orgullo de pertenecer a nuestra compaa: Poniendo en marcha el programa Embajadores Lindley, quienes han comenzado a ejercer un rol de agentes de cambio y comunicacin, apoyando las iniciativas de clima y cultura de la compaa. Activamos exitosas acciones de voluntariado, apoyando en iniciativas ambientales (siembra de rboles y limpieza de playas) y actividades navideas con la comunidad.
II. ASPECTOS A RELEVANTES DEL AREA DE PRODUCCION:
Los Datos obtenidos son datos reales de la planta del cusco que fue realizada por los alumnos que presentamos el presente trabajo. Existen 4 procesos claramente definidos que se realizan en la planta del cusco para la obtencin del producto terminado: el soplado del envases la preparacin del jarabe la elaboracin de la bebida y el envasado
A continuacin se detallan los procesos mencionados: Programa de produccin da 14 de enero del 2014 para el rea de soplado.
CUSCO - PLANTA SOPLADO LINEA BOTELLA PET 500 X 12 FN SOPLADO PALETIZADO PET 625 X 15 SL SG SOPLADO EN PET 2,25 X 06 IK DIRECTO 135000 81000 221,000 136569 81780 229,603 101% Se cumpli la produccin. 101% 104% 8,603 PROGRAMA DEL PROD. REAL DIA (BOTELLAS) (BOTELLAS ) 5000 11254 % Se cumpli la produccin. 225% Se cumpli la produccin. OBSERVACIONES
PROCEDIMIENTO DE ELABORACION DE JARABES 1. PROPSITO Asegurar que el proceso de elaboracin de jarabe, cumpla las especificaciones y Normas de calidad exigidas por la compaa. 2. ALCANCE Desde que ingresan los ingredientes (azcar, agua, concentrados y bases de bebida) hasta que se aprueba el jarabe terminado para su uso en produccin. 3. DEFINICIONES 3.1. Jarabe Simple: Es una solucin Homognea de azcar y agua en proporcin predeterminada.. 3.2. Carbn Activado: Es el carbn cuyos poderes de absorcin han sido aumentados por un tratamiento qumico o trmico. El carbn activado remueve compuestos de color, sabor y olor diferente del jarabe simple preparado con un azcar estndar. 3.3. Ayuda Filtro: (Tierra diatomcea), ayuda a incrementar la efectividad de filtrado. 3.4. Filtracin: Operacin realizada para garantizar que el jarabe simple este libre de cualquier impureza o slido en suspensin. 3.5. Concentrado: Material elaborado con ingredientes previamente especificados por la compaa y que se venden a embotelladores para ser usados en la preparacin de bebidas terminadas agregndoles edulcorantes y agua carbonatada. 3.6. Jarabe Terminado: Es Jarabe Simple mas la adicin de concentrado, debidamente estandarizados.
3.7. Brx de Jarabe: Representa el porcentaje en peso de azcar en la solucin. 4. REFERENCIAS 4.1. Manual del Sistema Integrado de Gestin Planta Cusco. 4.2. Instruccin de Mezcla de Concentrado de Coca-Cola. 4.3. Instruccin de Mezcla de Base de Bebida de Fanta Orange OR-1109.00/001. 4.4. Instruccin de Mezcla de Base de Bebida de Sprite SP-97.00 4.5. Instruccin de Mezcla de Base de Bebida de Inca Kola BG-0011.00 4.6. Instruccin de Mezcla de Base de Bebida de Crush Tuti Fruti FP/B-0126.10.001. 4.7. Instruccin de Mezcla de Base de Bebida de Crush Manzana AP/B-0202.30/001. 4.8. Instruccin de Mezcla de Base de Bebida de Crush Pia PA/B-0141.10/001. 4.9. Instruccin de Mezcla de Base de Bebida de Crush Naranja OR/B/6-0962.10/001. 4.10.Instruccin de Mezcla de Base de Bebida de Coca Cola Zero DJ-4251.88/003 4.11.Instruccin de Mezcla de Base de Bebida de Fanta Kola Inglesa FP/B 0360.10/B01. 4.12.Procedimiento de Control y Monitoreo. 4.13.Mtodos de Ensayo. 4.14.Requisito KORE: BP-RQ-200: Mezcla, combinacin y dosificacin. LAS REFERENCIAS SON ESTANDARES QUE MANEJA LA EMPRESA EN TODAS SUS PLANTAS Y ESTAN INTEGRADAS.
5. PROCEDIMIENTO
- Concentrados - Bases de Bebida
Disolucin de Azcar Adicin de Concentrado Filtracin de Jarabe Simple Jarabe Terminado - Aprobado - Lacrado - Rotado Correccin Aprobacin y Lacrado
Enfriamiento
- Azcar (sacarosa) - Agua Tratada - Ayuda Filtro - Carbn Activado
5.1
PROCEDIMIENTO DE ELABORACION DE JARABES
Supervisor de Procesos Maquinista de Jarabes
Inicio Extencin N 2 Tratamiento de azcar en caliente
Analista de Aseg. de Calidad
Almacena y calienta aguaP
Dilucion y Calentamineto de azcar
Recircula solucin a traves de f iltro de placas
Evalua apariencia y color de jarabe
No Ok.?
S Recircula por el Enf riador
Procedimiento de Control y Monitoreo PQ-MP-P-0033
Evala muestra de jarabe
Verif ica parmetros de Jarabe Simple
No
Ok.?
Aprueba
Almacena Jarabe Simple
Esterilizacin a travs de equipo UV
Inicio
Elabora progrma de produccin
Filtra jarabe Simple a traves del FIltro Manga a TK de Jarabe Terminado
Agrega concentrados y Bases de Bebida Instrucciones de Mezlca.
Supervisa actividades de Produccin
No
Ok.? S
Mide BRIX y determina volumen de agua de correccin Verif ica parmetros de Jarabe Terminado Procedimiento de Control y Monitoreo PQ-MP-P-0033
Mide BRIX y determina volumen de agua de correccin
No
Ok.?
Registra y valida registros operacionales Registra datos en f ormato Aprueba S
Rechaza Jarabe
Fin
6. EXTENSIONES. 6.1. Extensin N 1 6.2. Extensin N 2 6.3. Extensin N 3 6.4. Extensin N 4 6.5. Extensin N 5 6.6. Extensin N 6 6.7. Extensin N 7 6.8. Extensin N 8 6.9. Extension N 9 Tabla para Jarabe simple. Tratamiento de azcar en caliente. Parmetros en la Preparacin de Jarabe Simple. Diagrama de Filtro de Placas Verticales. Ecuacin y Tabla de Densidades de Jarabe Simple. Tabla de Factores de Correccin para cada unidad de Jarabe Terminado. Especificaciones y Parmetros para la Preparacin de Jarabe Terminado. Especificaciones de Almacenamiento. Control de Operacin de Lmparas Uv Equipo Wedeco
nota: las extensiones son explicaciones detalladas (pasos) de cada parte del proceso y que sirven para un mejor anlisis de todo el sistema. 7. INDICADORES DE EFICIENCIA No Aplica. 8. ANEXOS No Aplica. 9. REGISTROS Cdigo PQ-ED-F0087 PQ-ED-F0095 Nombre Preparacin Jarabes Control Operacin lmparas Wedeco Tiempo de Disposicin Lugar Retencin Final Oficina de de Supervisor de 5 aos Aseg. de la Trefilado Procesos Calidad de de Supervisor de 5 aos Oficina Trefilado UV Procesos Responsable
EXTENSION N 1 TABLA PARA PREPARAR JARABE SIMPLE JARABE SIMPLE PRODUCTO Vol. de UNID. DE Peso de Jarabe Vol. de CONCENTRADO Azcar Simple Agua(Lt.) (Kg.) (Lt.) aprox. 1 95.76 203.225 223.93 1 116.25 246.7061 271.84 1 96.15 204.0571 224.85 1 230.60 489.3806 539.24 1 75.62 160.4203 176.83 1 80.10 170 187.32 1 83.12 176.4 194.37 1 94.63 200.8275 221.29 1 1 75.43 160.0743 176.38
Coca Cola Fanta Sprite Inka Kola Crush Tutti Frutti Crush Manzana Crush Pia Crush Naranja Coca Cola Zero Fanta Kola Inglesa
Nota: esta tabla es una gua para preparar jarabe simple a 68 Brix, y no representa necesariamente la cantidad de volumen requerida, el margen de volumen esta en fusin al rango de brix establecido en el procedimiento de control y monitoreo.
EXTENSION N 2 TRATAMIENTO DE AZCAR EN CALIENTE A. FORMACIN DE PRE-CAPA. completamente con agua tratada fra o caliente el sistema de filtracin, PASO 1 Inundar y recircular a travs del tanque de pre capa. En un balde, disolver la tierra celite Hyflo y luego adicionar proporcionalmente PASO 2 en el tanque de pre-capa; inmediatamente despus realizar la misma operacin con la tierra celite estndar. hasta que el agua de pre-capa este sin tierra aparente (verificar PASO 3 Recircular turbidez <=0.3 NTU). B. CONSIDERACIONES QUE SE DEBE TENER PARA LA DISOLUCIN DE AZCAR PASO 1 Temperatura, debe mantenerse la disolucin de 60 a 90 C PASO 2 El brix, considerando el brix de jarabe terminado mayor a 62 porcentaje de Carbn a adicionar depende principalmente de los siguientes PASO 3 El parmetros: Color, Flocs potencial y porcentaje de sedimentos. porcentaje de tierra celite Hyflo depende del porcentaje de carbn y PASO 4 El sedimentos. cantidad requerida de carbn y tierra celite hyflo , depende de la cantidad PASO 5 La de azcar de la disolucin. Nota: para calcular la cantidad de carbn requerida se sugiere usar la formula emprica: Cantidad carbn (kg) =(Color-35)/10 Esta formula es valida para el primer lote, en los restantes se toma como base el primer lote pudiendo variar la cantidad de carbn. B. DISOLUCIN DE AZCAR Y FILTRACIN DE JARABE SIMPLE C. en el tanque de disolucin agua tratada, previamente calentada en PASO 1 Almacenar el intercambiador N 1 hasta la temperatura de 60 90 C el agitador, y la bomba de recirculacin de jarabe simple a travs del PASO 2 Encender intercambiador N 1, adicionar azcar para realizar la disolucin. PASO 3 PASO 4 PASO 5 PASO 6 PASO 7 PASO 8 PASO 9 Calentar la disolucin hasta el rango de 80 85 C. Cuando la temperatura del tanque de disolucin llegue al rango de 80 85 C, apagar la bomba de recirculacin y adicionar carbn activado previamente disuelta en un balde. Mantener en contacto a temperatura en el rango de 80 - 85 C por espacio de 40 minutos. A los 30 minutos de contacto del carbn, adicionar la tierra celite hyflo previamente disuelta en un balde, hasta completar los 40 minutos. Iniciar la filtracin haciendo que se desplace el agua del filtro hacia el tanque de pre-capa, (mantener el agitador prendido). Recircular la disolucin entre el tanque de disolucin de azcar y el filtro, hasta aprobacin. Inmediatamente despus de ser aprobado, pasar por el enfriador (Temperatura del intercambiador N 2 70, intercambiador N 4 < 35 C).
PASO 10 Enviar el jarabe al tanque de almacenamiento de jarabe simple. PASO 11 Cuando se requiera otro Bach de jarabe simple, dejar presurizado el filtro. realizar el agotamiento total almacenar agua tratada en otro tanque, y PASO 12 Para enviar hacia el filtro hasta desplazar todo el jarabe existente.
EXTENSION N 3 PARMETROS EN LA PREPARACIN DE JARABE SIMPLE A. PARMETROS DE CONTROL DE JARABE SIMPLE Muestra Anlisis Frecuencia Partculas de ayuda Filtro + partculas de Trmino de carbn al recirculacin Jarabe Simple estereoscopio antes de la Trmino de Sabor, olor y filtracin recirculacin apariencia enfriamiento Para cada lote de Color Jarabe Simple Especificacin la No mayor de 8 partculas blancas + negras
la y Normal (B) Procedimiento de Control y Monitoreo
B. ACCIN CORRECTIVA Muestra Posible Causa Tiempo de contacto Color alto fuera de insuficiente Color especificacin Cantidad de carbn insuficiente Menor tiempo de Mayor de 8 partculas recirculacin Jarabe Simple al de ayuda filtro y/o Presin de filtrado Estereoscopio carbn alto Rotura de malla Irregularidad Solucin Aumentar tiempo de contacto Adicionar mayor cantidad de carbn Mayor tiempo de recirculacin Regular presin de filtrado Cambio de malla
EXTENSION N 4 DIAGRAMA DE FILTRO DE PLACAS VERTICALES
5 4
1 0 1 1 1 2 3 1 3 2 1 4 1 5 1 7 1 8 6
9
1 6
8 1
FILTRO
BOMBA CENTRFUGA
Formacin de pre capa Vlvulas N 8,2,3,6 abiertas; vlvulas N 1,9,14,15,16,17,13,18,12,11,10,4,5 cerradas. Proceso de filtracin de jarabe. Vlvulas N 1,2,3,4 abiertas; vlvulas N 8,9,14,15,16,17,13,18,6,12,11,10,5 cerradas.
EXTENSION N 5 ECUACIN Y TABLA DE DENSIDADES DE JARABE SIMPLE A. Relacin de Volumen de Jarabe Simple y Peso de Azcar
Vjs =
Maz x n x100
js x Bjs
Donde: Vjs : Volumen de Jarabe Simple por Unidad (Litros) Maz : Peso de Azcar por Unidad (Kg.) n : Nmero de Unidades js : Densidad de Jarabe Simple (Kg./Lit.) Bjs : Brx de Jarabe Simple Nota: Esta relacin se aplica antes de la filtracin de Jarabe Simple a Tanques de Jarabe Terminado, cuando existe una pequea variacin del Brx de Jarabe Simple con respecto al Estndar.
EXTENSION N 7 ESPECIFICACIONES Y PARAMETROS PARA LA PREPARACION DE JARABE TERMINADO A. Especificaciones para la preparacin de Jarabe Terminado 1. Jarabe Simple Aprobado Brx de Jarabe Simple De acuerdo al procedimiento de monitoreo 2. Jarabe Terminado Unidad Lote mnimo Concentrados Aprobado PRESENTACIN: mnima para de Volumen Lquido Slido preparado +/-25Lit Parte 1 Coca Cola: 8 2400 Parte 2 Parte 1 Fanta Parte 2 5 1854 Parte 1-B Parte 1-A Sprite Parte 2 Parte 1-B 5 1564 Parte 1-D Parte 1-E Inca Kola Parte 2 Parte 1-B 2 1500 Parte 1 Parte 1 Crush Parte 2 Parte 1-B 4 1297 Tuti Fruti Parte 2-B Parte 3 Parte 1 Crush Manzana Parte 2 Parte 1-G 3 938 Parte 3 Parte 1-B Parte 2-B Crush Pia Parte 1 4 1251 Parte 2 Parte 3 Parte 1 Crush Naranja Parte 2 Parte 1-B 4 1334 Parte 3 Coca Cola Zero Parte 1 Parte 2-A Parte 2-C Parte 2 Parte 1-B Parte 1-C Parte 3 Parte 1-G Parte 1-A Parte 3 5 1523
control y
Brix +/-0.20 54.85 54.08 53.20
53.20
42.67
46.25
47.3
50.45 100+/1.5% de acido Fosfrico 41.48
Fanta Kola Inglesa
1334
B. Parmetros de Control para Jarabe Terminado Muestra Anlisis Frecuencia Trmino de la adicin de Densmetro concentrados Sabor, olor y tiro Trmino de la correccin Jarabe Terminado de Jarabe de Brx. Termino de adicin de Porcentaje de concentrado de Coca Cola acido Fosfrico Zero
Especificacin De acuerdo Standard Normal De acuerdo Standard
al
al
EXTENSION N 8 ESPECIFICACIONES DE ALMACENAMIENTO Jarabe Terminado Coca Cola Fanta Sprite Inka Kola Crush Tuti Frutti Crush Manzana Crush Pia Crush Naranja Coca Cola Zero Fanta kola Inglesa Tiempo Mximo Almacenamiento 60 Horas 72 Horas 72 Horas 72 Horas 72 Horas 72 Horas 72 Horas 72 Horas 24 Horas 72 Horas de Temperatura Mxima 25 C 25 C 25 C 25 C 25 C 25 C 25 C 25 C 25 C 25C
Nota: En caso que se sobrepase el tiempo de almacenamiento mximo de jarabe terminado de este procedimiento; el Jefe de Aseguramiento de la Calidad autorizar su uso. EXTENSION N 9 CONTROL DE OPERACIN DE LMPARAS UV EQUIPO WEDECO 1. Al prender el equipo para su uso verificar que todas las lmparas estn operativas observando que estn encendidos los leds correspondientes y registrarlo con un check en el formato PQ-ED-F-0095. 2. Si alguna lmpara no est operativa comunicar de inmediato al rea de mantenimiento y registrarlo con una X en el registro PQ-ED-F-0095, el rea de mantenimiento se encargar del cambio de la lmpara. 3. Tomar la lectura del hormetro y registrarlo en el registro PQ-ED-F-0095. Si la lectura del hormetro est a 50 horas de cumplir sus 8000 horas de trabajo comunicar al rea de mantenimiento. ESTA TABLA DE CONTROL DE CAMBIOS SIRVE PARA PROPONER ALGUNAS MODIFICACIONES EN EL PROCESO. CONTROL DE CAMBIOS
PROCEDIMIENTO DE PREPARACION DE BEBIDA
1. PROPSITO Asegurar que la bebida entregada al proceso de envasado siempre cumpla con las especificaciones de producto terminado. 2. ALCANCE Desde que ingresan insumos y productos intermedios a los equipos de mezcla, carbonatacin y llenado hasta que se entrega bebida terminada al proceso de envasado, se controlan los parmetros de operacin durante las paradas y se asegura que los cortes de embotellado no afecten el cumplimiento de las especificaciones del producto. 3. DEFINICIONES 3.1 Proporcionador: Equipo de planta cuya finalidad es desaerear el agua tratada, dosificar con exactitud agua jarabe para cada producto, inyectar CO2, generando una precarbonatacin y luego ingresa al tanque carbonatador para su refrigeracin. 3.2 Carbonatador: Equipo de planta cuya funcin es adicionar CO2 a la mezcla jarabe agua y simultneamente enfriarla para una mejor carbonatacin, usa como refrigerante amoniaco, la transferencia de calor es a travs de placas en el interior del tanque. 3.3 Llenadora: Equipo de planta que nos permite llenar a alta presin el envase lavado con bebida proporcionada. 4. REFERENCIAS 4.1 Manual del Sistema Integrado de Gestin - PQ 4.2 Instruccin para Lanzamiento de Preparacin de Bebida del Proporcionador Roblemix. 4.3 Instruccin para Lanzamiento de Preparacin de Bebida de Proporcionador Straffer 4.4 Estndar Interno: Parmetros de Operacin del Equipo de Ozono. 4.5 Estndar Interno: Parmetros de Operacin del Proporcionador ProRef./ Straffer / Roblemix 4.6 Estndar Interno. Parmetros de Operacin del Proporcionador Roblemix. 4.7 Procedimiento de Mantenimiento de Equipos de Proceso 4.8 Procedimiento de Limpieza y Saneamiento de Equipos de Proceso 4.9 Procedimiento de Control y Manejo de Materiales y Producto No Conforme Planta 4.10. Procedimientos Analticos y Mtodos de Ensayo 5. PROCEDIMIENTO
Control de paradas por fallas e imprevistos
- Jarabe Terninado] - Agua Tratada - CO2 - Ozono
Preparacin y Arranque del Proceso
Operacin de proceso de preparacin
Operaciones de fin de Embotellado
- Bebida Terminada
5.1 PROCEDIMIENTO DE PREPARACIN DE BEBIDA LANZAMIENTO
Auxiliar de prep. de Bebida
Inicio Proc.de Mtto. de Rutina: Proporcionadores
Analista de Calidad
Comprueba recursos para lanzamiento Coordina acciones correctivas
No
Ok.? S ?
Bebidas Carbonatadas
Agua Ozonizada
Extensin N 1 Criterios de Elecc y Prep de Lote
Define lote de jarabe segn producto
Realiza acondic. para lanz . del Ozonizador
PQ-PB-S-0007-8 Paramet. Operac. Strafer. Roblemix
Ensambla Lnea de Jarabe
Ajusta Parmetros del Ozonizador
PQ-PB-S-0006 Parametr. Operac. de equipo Ozono.
Verifica cond para recibir Jarabe 2 Corrige condiciones no satisfactorias No Ok.? 1
S Manual de Procedimientos Analticos
Prepara bebida: Primera Muestra Agua Ozonizada
Verifica parmetros de bebida
2
No Ok.? Instrucciones de lanzamiento de bebida. Prepara siguiente muestra S
Bebida Gasificada
1 Culmina lanzamiento de bebida Coordina con Sup. produccin inicio de envasado.
Fin
5.2
PROCEDIMIENTO PROLONGADAS.
DE
PREPARACION
DE
BEBIDA
PARADAS
Supervisor de Produccin
Inicio
Inspector de Procesos
Analista de Calidad
Identifica tipo de parada
Extensin N 2 Acciones en caso de paradas
Bebidas Gasificadas y Agua Ozonizada
1
Programada ? Aplica acciones de rutina
No Programada
Aplica accin de respuesta segn situacin
Extensin N 2 Acciones en caso de paradas
Prepara muestra envasada al term. de parada
Procedimientos Analticos / Mtodos de Ensayo
Verifica parmetros de bebida
Proc. de Control y Manejo de Prod. no Conforme No
Ok.?
Autoriza Arranque de Produccin
Segrega producto no conforme
Prepara sigte muestra segn situacin
Coordina ajustes de correccin
Reinicia produccin normalmente
Fin
5.3 PROCEDIMIENTO DE PREPARACION DE BEBIDA CORTES
Supervisor de Produccin
Inicio
Inspector de Procesos
Analista de Calidad
Determina corte de jarabe y/o envase
Extensin N 3 Acciones para Cortes
Recepciona seal de corte
Agua Ozonizada
Bebidas Gasificadas
Apaga Ozonizador y corta agua Sin cambio de sabor
Con cambio de sabor
Cierra vlvula en tanque de jarabe
Apaga el proporcionador Extensin N 3 Acciones para Cortes
Agota Jarabe extensin N 4 Condiciones de Agotamiento Agota bebida en carbonatador y llenadora
Establece condiciones del sgte formato
Procedimientos Analticos / Metodos de Ensayo
Prepara muestra envasada para Proced. Limpieza Saneamiento de Equip de Embot. Proc. de Control y Manejo de Prod no Conforme
Verifica parmetros de bebida
Limpia y Sanea Equipos
S Ok.? No Segrega producto no conforme
Coordina con Sup.de produccin inicio de envasado.
Fin de Produccin
Fin
?
Sgte Producto
Estandades internos de preparacin bebida.
Instrucciones de Lanzamiento de bebida
Ejecuta lanzamiento sgte producto
Prepara sgte muestra segn situacin
Coordina ajustes de correccin
Autoriza inicio de produccin.
Reinicia produccin normalmente
Fin
6. EXTENSIONES 6.1 6.2 6.3 6.4 Extensin N 1 Extensin N 2 Extensin N 3 Extensin N 4 Llenadora Criterios de Eleccin de Lote de Jarabe Acciones en Caso de Paradas Acciones para Cortes Condiciones de Agotamiento de Bebida en Carbonatador y
7. INDICADORES DE EFICIENCIA Y EFICACIA No aplica 8. ANEXOS 8.1 Anexo N 01: Criterios de Gestin Ambiental y Gestin de Seguridad y Salud Ocupacional del Proceso
EXTENSION N 1 CRITERIOS DE ELECCIN DE LOTE DE JARABE El sabor del jarabe debe ser elegido de acuerdo a la programacin hecha por 1 planeamiento y control de la produccin. El lote de jarabe ser elegido aplicando el sistema FEFO, Primero en producir, 2 primero en salir. 3 Usar slo los lotes de jarabe aprobados por aseguramiento de la calidad. Si hay produccin del mismo sabor en dos lneas, el Supervisor de Produccin 4 determinar que lote ser utilizado en cada lnea. 5 De preferencia usar los saldos pequeos de jarabe en la lnea 1 Verificar que los atributos considerados en la hoja de aprobacin estn dentro 6 de norma. 7 Agitar el jarabe durante una hora y dejar reposar una hora antes de su uso. Medir el brix/acidez del jarabe para determinar el brix de la bebida a envasar. 8 Para tomar la muestra sacar previamente ms de cuatro litros de la caera del tanque y retornarlo por la tapa del tanque.
EXTENSIN N 2 ACCIONES EN CASO DE PARADAS CAUSAS ACCIONES 1.- Terminar de llenar ultimas botellas POSIBLES < 15 2.Reiniciar el envasado. lavadas. * Cambio bobina de plstico minutos * Otros. * Cambio de 1.- El proporcionador queda prendido en * Reuniones extraordinarias de as como el compresor de fro continua sabor. automtico > 15 personal 2.Tomar una muestra de bebida para prendido. volumen deel gas. minutos determinar brix y el 3.- Realizar las correcciones necesarias 4.Al reiniciar el envasado. si el caso lo requiere. Antes * Llenadora 1.- El proporcionador queda prendido en y * Horno as como el compresor de fro continua automtico de * Transportadores 2.Tomar una muestra de bebida para despus prendido. Llenador volumen deel gas. determinar brix y el 3.Realizar las correcciones necesarias a 4.Al reiniciar el envasado. caso lo requiere. queda prendido en Falla * Sistema de transmisin de si 1.-el El proporcionador que * Torque fuera de norma as como el compresor de fro continua potencia automtico no * Pistones neumticos 2.Tomar una muestra de bebida para prendido. permit volumen de gas. determinar brix y el 3.- Realizarel las correcciones necesarias e env 4.Al reiniciar el envasado. asa * Fuga de bebida si caso lo requiere. Cambi 1.-elCerrar vlvula de paso de bebida a r o * Llenado 2.Cerrar vlvula de venteo de la o llenadora de 3.Envasar toda la bebida de la Repar deficiente llenadora de 4.Para reiniciar el envasado, abrir la valv. llenadora. . contrapresionar ligeramente la vlvula de gas carbnico, para llenad su presin con la la finalidad del carbonatador. llenadora, con de equilibrar Sistema * Cambio de compresor 1.- Detener el envasado de o fro * Falta de agua para 2.- Ell Proporcionador queda prendido 3.Una vez reparado el equipo de frio, en automtico. < 10 min. refrigeracin de cabezales determinar el brix yde el bebida, volumen de gas y tomar una muestra para necesarias si el caso lo requiere. realizar las correcciones * Purga de aceite de las placas 4.- Reiniciar el envasado Sistema * Compresores 1.- Detener el envasado de fro * Condensador 2.- El Proporcionador queda prendido en > 10 min. 3.Una vez reparado el equipo de frio, automtico. determinar el brix yde el bebida, volumen de gas y tomar una muestra para necesarias si el caso lo requiere. realizar las correcciones 4.- Reiniciar el envasado Otras * Equipos varios prolonga paradas das. 1.- Proseguir con el envasado, hasta el carbonatador. agotar toda la bebida existente en ltima 2.- Tomar una muestra de la volumen de gas. botella, el brix y el 3.- Unapara vez determinar solucionado el problema, preparar nuevamente la bebida prender el equipo proporcionador y para 4.- Tomar una muestra de bebida 5.Reiniciar la produccin. determinar el brix y gas. PROGRAMADA S
PARADAS NO PROGRAMADAS FALLAS ELECTROMECANICAS Llenadora/Caps/Cor on
EXTENSIN N 3 A.- ACCIONES PARA CORTE DE ENVASES Y JARABE CON CAMBIO DE SABOR LNEA 1 PNR
CC / FN / SP / IK / CTF / CMZ/ CP/ CN / CCzero / FKI. TK LLENO 5 PISOS AFUERA.
LNEA 2 PNR
CC / FN / SP / IK / CTF / CMZ/ CP/ CN / FKI. TK LLENO TRANSPORTADORES NEUMATICOS LLENOS
EXTENSIN N 4 CONDICIONES DE LLENADORA EQUIPO
AGOTAMIENTO
DE
BEBIDA
EN
CARBONATADOR
ROBLEMIX
STRAFFER
ACCIONES 1. Cuando el jarabe terminado existente en el tanque superior de reposo, llega aproximadamente a la cuarta parte de su contenido, se acciona el sistema de alarma, el cual indica que el jarabe se est agotando y al llegar a la mitad del vaso de jarabe, se apaga automticamente el proporcionador; para preparar la bebida que queda en el vaso poner en manual las llaves de la bomba de agua, mezcla, agitador y cierre (accionando en manual las llaves 3,4,5,y 6). 2. Cada tercera parte de jarabe que queda en el vaso se prepara bajando en 20 puntos el calibre de agua (Para el primer tercero), luego se disminuye en 10 puntos (Para el segundo tercero) y 150 puntos (Para el tercer tercero), haciendo un total de 180 puntos. 3. Cuando la bebida baja en el tanque carbonatador a la mitad del visor de nivel, se disminuye en forma gradual la presin que registra el control digital de 45 a 35 PSI y se apaga el equipo de fro. 4. Una vez agotada toda la bebida del carbonatador, se cierra la vlvula de paso hacia la llenadora, y para que el producto se agote y salga dentro de especificacin, se contra presiona manualmente la llenadora. 5. Una vez concluida el envasado, se toma como muestra las dos ltimas botellas, con la finalidad de determinar el volumen de gas y el brix. 1. Cuando se pierde el nivel de jarabe en el tanque de reposo de jarabe, cerrar 5 centsimas el calibre de agua. 2. Inmediatamente cuando se agota el jarabe del tanque de reposo, agotar el jarabe del vaso, accionando en manual el equipo, apagar el proporcionador, el precarbonatador y el fro (llaves 3, 15, 2 y 9). 3. Cuando el nivel de bebida en el carbonatador se encuentra a partes del visor, cerrar la vlvula de alimentacin de CO2 y abrir la vlvula de aire para agotar bebida del carbonatador y a su vez disminuir manualmente en el control digital
la presin, en 10 Psi, para tamaos mayores y 15 Psig. Para tamaos pequeos, cuando se agota la bebida en la llenadora, cerrar la vlvula de alimentacin, culminando de esta forma el envasado. ANEXO N 1 CRITERIOS DE GESTIN AMBIENTAL Y GESTIN DE SEGURIDAD Y SALUD OCUPACIONAL DEL PROCESO Aspecto Ambiental / Peligro Descripcin de las medidas de control S y SO Los Aspectos Ambientales Significativos de la Corporacin han sido determinados y los que estn relacionados al procedimiento son: Apagar los equipos de refrigeracin, y Consumo de Energa bombas cuando el proceso de produccin est totalmente suspendido. Mantener el uso adecuado, evitando Consumo de Agua consumos innecesarios. Asegurar que los equipos funcionan normalmente, con emisiones normales de ruido; de percibir que el ruido es fuera de Emisin de Ruido en Planta lo normal, se deber detener las Ambiental operaciones e informar al Supervisor encargado. Proceder de acuerdo a los Procedimientos de Manejo de Residuos y Manejo de Materiales Peligrosos, asegurando que los Generacin de Residuos residuos slidos sean segregados Slidos correctamente y los materiales peligrosos sean almacenados en bolsas negras para su posterior eliminacin. Manejar adecuadamente los efluentes Generacin de Efluentes originados en el proceso de envasado como por ejemplo los residuos de bebida. La Corporacin tiene definidos procedimientos para la Gestin de la Seguridad Integral y los Trabajos Controlados que el dueo de proceso debe consultar. Se deben tener en cuenta los resultados de la IPER del proceso y seguir rigurosamente las medidas de control establecidas. Los principales peligros del proceso son: Seguridad Trabajos cerca o con 1.3 Sustancias que pueden afectar por 1.1 mquinas y/u Objetos contacto o absorcin de la piel. en movimiento Superficies a desnivel 1.4 Trabajo con sustancias u objetos a 1.2 o resbaladizas a altas temperaturas menos de 1.8m Sistema
CONTROL DE CAMBIOS N Edicin Detalle de la Modificacin 1. En el punto 5.1 Se reemplaz el nombre de Auxiliar de preparacin de bebida por el Inspector de Procesos 2. En el punto 5.1 Se actualiza cdigo de los estndares Internos PQ-PB-S-00018 07 (parmetros de operacin del proporcionador straffer y parmetros de operacin del proporcionador roblemix) y PQ-PB-S-0005 (parmetros de operacin del equipo de ozono) 3. Se actualiza extensin Numero 3 acciones para corte de envases y jarabe con cambio de sabor
PROCEDIMIENTO DE ENVASADO
9. PROPSITO Garantizar y asegurar que el procedimiento de envasado se cumpla dentro de los estndares de calidad y productividad Planta Cusco. 10. ALCANCE Desde la recepcin de bebida preparada y envases aprobados, hasta la entrega del producto al almacn de producto terminado. . 11. DEFINICIONES 11.1 Vlvulas: Son dispositivos de llenado de alta velocidad, que se encargan de abrir y cerrar el ingreso de bebida a los envases en cantidades predeterminadas 11.2 Bebida Carbonatada: Lquido compuesto por la mezcla homognea de agua tratada y jarabe terminado en contacto directo con el gas carbnico. 11.3 Agua Tratada: Agua previamente purificada mediante procesos qumicos y fsicos. 11.4 Gas carbnico: Dixido de carbono, que acta como preservante y saborizante 11.5 Contrapresin: Presin de aire que existe en la tasa llenadora, en equilibrio con la presin de gas carbnico existente en el carbonatador 11.6 Inspeccin de producto terminado: Es la inspeccin visual de las botellas llenas que se realiza en la estacin que se encuentra entre la llenadora y el paletizado 11.7 Estacin de inspeccin: Es el rea de trabajo diseada para realizar la labor de inspeccin de producto terminado, consta de una pantalla de inspeccin iluminada por lmparas fluorescentes, provistas de un panel de difusin plstica, adems de una silla giratoria de altura regulable, la cual permite que los ojos del inspector se encuentren por encima de la parte superior del envase. 11.8 Durabilidad: Es el cdigo alfanumrico legible para el consumidor que lo informa de la fecha mxima recomendada para su consumo. 11.9 Codificacin: Es el cdigo alfanumrico legible que identifica a un producto, y que como mnimo nos da los siguientes datos; la planta, la lnea, la fecha de produccin y la hora en que fue producido un producto; y adems nos da su durabilidad.
12. REFERENCIAS 12.1 Manual del Sistema Integrado de Gestin Planta Cusco.. 12.2 Instruccin para Inspeccin de Producto Terminado. 12.3 Estndar Interno: Parmetros de Operacin de Llenadora Crown. 12.4 Estndar Interno: Parmetros de Operacin de Llenadora Meyer. 12.5 Estndar interno: Parmetros de Operacin del Horno Packers Vitz. 12.6 Estndar interno: Tabla de codificacin. 12.7 Procedimiento de Control y Monitoreo de Procesos. 12.8 Procedimiento de Limpieza y Saneamiento de Equipos de Proceso. 12.9 Procedimiento de Preparacin de Bebida. 12.10 Procedimiento de Almacenamiento de Producto Terminado y Envases. 12.11 Procedimiento de Preparacin de Envases. 12.12 Procedimiento de rotacin de producto en almacn de planta-Estndar interno de durabilidad de productos embotellados.
13. PROCEDIMIENTO
5.1
PROCEDIMIENTO DE ENVASADO:
5.2 PROCEDIMIENTO DE SELLADO:
5.3 PROCEDIMIENTO DE CODIFICADO
Electromecnico de Lnea.
Inicio Formato.Control insp.Prod.term. y codificado
Supervisor de Produccin.
Operario de Lnea.
Formato.Control insp.Prod.term. y codificado
Procedimiento de inspeccin de mantto de rutina
Verifica funcionamiento del equipo
S Ok.? No
Estndar Interno. Estandar de edad y durabiliadad
Verifica efic.de codificacin y registra Estndar Interno. Estndar de edad y durabiliadad Ok.? No
Realiza mantto de rutina No
Verifica eficiencia de codificacin
Detiene produccin Coordina acciones correctivas
No Ok.? S Verifica si es cambio de tamao / prod. Ok.? S
Comunica al Supervisor de Produccin.
Autoriza inicio de produccin
1 2
No Cambio.? S Ajusta posic. De cabezal de acuerdo a env. Superv.frecuent hasta final de Produccin. Progr. y prueba parmetros de durabilidad Estndar Interno. Estandar de edad y durabiliadad Ok.? S Registra fecha de durabilidad Registro de control de embotellado. Contina insp.y evaluacin de codificacin
Al proced. de encajonado
No
Coloca equipo en operacin.
5.4. PROCEDIMIENTO DE INSPECCION PRODUCTO TERMINADO PET y ENTREGA.
Inspector de Envases Operador del Horno. Paletizador Supervisor Produccin
Inicio
Extensin No. 1 Criterios rechazos para producto.
Realiza acondic del horno Packers Vitz
Estndar interno. Acondic.horno Packers Vitz
Reciben producto terminado
Extensin No. 2 Tcnic y cualidad. Para insp.envases
Separa producto deficiente.
Extensin No. 3 Condic.de inspec. de producto Verifica y/o corrige condic. De inspeccin Extensin No. 2 Tcnic y cualidad. Para insp.envases Verifica que no haya faltantes de producto Supervisa, insp. controla Prod. Terminado. Extensin No. 1 Criterios rechazos para producto. Verifica formac. correcta del paquete.
Inspecciona Producto Terminado
Extensin No. 3 Condic.de inspec. de producto
Enpaqueta producto sin faltantes
Instruc. Inspeccin de producto. Terminado
Reg. Inspeccin de producto term.
Extensin No. 6 Criterios:Paletizar/ empacar
Arma correctamente el pallets Registra inspeccin formato: Control de Inspeccin de Producto Terminado
Supervisa actividades.
Asegura y envuelve el pallets
Coloca etiqueta Visibilidad y Trazabilidad Verifica en SAP Notificacin Sistema Trazabilidad
Notifica: Sist.visibilidad y Trazabilidad
Registra lecturas de contmetros.
Reporte entrega de produccin Lnea 1 y 2
Control de Produccin.
Elimina posibles etiquetas impresas en exceso.
Entrega producto a Distribucin.
14. EXTENSIONES 6.10.Extensin N 1 Criterios de Rechazo para Producto Terminado. 6.11.Extensin N 2 Tcnicas y Cualidades para Inspeccin de Envases. 6.12.Extensin N 3 Condiciones de Inspeccin de Producto Terminado. 6.13.Extensin N 4 Acciones Correctivas para un Eficiente Llenado 6.14.Extensin N 5 Acciones Correctivas para un Eficiente Sellado. 6.15.Extensin N 6 Criterios para Empacar y Paletizar. 6.16.Extensin N 7 Criterios para Inspeccionar Codificacin 6.17.Extensin N 8 Sistema de rotacin del personal en planta lnea 1 6.18. Extensin N 9 Sistema de rotacin del personal en planta lnea 2 15. INDICADORES DE EFICIENCIA Y EFICACIA 7.1 Indicador N 1: 16. ANEXOS 8.1. ANEXO N 1 : Criterios De Gestin Ambiental Y Gestin De Seguridad Y Salud Ocupacional Del Proceso 17. REGISTROS Utilizacin de lnea: Tiempo Ideal / Horas Pagadas.
Cdigo
Nombre
Responsable
Tiempo Lugar de Reten
Dispos. Final
PQ-EN-F0025
PQ-EN-F0026 PQ-EN-F0027 PQ-EN-F0028 PQ-EN-F0029 PQ-EN-F0030
Reporte de Consumo de Tapas Plsticas, Supervisor Plstico de Termocontraible y Produccin Strech Film Supervisor Control de Inspeccin de de Producto Terminado Produccin Verificacin de las Supervisor condiciones de de inspeccin de producto Produccin terminado PET. Supervisor Reporte de Produccin de Lnea 1 Produccin Supervisor Reporte de Produccin de Lnea 2 Produccin Evaluacin de la Supervisor Agudeza Visual de de Inspectores Produccin
5 Aos
Oficina de Destruccin Produccin
5 Aos
Oficina de Destruccin Produccin Oficina de Destruccin produccin Oficina de Destruccin Produccin Oficina de Destruccin Produccin Oficina de Destruccin produccin
5 aos
5 Aos
5 Aos
5 aos
EXTENSION N 1 CRITERIOS DE RECHAZO PARA PRODUCTO TERMINADO El inspector de producto terminado, al llegar a la estacin de inspeccin, debe de tener en cuenta los siguientes criterios como para poder rechazar el producto. ENVASES RECHAZADOS RECUPERABLES Envases sin codificacin Envases con etiqueta defectuosa o sin etiqueta. ENVASES RECHAZADOS NO RECUPERABLES Envases Pet no retornable X X Envases Pet no retornable
Envases burbujeante debido a cierres defectuosos, X suciedad aparente. Envase con nivel de llenado defectuoso. Envases con codificacin irregular. Envase con nivel de llenado irregular. Envase mal capsulado. X X X X
Envase con tapa diferente al producto que se est X envasado. Envases con tapa o precinto de seguridad defectuosos X
EXTENSIN N 2 TCNICAS Y CUALIDADES PARA INSPECCIN DE ENVASES A. TCNICAS DE INSPECCION DE ENVASES Descripcin Slo con una buena tcnica de inspeccin se podrn descubrir de todos los defectos en las botellas que se desplazan a ciertas velocidades ante el puesto de inspeccin. Hay tres tcnicas recomendadas para la inspeccin de botellas. Los tres mtodos son buenos y el inspector debe escoger el que le permita el mximo rendimiento con el mnimo de fatiga visual.
Tcnicas Inspeccin
2 3
En este mtodo, la mirada del inspector pasa por los cuellos de las botellas en la misma direccin en que van stas; luego regresa Mtodo Circular por la parte inferior de las botellas y otra vez va arriba al punto de partida. Consiste en que el inspector examina las botellas en forma recta Mtodo de reas pudiendo iniciar por la parte inferior o superior o viceversa. Mtodo Individual Este mtodo se emplea con botellas de mayor tamao. Consiste de Examen de en examinar cada botella, de arriba abajo, observando cada Botellas detalle antes de pasar a la siguiente.
B. CUALIDADES PARA INSPECCIONAR ENVASES. N Descripcin 1 Los inspectores de envases deben estar bien entrenados, poseer reflejos rpidos, mantenerse mentalmente alertas, deben tener una buena salud, estar libres de enfermedades infecciosas, no tener heridas abiertas y ser disciplinados en el fiel cumplimiento del Programa de Buenos Hbitos de Manufactura y Uniformes. Los inspectores deben contar con una agudeza visual, natural o corregida, de 20 / 20. Esta debe confirmarse con un examen oftalmolgico anual. Los Supervisores de Produccin confirmarn rutinariamente el uso de correctores en el caso que se requieran. El Inspector de producto terminado Pet, debe ser capaz de concentrarse, atender a su trabajo y no debe vacilar en retirar un envase objetable. En caso de duda, siempre debe retirar la botella. El inspector de envases debe estar consciente de que ningn envase con producto terminado Pet, debe pasar por la estacin de inspeccin sin haber sido inspeccionado. Los inspectores de envases deben ser evaluados peridicamente (Anualmente) y la informacin debe ser registrada para monitoreo y toma de acciones correctivas.
4 5
EXTENSIN N 3 CONDICIONES DE INSPECCIN DE PRODUCTO TERMINADO 1. Una vez cumplida la rotacin, el trabajador al llegar a la estacin de inspeccin de producto terminado, debe de registrar su nombre, la hora de inicio de inspeccin, que es la misma que aparece en la botella o tapa codificada y firmar el registro respectivo como prueba de la labor eficiente que tenga que realizar. 2. El inspector de producto terminado al llegar a la estacin de inspeccin, luego verifica que los componentes de dicha estacin se encuentren en buen estado, vale decir, asiento regulable, pantalla de acrlico limpia, iluminacin adecuada, traba de envases o botonera operativos, cajas vacas en cantidades apropiadas, alrededores de la estacin limpio y ordenado. 3. Procede a regular el asiento de la estacin de inspeccin, de acuerdo a la posicin de tal manera que sus ojos inspeccionen ligeramente por encima de la tapa del producto terminado conservando adems, una distancia aproximada de 50 a 60 cm. Entre el punto de inspeccin y la pantalla respectiva. 4. Verifica que la traba de paso y/o botonera de mando se encuentren operativas, como para poder detener el paso de los envases. PARAMETROS ESPECIFICOS: ESTACIONES DE INSPECCIN DE PRODUCTO TERMINADO PET Condicin Velocidad de Inspeccin (bpm) Iluminacin de pantalla (lux) Periodo de rotacin (min) Contraste entre pantalla y envase Contraste entre alrededores estacin y PET < 1.00 L < 200 750 1500 < 20 ( 15 minutos ) < razn de 1 a 3 < razn de 1 a 10 > 1.00 L < 150 3000 - 7000
EXTENSIN N 4 ACCIONES CORRECTIVAS PARA UN EFICIENTE LLENADO Se realizarn las acciones correctivas que el caso requiere, cuando se presenten llenados irregulares que signifiquen un alto porcentaje de rechazos, de acuerdo a los estndares de calidad medidos a travs del contenido neto. NO CONFORMIDAD POSIBLE CAUSA 1. ACCION CORRECTIVA 1. Cambiar tubos de venteo, Tubos de venteo no utilizando los adecuados. adecuados, en forma general pequeos. 2. Cambiar aros difusores y Aros difusores rotos o en colocarlos en posicin posicin incorrecta. correcta. Dispositivo de cierre de 3. Revisar el sistema de cierre vlvulas a destiempo. de vlvulas. Resortes aliviadores 4. Cambiar los resortes daados o quebrados. aliviadores. Pistas de alivio mal 5. Colocar adecuadamente las colocadas. pistas de alivio. 6. Aumentar velocidad de Velocidad de llenado lenta. llenado, trabajar con el estndar. Tubos de venteo no 1. Cambiar tubos de venteo, adecuados, en forma utilizando los adecuados. general grandes. Prematuro cierre de 2. Revisar el sistema de cierre vlvulas. y admisin de vlvulas. 3. Cambiar gomas centradoras Gomas centradoras no y utilizar las adecuadas. adecuadas, picadas o 4. Colocar adecuadamente las quebradas. pistas de alivio. Pistas de alivio mal 5. Regular la altura de la tasa, posicionadas. de acuerdo a la norma y al Altura de la tasa llenadora anexo No. 2 por encima de lo 6. Cambio de campanas establecido. centradoras. Campanas centradoras no 7. Disminuir velocidad de adecuadas. llenado, trabajar con Velocidad de llenado muy velocidad estndar. alto. Alta temperatura en bebida. 8. Revisar funcionamiento de los compresores de fro. Presin de contrapresin de 9. Equilibrio de presiones entre la tasa llenadora alta o Llenadora y carbonatador. baja.
2. NIVEL DE LLENADO 3. ALTO (Por encima del 4. estndar) 5.
6. 1.
2.
3. NIVEL DE LLENADO BAJO (Por debajo del 4. estndar) 5.
6. 7. 8. NIVEL DE LLENADO IRREGULAR 9.
EXTENSIN N 5 ACCIONES CORRECTIVAS PARA UN EFICIENTE SELLADO Se realizarn las acciones correctivas que el caso requiere, cuando se presenten Sellados irregulares que signifiquen un alto porcentaje de rechazos, de acuerdo a los estndares de calidad, medidos a travs de los calibres respectivos. As como el control individual del capsulado, la misma es realizada a cada cabezal a travs del torqumetro, para el embotellado de plstico no retornable. NO CONFORMIDAD 1. POSIBLE CAUSA Asiento de selladores desnivelados Abolladura de envases Asiento de selladores muy en capsuladora. Desgastados. Desincronizacin de Accesorios de capsulado Cabezal o cabezales del Capsulado irregular capsulador descalibrado. Cuando el Torque es Altura de los cabezales muy alto muy bajo Cuando el Torque Altura de los cabezales es muy bajo muy alto ACCION CORRECTIVA. Nivelacin de asientos Cambio de asientos Regulacin adecuada de Accesorios de sellado. Calibracin de cabezales. Colocar los cabezales en su posicin normal. Colocar los cabezales en su posicin normal
2. 3. 4.
EXTENSIN N 6 CRITERIOS PARA ENCAJONAR, EMPACAR Y PALETIZAR CRITERIOS PARA EMPACAR N CRITERIO Cumplir con el mantenimiento rutinario del formador de paquetes, empacador y 1 horno. Operar el equipo con el debido cuidado, utilizando en todo momento los 2 implementos de seguridad necesarios. El operador debe estar siempre alerta para detectar botellas con defectos de 3 envasado y codificado. Asegurarse que el plstico termocontraible estn en buen estado, separando las 4 que no ofrecen calidad, seguridad y buena apariencia. El operador al empacar, debe verificar el nmero de unidades correspondientes de 5 acuerdo al sabor y/o tamao que se est produciendo. Debe en todo momento mantener la apariencia del producto, as como verificar la 6 entrega del producto en buen estado al paletizador.
CRITERIOS PARA PALETIZADO N CRITERIO El operador debe colocarse los implementos de seguridad antes de iniciar esta 1 operacin. El operador debe estar siempre alerta para detectar botellas con defectos de 2 envasado, codificado y empacado. Verificar el empaque plstico, retirando de la lnea los empaques no conformes. 3 El operario debe verificar el nmero de unidades correspondientes colocadas en el 4 empaque, de acuerdo a lo establecido. Utilizar pallets en buen estado. Retirando los pallets en mal estado del rea. 5 Colocar la cantidad de cajas o paquetes en los pallets correspondientes, de 6 acuerdo al formato a producir. Debe en todo momento mantener la apariencia del producto, as verificar que la 7 codificacin sea clara y legible. Una vez realizada la operacin de envoltura con strech film, colocar la etiqueta de identificacin del pallets, y realizar la notificacin en el Sistema de visibilidad y 8 trazabilidad, asegurndose que se haya grabado dicha notificacin, caso contrario comunicar a su jefe inmediato.
EXTENSION N 7 CRITERIOS PARA INSPECCIONAR CODIFICACIN N CRITERIOS 1 Luego que el electromecnico de turno termina los ajustes de cambio de formato, y antes de iniciar la produccin, el inspector prepara una botella de prueba y verifica la impresin del cdigo. Asegura que el cdigo sea perfectamente legible y este correctamente posicionado, vertical y horizontalmente en el envase. Verifica que el cdigo impreso sea el correcto, haciendo uso del Estndar Interno para la Codificacin de Botellas (Cdigo de Durabilidad), buscando la fecha del da y luego el producto que se embotella, con lo que ubica el cdigo especfico para ese da y ese producto. Si la primera botella est correctamente impresa con el cdigo respectivo, permite el paso de las restantes e inspecciona la eficiencia de codificacin durante su turno de inspeccin. Antes de realizar un relevo, verifica que el cdigo este de acuerdo con los puntos 2 y 3 de esta tabla. SI SE PRESENTA ALGN PROBLEMA DE CODIFICACIN DURANTE EL TURNO DE INSPECCIN, SE DETIENE LA PRODUCCIN, la cual solo se reiniciar cuando el problema haya sido completamente solucionado. En estos casos se informar de inmediato al electromecnico y al Supervisor de Produccin. Al presentarse una falla, debe ubicar en la lnea todas las botellas que no fueron codificadas, y retirarlas antes de reiniciar la produccin.
4 5
CODIGO DE DURABILIDAD
Ejemplo:
IK 2.25
: Produccin del 29 de Setiembre 2012
CODIGO EN EL ENVASE: 27ENE13 Q 2732021830 27ENE13 Q 273 2 02 1830 --------------------------------------------------Fecha de durabilidad Planta de Produccin (Cusco) Da Calendario Juliano Ao de Produccin (2012) Lnea de Produccin. Hora de Produccin.
EXTENSION N 8 DISTRIBUCION DE PLANTA Y SISTEMA DE ROTACION DEL PERSONAL EN PLANTA- LINEA 1
EXTENSION N 8 DISTRIBUCION DE PLANTA Y SISTEMA DE ROTACION DEL PERSONAL EN PLANTA- LINEA 2
Se concluye de la lnea 2 que existen 8 operarios en total, 4 que rotan cada 15 minutos y 4 que estn constantemente en sus puestos.
ANEXO N 1 CRITERIOS DE GESTIN AMBIENTAL Y GESTIN DE SEGURIDAD Y SALUD OCUPACIONAL DEL PROCESO Sistema Descripcin de las medidas de control Los Aspectos Ambientales Significativos de la Corporacin han sido determinados y los que estn relacionados al procedimiento son: Mantenimiento y verificacin Consumo de Gas Carbnico, posibles constante de las vas de conexin de fugas gas carbnico a la Planta de Envasado Proceder de acuerdo a Procedimiento de Materiales Generacin de Residuos Slidos Peligrosos y Almacenamiento de Residuos Slidos. Uso necesario de agua, evitando Efluentes de Limpieza y Saneamiento fugas de las tuberas de agua Minimizar el consumo en todas las Consumo de Energa Elctrica operaciones. Aspecto Ambiental / Peligro SySO Emisin de Ruido Uso permanente de EPPs. La Corporacin tiene definidos procedimientos para la Gestin de la Seguridad Integral y los Trabajos Controlados que el dueo de proceso debe consultar. Se deben tener en cuenta los resultados de la IPER del proceso y seguir rigurosamente las medidas de control establecidas. Los principales peligros del proceso son: Trabajos en zonas de trnsito de - Acceso peatonal, sealizacin 1.6 vehculos Trabajo con objetos punzo -Uso adecuado de guantes anti 1.7 cortantes o de vidrio corte Trabajos con lneas o circuitos Proceder de acuerdo a 2.1 energizados de Equipos o Procedimiento de Trabajos instalaciones elctricas Controlados (Trabajos Elctricos). -Cumplimiento del Programa de mantenimiento elctrico Trabajos con equipos energizados -Proceder de acuerdo a 2.2 por fuga de corriente elctrica Procedimiento de Trabajos Controlados (Trabajos Elctricos). 5.1 5.2 9.3 10.1 . Exposicin a ruidos. Iluminacin inadecuada Sismos Trabajo con equipos a altas temperaturas o con llama abierta (trabajo en caliente). Uso permanente de EPPs. Evaluacin de la iluminacin Sealizaciones Proceder de acuerdo a Procedimiento de Trabajos Controlados (Trabajos en Caliente).
Ambiental
Seguridad
ANEXOS
M E YE R 52 PET M E YE R 52 PET C RO WN 60 PET C RO WN 60 PET M E YE R 52 PET C RO WN 60 PET M E YE R 52 PET M E YE R 52 PET M E YE R 52 PET M E YE R 52 PET M E YE R 52 PET M E YE R 52 PET M E YE R 52 PET C RO WN 60 PET
Disminucion de rendimiento de F A LLA M -E Transportador neumtico los equipos (Lineas P E T) P aradas por causas externas F alta de env ases Disminucion de rendimiento de F A LLA M -E Llenadora los equipos Disminucion de rendimiento C ada de botellas en transportadores operacional Disminucion de rendimiento de F A LLA M -E C apsuladora los equipos Turno no P rogramado Turno no P rogramado Disminucion de rendimiento de F A LLA M -E Transportador neumtico los equipos (Lineas P E T) P aradas por causas externas F alta de env ases P aradas por causas externas P aradas por causas externas F alta de env ases F alta de env ases
16/01/14 17:17:00 16/01/14 17:18:31 A tascamiento de env ases 16/01/14 18:19:51 16/01/14 18:22:00 soplado en linea 16/01/14 18:24:36 16/01/14 18:27:20 Reparacin y ajuste de aleta N o. 10 16/01/14 18:41:54 16/01/14 18:43:23 A l ingreso a tunel neumtico 16/01/14 19:35:00 16/01/14 19:36:10 Tapa trabada en cabezal 16/01/14 19:47:00 16/01/14 22:00:00 16/01/14 19:55:00 16/01/14 19:56:23 A tascamiento de env ases 16/01/14 20:15:53 16/01/14 20:18:00 Reparacin tobera de puesto N o. 2 16/01/14 20:28:34 16/01/14 20:30:07 C ambio de baln de gas. 16/01/14 21:07:48 16/01/14 21:11:01 Reparacin de tobera de molde N o. 2 16/01/14 21:16:01 16/01/14 21:17:49 Tapa trabada en cabezal 16/01/14 21:18:01 16/01/14 22:00:00 16/01/14 22:00:00 16/01/14 22:00:00 16/01/14 22:00:00 16/01/14 22:00:00
Disminucion de rendimiento de F A LLA M -E C apsuladora los equipos Turno no P rogramado Turno no P rogramado Turno no P rogramado Turno no P rogramado Turno no P rogramado Turno no P rogramado
2 250070 IN C A KO LA P E T2250x06 2 250070 IN C A KO LA P E T2250x06 3 252553 C RU S H P I A P E T450X12 1 252553 C RU S H P I A P E T450X12 1 250070 IN C A KO LA P E T2250x06 133 252553 C RU S H P I A P E T450X12 1 250070 IN C A KO LA P E T2250x06 2 250070 IN C A KO LA P E T2250x06 2 250070 IN C A KO LA P E T2250x06 3 250070 IN C A KO LA P E T2250x06 2 250070 IN C A KO LA P E T2250x06 42 250070 IN C A KO LA P E T2250x06 0 250070 IN C A KO LA P E T2250x06 0 252553 C RU S H P I A P E T450X12
40150536 40150536 40150535 40150535 40150536 40150535 40150536 40150536 40150536 40150536 40150536 40150536 40150536 40150535
Registro de paradas del dia 16 de enero del 2014 Linea MEYER 52 PET CROWN 60 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET MEYER 52 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET MEYER 52 PET MEYER 52 PET Tipo Parada Paradas programadas Paradas programadas Paradas programadas Paradas programadas Paradas programadas Paradas programadas Paradas programadas Paradas programadas Paradas programadas Paradas programadas Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Paradas por causas externas Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Disminucion de rendimiento operacional Disminucion de rendimiento de los equipos Disminucion de rendimiento operacional Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Motivo Parada L&O Programado L&O Programado L&O Programado L&O Programado L&O Programado L&O Programado L&O Programado L&O Programado L&O Programado Pruebas de control de calidad FALLA M-E Llenadora Inicio 16/01/14 06:00:00 16/01/14 06:00:00 16/01/14 06:18:49 16/01/14 06:41:58 16/01/14 06:45:45 16/01/14 06:47:00 16/01/14 06:48:00 16/01/14 06:59:53 16/01/14 07:37:55 16/01/14 07:53:32 16/01/14 08:00:00 16/01/14 08:04:29 16/01/14 08:14:50 16/01/14 08:18:38 16/01/14 08:26:00 16/01/14 08:29:00 16/01/14 08:50:00 en 16/01/14 08:55:00 16/01/14 08:58:00 en 16/01/14 09:34:00 16/01/14 09:43:00 16/01/14 09:59:57 Fin 16/01/14 06:15:32 16/01/14 06:46:00 16/01/14 06:34:22 16/01/14 06:44:11 16/01/14 06:47:00 16/01/14 08:00:00 16/01/14 06:57:16 16/01/14 07:38:00 16/01/14 07:53:00 16/01/14 08:05:00 16/01/14 08:11:16 16/01/14 08:11:01 16/01/14 09:04:00 16/01/14 08:21:02 16/01/14 08:27:21 16/01/14 08:32:00 16/01/14 08:52:00 16/01/14 08:57:00 16/01/14 09:01:00 16/01/14 09:35:09 16/01/14 09:45:10 16/01/14 10:01:27 Detalle Limpieza y orden de planta
Limpieza y orden de planta Limpieza y orden de planta Limpieza y orden de planta
Limpieza y orden de planta Limpieza y orden de planta preparacin de linea Hisopado microbiolgico Reparacin de vlvula de llenado
FALLA M-E Capsuladora
Pruebas de torque
Falta de envases FALLA M-E Capsuladora
falla y cambio de tobera de sopladora Regulacin de torque en cabezales
FALLA M-E Capsuladora
Regulacin de torque en cabezales
FALLA M-E Capsuladora
Regulacin de torque en cabezales
FALLA M-E Rinser
Atasco de envases en rinser
Cada de botellas transportadores FALLA M-E Rinser
Cada de envase en mesa de carga Atasco de envases en rinser
Cada de botellas transportadores FALLA M-E Llenadora
Atasco de envases en mesa de carga Ajuste de vlvulas de llenado
FALLA M-E Llenadora
Ajuste de vlvulas de llenado
CROWN 60 PET MEYER 52 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET MEYER 52 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET CROWN 60 PET CROWN 60 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET CROWN 60 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET MEYER 52 PET CROWN 60 PET
Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Disminucion de rendimiento operacional Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Paradas por causas externas Disminucion de rendimiento operacional Paradas por causas externas Disminucion de rendimiento operacional Disminucion de rendimiento operacional Paradas por causas externas Disminucion de rendimiento operacional Disminucion de rendimiento de los equipos Disminucion de rendimiento operacional Paradas programadas Paradas programadas Paradas programadas Disminucion de rendimiento operacional Disminucion de rendimiento de los equipos Perdidas por limitaciones de linea Disminucion de rendimiento operacional Paradas por causas externas Disminucion de rendimiento de los equipos Disminucion de rendimiento de los equipos Disminucion de rendimiento operacional Disminucion de rendimiento de los equipos Paradas por causas externas Disminucion de rendimiento de los equipos
FALLA M-E Termoencogible de 16/01/14 Paquetes 10:06:00 FALLA M-E Llenadora 16/01/14 10:16:00 en 16/01/14 10:54:00 16/01/14 11:25:00
16/01/14 10:09:00 16/01/14 10:19:00 16/01/14 10:54:59 16/01/14 11:27:00 16/01/14 12:01:00 16/01/14 12:00:00 16/01/14 12:05:00 16/01/14 12:10:14 16/01/14 12:30:59 16/01/14 13:13:00 16/01/14 13:40:27 16/01/14 13:41:59 16/01/14 14:04:03 16/01/14 14:31:20 16/01/14 14:43:49 16/01/14 15:06:00 16/01/14 15:23:00 16/01/14 15:30:03 16/01/14 15:33:08 16/01/14 15:37:00 16/01/14 15:41:00 16/01/14 15:42:14 16/01/14 16:02:00 16/01/14 16:18:00 16/01/14 16:25:00 16/01/14 16:56:06 16/01/14 17:18:31 16/01/14 18:22:00 16/01/14 18:27:20
Falla en sistema distribuidor de plastico
Cambio de tubos de venteo
Cada de botellas transportadores FALLA M-E Capsuladora
Atasco de tapas en capsulador
FALLA M-E Termoencogible de 16/01/14 Paquetes 11:55:00 FALLA M-E Llenadora 16/01/14 11:58:00 16/01/14 12:03:00 16/01/14 12:08:46 16/01/14 12:30:00 16/01/14 13:11:00 16/01/14 13:39:00 16/01/14 13:41:00 16/01/14 14:03:00 16/01/14 14:30:00
Falla en sistema distribuidor de plastico
Ajuste de vlvulas de llenado
Falta de envases Cada de botellas transportadores Falta de envases Cada de botellas transportadores Cada de botellas transportadores Falta de envases Cada de botellas transportadores FALLA M-E Capsuladora en
velocidad de sopladora menor que llen Cada de envase en mesa de carga soplado en linea Atasco de envases en mesa de carga Atasco de envases en mesa de carga
en en
en
Al ingreso a tunel neumtico Regulacin de torque
Cada de botellas transportadores Cambio de sabor Cambio de sabor Regulacin tubos de venteo Cada de botellas transportadores FALLA M-E Llenadora
en 16/01/14 14:42:00 16/01/14 14:44:00 16/01/14 15:07:00 16/01/14 15:28:00 en 16/01/14 15:32:00 16/01/14 15:34:00 16/01/14 15:39:00 en 16/01/14 15:41:00 16/01/14 15:59:41 16/01/14 16:15:57
Al ingreso a tunel
Regulacin de contenido neto Al ingreso a tunel neumtico
Regulacin sistema de ingreso de enva
Sopladora (Lineas Kombi) Cada de botellas transportadores Falta de envases FALLA M-E Llenadora
Velocidad de sopladora limitada, no ab llenadora Al ingreso a tunel neumtico
Falla en sistema de corte etiquetadora
Reparacin de vlvula de alivio No. 10
FALLA M-E Termoencogible de 16/01/14 Paquetes 16:23:00 Cada de botellas en transportadores FALLA M-E Transportador neumtico (Lineas PET) Falta de envases FALLA M-E Llenadora 16/01/14 16:55:00 16/01/14 17:17:00 16/01/14 18:19:51 16/01/14 18:24:36
Alimentador de plstico trabado
Al ingreso a tunel neumtico Atascamiento de envases
soplado en linea Reparacin y ajuste de aleta No. 10
CROWN 60 PET MEYER 52 PET CROWN 60 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET MEYER 52 PET CROWN 60 PET
Disminucion de rendimiento operacional Disminucion de rendimiento de los equipos Turno no Programado Disminucion rendimiento de equipos Paradas por causas externas Paradas por causas externas Paradas por causas externas Disminucion de rendimiento de los equipos Turno no Programado Turno no Programado Turno no Programado
Cada de botellas transportadores FALLA M-E Capsuladora
en 16/01/14 18:41:54 16/01/14 19:35:00
16/01/14 18:43:23 16/01/14 19:36:10 16/01/14 22:00:00 16/01/14 19:56:23 16/01/14 20:18:00 16/01/14 20:30:07 16/01/14 21:11:01 16/01/14 21:17:49 16/01/14 22:00:00 16/01/14 22:00:00 16/01/14 22:00:00
Al ingreso a tunel neumtico Tapa trabada en cabezal
16/01/14 19:47:00 de FALLA M-E Transportador 16/01/14 los neumtico (Lineas PET) 19:55:00 Falta de envases Falta de envases Falta de envases FALLA M-E Capsuladora 16/01/14 20:15:53 16/01/14 20:28:34 16/01/14 21:07:48 16/01/14 21:16:01 16/01/14 21:18:01 16/01/14 22:00:00 16/01/14 22:00:00
Turno no Programado
Atascamiento de envases
Reparacin tobera de puesto No. 2 Cambio de baln de gas. Reparacin de tobera de molde No. 2 Tapa trabada en cabezal
Turno no Programado Turno no Programado Turno no Programado
1. Anlisis FODA
Fortalezas Fuerte reputacin o marca: Lindley S.A. es reconocida en el mercado peruano debido a los productos de marcas lderes Inca Kola y Coca Cola. Las ventas de los productos del Grupo son efectuadas mayoritariamente a distribuidores en Lima y otras ciudades al interior del pas. Manejo de alta tecnologa en la fabricacin de sus productos. Procesos y productos de alta calidad
Debilidades Reducidos mrgenes de utilidad: La elevada competencia al interior de la industria ha tenido como consecuencia que Lindley. S.A. obtenga reducidos mrgenes de utilidad. Facilidad de imitacin de sabores: Los sabores de las bebidas gaseosas pueden ser fcilmente imitados. Esto se ha hecho ms evidente en los ltimos aos, en los que diversas embotelladoras han imitado los sabores de las colas negras y amarillas y han captado una parte importante del mercado. Amenazas Estacionalidad del producto. Reduccin de la produccin de azcar local, volatilidad del precio. Continuacin precios. de la guerra de
Oportunidades Incremento del ingreso personal y del consumo de gaseosas: el consumo de gaseosas es altamente elstico. Un incremento en el nivel de ingresos de las personas aumentara significativamente el consumo de gaseosas. Fusiones Expandir las operaciones al exterior Incrementar el valor agregado y diversificar sus productos
Ingreso de nuevas empresas Incremento de la carga tributaria: Uno de los problemas ms importantes de la economa peruana es el dficit fiscal.
Anda mungkin juga menyukai
- PLANTA TRUJILLO CocacolaDokumen4 halamanPLANTA TRUJILLO CocacolaYesiLopezVidal100% (1)
- Corporacion LindleyDokumen16 halamanCorporacion LindleyameliaBelum ada peringkat
- Diapo Cooporacion LindleyDokumen29 halamanDiapo Cooporacion Lindleyandreaore098Belum ada peringkat
- Reporte Desarrollo Sostenible 2011 BackusDokumen54 halamanReporte Desarrollo Sostenible 2011 BackusEarendil EgegmgBelum ada peringkat
- Analisis Sistema EconomicoDokumen6 halamanAnalisis Sistema EconomicoJOSSELYN ZARAY DIAZ BRITOBelum ada peringkat
- Diagnostico GlobalDokumen38 halamanDiagnostico GlobalChristianQuinterosBelum ada peringkat
- Actual Trabajo ContaDokumen34 halamanActual Trabajo ContaBrenda Cristin Asto SuarezBelum ada peringkat
- Plan Inka KolaDokumen34 halamanPlan Inka KolaMichel Trujillo Rodriguez95% (44)
- INKA KOLA Entregable 1Dokumen30 halamanINKA KOLA Entregable 1luismontero123Belum ada peringkat
- Monografia LYNDLEYDokumen35 halamanMonografia LYNDLEYCarlos Rodas BuendiaBelum ada peringkat
- Trabajo Grupal Fase de Análisis Grupo 100504 - 166Dokumen35 halamanTrabajo Grupal Fase de Análisis Grupo 100504 - 166juan rodriguezBelum ada peringkat
- 1.proyecto Organizacional Lindley XDDokumen27 halaman1.proyecto Organizacional Lindley XDsoftware fullBelum ada peringkat
- Inca Kola PerúDokumen32 halamanInca Kola PerúVALERIA CAROLINA ZEGARRA ROSADOBelum ada peringkat
- Formato Plan de Mercadeo - DannaGirladoDokumen16 halamanFormato Plan de Mercadeo - DannaGirladojuan rodriguezBelum ada peringkat
- Monografia LYNDLEYDokumen36 halamanMonografia LYNDLEYVictor Solis PeñaBelum ada peringkat
- Memoria Alicorp 2011Dokumen85 halamanMemoria Alicorp 2011paucar.fimBelum ada peringkat
- 1 - Resumen EjecutivoDokumen9 halaman1 - Resumen EjecutivoJHON FREDY DURAN RIOSBelum ada peringkat
- Memoria Alicorp 2011Dokumen85 halamanMemoria Alicorp 2011Miyelita Migue MarcaBelum ada peringkat
- ALPINADokumen4 halamanALPINAmaria alejandra gomez castroBelum ada peringkat
- Reseña HistoricaDokumen6 halamanReseña HistoricaRogger Manuel Urbina AcaroBelum ada peringkat
- F MercadeoDokumen38 halamanF MercadeodannaBelum ada peringkat
- Gaseosas Condor Act 3Dokumen11 halamanGaseosas Condor Act 3jhon faiver trujilloBelum ada peringkat
- Inca KolaDokumen4 halamanInca KolaFranco ParedesBelum ada peringkat
- Caso Practico de Inka ColaDokumen35 halamanCaso Practico de Inka ColaCaritoUchuyaBelum ada peringkat
- Parte 2 Informe Análisis FinancieroDokumen22 halamanParte 2 Informe Análisis Financierodiana LopezBelum ada peringkat
- Inca Kola PerúDokumen32 halamanInca Kola PerúFelipe Rene Aucaille0% (1)
- Actividad de PortafolioDokumen63 halamanActividad de PortafolioLucero Camacho SotoBelum ada peringkat
- Caso LindleyDokumen11 halamanCaso LindleyPzHd HooPer Tk's100% (1)
- Analisis Financiero CcuDokumen15 halamanAnalisis Financiero CcuGloriita Muñoz ReyesBelum ada peringkat
- Análisis FODA A Empresa CassinelliDokumen18 halamanAnálisis FODA A Empresa CassinelliCristopher Gabriel Rojas QuiñonesBelum ada peringkat
- Análisis Del Entorno AlpinaDokumen8 halamanAnálisis Del Entorno AlpinaLaura Daniela ZORRILLA SIERRABelum ada peringkat
- Ensayo de La Empresa Inka KolaDokumen3 halamanEnsayo de La Empresa Inka KolaMoi NeoBelum ada peringkat
- A#3 SRSDokumen10 halamanA#3 SRSSofia Ramirez SanchezBelum ada peringkat
- EStado Financiero de La EmpresaDokumen23 halamanEStado Financiero de La EmpresaTatiana Popova62% (13)
- Manejo Del Proceso de Control de GestiónDokumen13 halamanManejo Del Proceso de Control de GestiónEliab MaytahuariBelum ada peringkat
- Reporte de Sotenibilidad BackusDokumen128 halamanReporte de Sotenibilidad BackusOswaldo CastilloBelum ada peringkat
- Trabajo Final de Empresa Pil S.ADokumen33 halamanTrabajo Final de Empresa Pil S.AReinita Montaño Huarachi88% (8)
- MonografiaDokumen26 halamanMonografiaDiego VSBelum ada peringkat
- 1 Entrega FabricatoDokumen9 halaman1 Entrega FabricatoYeimy Morales PrietoBelum ada peringkat
- Informe de Gestion de Postobon 2013Dokumen13 halamanInforme de Gestion de Postobon 2013Nestor Armando Hinojosa BorregoBelum ada peringkat
- Respuesta Actividad EJE 4 - Modelo de Control Interno A La Empresa POSTOBONDokumen12 halamanRespuesta Actividad EJE 4 - Modelo de Control Interno A La Empresa POSTOBONJOE DICKSON NAVARRO80% (5)
- 13 Manual Procedimiento AlmacenesDokumen25 halaman13 Manual Procedimiento Almacenesrocio1412Belum ada peringkat
- Análisis Del Entorno Empresarial La INCA KOLADokumen18 halamanAnálisis Del Entorno Empresarial La INCA KOLAJosé HernándezBelum ada peringkat
- 6.LA MATRIZ MPC-chocolate LukerDokumen6 halaman6.LA MATRIZ MPC-chocolate LukerluzBelum ada peringkat
- Gestion LogisticaDokumen10 halamanGestion Logisticalucio rojasBelum ada peringkat
- ACT207Dokumen10 halamanACT207Sofia Ramirez SanchezBelum ada peringkat
- Corporación Lindley S.A.Dokumen12 halamanCorporación Lindley S.A.Gabriel Vivar ContrerasBelum ada peringkat
- Práctica 1Dokumen14 halamanPráctica 1Samir UrquizoBelum ada peringkat
- UPC TrabajoFinal FundamentosDokumen21 halamanUPC TrabajoFinal FundamentosGerardo Palacios GalvezBelum ada peringkat
- Informe Nº2 ESTADOS FINANCIEROSDokumen16 halamanInforme Nº2 ESTADOS FINANCIEROSLotus BlackBelum ada peringkat
- Tarea Académica - N°1 GESTION GENERALDokumen14 halamanTarea Académica - N°1 GESTION GENERALAngiee CHBelum ada peringkat
- MATRIZn20DEn20ANALISISn20ESTRATEGICO 38636091f751513Dokumen8 halamanMATRIZn20DEn20ANALISISn20ESTRATEGICO 38636091f751513Aura MejiaBelum ada peringkat
- Analisis AlpinaDokumen21 halamanAnalisis Alpinareinabuitrago511433% (3)
- Guia 15 Beatriz Elena Quiñones TerrazaDokumen9 halamanGuia 15 Beatriz Elena Quiñones TerrazaBeatriz elena quiñonesBelum ada peringkat
- 2.1 - Antecedentes Embotelladora 2022 BebaDokumen13 halaman2.1 - Antecedentes Embotelladora 2022 BebaQuispe Apaza Luis AngelBelum ada peringkat
- Doc1 Proceso Administrativo ALPINA (APA)Dokumen17 halamanDoc1 Proceso Administrativo ALPINA (APA)Mario ZambranoBelum ada peringkat
- Caso Practico 1 ICOM Finanzas Coca-ColaDokumen4 halamanCaso Practico 1 ICOM Finanzas Coca-ColaAlejandra MoraBelum ada peringkat
- Memoria Empresas Iansa S.A. 2020Dokumen256 halamanMemoria Empresas Iansa S.A. 2020César Fuentes ZuritaBelum ada peringkat
- Programas para evaluaciones fiscales en empresas comerciales e industrialesDari EverandProgramas para evaluaciones fiscales en empresas comerciales e industrialesBelum ada peringkat
- Programas para evaluaciones fiscales en empresas comerciales e industrialesDari EverandProgramas para evaluaciones fiscales en empresas comerciales e industrialesBelum ada peringkat
- Modulo 1 Gestion para Resultados en El Ambito Publico 2017Dokumen79 halamanModulo 1 Gestion para Resultados en El Ambito Publico 2017linogarayBelum ada peringkat
- Modulo 1 Gestion para Resultados en El Ambito Publico 2017Dokumen15 halamanModulo 1 Gestion para Resultados en El Ambito Publico 2017Jainor Carbajal PuertasBelum ada peringkat
- Programa de FestejosDokumen6 halamanPrograma de FestejosJainor Carbajal PuertasBelum ada peringkat
- Propuestas-De-proyecto Fortalecimiento de Capacidades (Expediente)Dokumen3 halamanPropuestas-De-proyecto Fortalecimiento de Capacidades (Expediente)Jainor Carbajal PuertasBelum ada peringkat
- CONTRATO - Justo Apu SahuarauraDokumen3 halamanCONTRATO - Justo Apu SahuarauraJainor Carbajal PuertasBelum ada peringkat
- Contrato de Arrendamiento 2Dokumen1 halamanContrato de Arrendamiento 2Jainor Carbajal PuertasBelum ada peringkat
- CONTRATO Caballero y Asociados 2Dokumen2 halamanCONTRATO Caballero y Asociados 2Jainor Carbajal PuertasBelum ada peringkat
- Perfil Del Proyecto (Ahorro de La Energía Electrica) Botellas SolaresDokumen1 halamanPerfil Del Proyecto (Ahorro de La Energía Electrica) Botellas SolaresJainor Carbajal PuertasBelum ada peringkat
- Como Fue Finlandia Capaz de Convertirse en Una Economía Lenta A Una de Las Economías Mas Competitivas Del Mundo A Finales de Los 90Dokumen1 halamanComo Fue Finlandia Capaz de Convertirse en Una Economía Lenta A Una de Las Economías Mas Competitivas Del Mundo A Finales de Los 90Jainor Carbajal PuertasBelum ada peringkat
- CONTRATO Caballero y Asociados 2Dokumen2 halamanCONTRATO Caballero y Asociados 2Jainor Carbajal PuertasBelum ada peringkat
- CONTRATO Caballero y Asociados 2Dokumen2 halamanCONTRATO Caballero y Asociados 2Jainor Carbajal PuertasBelum ada peringkat
- Perfil San Jacinto TerminadoDokumen14 halamanPerfil San Jacinto TerminadoJainor Carbajal PuertasBelum ada peringkat
- Core - Aislador - MediaTensionDokumen5 halamanCore - Aislador - MediaTensionJorge Gutierrez MejiaBelum ada peringkat
- Em.030 Instalaciones de Ventilación PDFDokumen8 halamanEm.030 Instalaciones de Ventilación PDFgmruniBelum ada peringkat
- Tesauros - Ingeniería Sanitaria & Ambiental PDFDokumen298 halamanTesauros - Ingeniería Sanitaria & Ambiental PDFMarco MorenoBelum ada peringkat
- Metodología Diseño de Agua PotableDokumen63 halamanMetodología Diseño de Agua PotableLuis Alberto CanalesBelum ada peringkat
- Hidrociclones Calculo de D50 PDFDokumen62 halamanHidrociclones Calculo de D50 PDFCristian AlvayaiBelum ada peringkat
- Guía Práctica Sensor de OxigenoDokumen3 halamanGuía Práctica Sensor de OxigenoCristiam GeovannyBelum ada peringkat
- Reconocimiento de Grupos FuncionalesDokumen68 halamanReconocimiento de Grupos FuncionalesM Camila Baena VelezBelum ada peringkat
- Material Didáctico Guia PracticaDokumen21 halamanMaterial Didáctico Guia PracticaVianey HernandezBelum ada peringkat
- Ejercicios GravimetriaDokumen5 halamanEjercicios GravimetriaSeili Espinoza CarrilloBelum ada peringkat
- Mina Roca Rodante ArchivoDokumen4 halamanMina Roca Rodante Archivofriasg21Belum ada peringkat
- Aatlas Faenas Zona Centro RegDokumen58 halamanAatlas Faenas Zona Centro RegFrancisco Aracena VidelaBelum ada peringkat
- TP 7 Magdalena TruccoDokumen9 halamanTP 7 Magdalena TruccoMagdalena TruccoBelum ada peringkat
- Escudo Ceramico Del Transbordador EspacialDokumen3 halamanEscudo Ceramico Del Transbordador EspacialAnonymous Qdmh4PBelum ada peringkat
- MorteroDokumen20 halamanMorteroMarcelo GerezBelum ada peringkat
- Soldadura GTAWDokumen60 halamanSoldadura GTAWJuan GuzmanBelum ada peringkat
- SEGUNDO EXAMEN FQ QBP'sDokumen2 halamanSEGUNDO EXAMEN FQ QBP'sJesus Alberto Martinez GutierrezBelum ada peringkat
- Capítulo 4 Biotransformación FarmacológicaDokumen3 halamanCapítulo 4 Biotransformación FarmacológicaCeci De La Flor CatacoraBelum ada peringkat
- Valvula FlotadorDokumen2 halamanValvula Flotadoralex100preBelum ada peringkat
- STF - Filtro FyDokumen5 halamanSTF - Filtro FyCurro JiménezBelum ada peringkat
- Modelo Matematico de Torre de DestilacionDokumen16 halamanModelo Matematico de Torre de DestilacionMarinely OviedoBelum ada peringkat
- Eval Recetario (Crema, Pomadas)Dokumen3 halamanEval Recetario (Crema, Pomadas)Aquiles Vilchez Maravi0% (1)
- Resumen 11 BioquimicaDokumen2 halamanResumen 11 BioquimicaMariam Cabellos SBelum ada peringkat
- Vias Parenterales - Sebastian AmezquitaDokumen15 halamanVias Parenterales - Sebastian Amezquitamario3126Belum ada peringkat
- Urea NweaaaasDokumen9 halamanUrea NweaaaasMagaly Gutierrez VelaBelum ada peringkat
- Contacto Multiple en Corriente DirecatDokumen7 halamanContacto Multiple en Corriente DirecatsergioBelum ada peringkat
- Operaciones Sólido - Fluido 2014 Cap 1-2Dokumen108 halamanOperaciones Sólido - Fluido 2014 Cap 1-2ksteyon100% (1)
- Analisis Fisicoquimicos en AlimentosDokumen4 halamanAnalisis Fisicoquimicos en AlimentosL̶o̶p̶z̶ R̶i̶c̶a̶r̶d̶o̶Belum ada peringkat
- Evidencia Registro Fotografico Indicar Las Deficiencias Nutricionales Encontradas en PlantasDokumen2 halamanEvidencia Registro Fotografico Indicar Las Deficiencias Nutricionales Encontradas en PlantasJuanmaochoa Ocho RosadoBelum ada peringkat
- GUIA de ESTUDIO Ciencias ExperimentalesDokumen90 halamanGUIA de ESTUDIO Ciencias ExperimentalesFrancis Giovanny Vite GuerreroBelum ada peringkat
- Calicata Informe 1Dokumen13 halamanCalicata Informe 1CICELHYBelum ada peringkat