EES103 Submerged-Arc Welded Steel Pipe
Diunggah oleh
Luigi Rizzi0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
122 tayangan43 halamanEnbridge Specification for SAW pipes
Hak Cipta
© © All Rights Reserved
Format Tersedia
PDF, TXT atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniEnbridge Specification for SAW pipes
Hak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
122 tayangan43 halamanEES103 Submerged-Arc Welded Steel Pipe
Diunggah oleh
Luigi RizziEnbridge Specification for SAW pipes
Hak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
Anda di halaman 1dari 43
ENGINEERING EQUIPMENT SPECIFICATION
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Submerged-Arc-Welded Steel Pipe
Specification
Supplementary to API 5L
EES103 (2010)
Revision: 1.0
Approval Date: April 26, 2010
Enbridge Pipelines Inc.
Enbridge Energy Partners L.P.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE i
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Table of Contents
1 Scope .......................................................................................................................... 1
2 Conformity ................................................................................................................. 1
3 Normative References .............................................................................................. 1
4 Terms and Definitions ............................................................................................... 2
5 Symbols and Abbreviated Terms ............................................................................ 3
6 Pipe Grade, Steel Grade and Delivery Condition ................................................... 3
7 Information to be Supplied by the Company .......................................................... 3
8 Manufacturing ............................................................................................................ 4
9 Acceptance Criteria ................................................................................................... 8
10 Inspection ................................................................................................................ 15
11 Marking ..................................................................................................................... 19
12 Coatings ................................................................................................................... 20
13 Retention of Records .............................................................................................. 20
14 Pipe Loading and Shipping .................................................................................... 20
15 Reporting.................................................................................................................. 21
Annex A Specification for Welded Jointers ..................................................................... 23
Annex B Manufacturing Procedure Qualification for Pipe ............................................. 25
Annex C Treatment of Surface Imperfections and Defects ............................................ 27
Annex D Repair Welding Procedure ................................................................................. 29
Annex E Nondestructive Inspection for Other than Sour Service or Offshore Service31
Annex F Materials Testing Frequency Table ................................................................ 37
Annex G Submerged-Arc-Welded Pipe Specification Datasheet ................................... 39
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 1
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
1 Scope: Replace
This Specification covers requirements for the manufacture, qualification, inspection and testing
of submerged arc-welded steel pipe for transportation of hydrocarbon fluids. This Specification
supplements the requirements of API 5L, Forty Fourth Edition Specification for Line Pipe and is
to be used in conjunction with that standard. For continuity, clause numbers in this Specification
follow the same sequence and primary headings as API 5L. Clauses in this Specification may
either add to or replace requirements of API 5L, and are identified as such. Additional clauses
covering subjects not addressed by API 5L have been inserted in sequence. Clauses specified
in API 5L that are not applicable to this Specification have been left out.
The requirements of the Appendices to this Specification shall also be met when applicable.
Specific agreements with individual Manufacturers shall be attached as addenda to this
Specification and are only applicable to that Manufacturer. Pipe shall be supplied to meet this
Specification, the requirements specified on the Specification Datasheet and the purchase order
applicable to each order.
Any and all deviations from this Specification shall be brought to the attention of the Company in
writing for resolution prior to final acceptance.
1.1 Product Specification Level (PSL): Additional Clause
Pipe shall meet the level of technical requirements designated as Product Specification Level
PSL 2.
2 Conformity
2.1- 2.3: Applicable
3 Normative References
Additional References:
API RP 5L1
Recommended Practice for Railroad Transportation of Line Pipe
API 1104
Welding of Pipelines and Related Facilities
AAR Section 2
Rules Governing the Loading of Steel Products Including Pipe on Open Top Cars
ASTM A 435
Straight-Beam Ultrasonic Examination of Steel Plates
ASTM E23
Notched Bar Impact Testing of Metallic Materials
ASTM E45
Practice for Determining the Inclusion Content of Steel
ASTM E112
Test Methods for Determining Grain Size
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 2
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
NACE SSPC-SP-10
Near-White Blast Cleaning
3.1 Minimum Federal Safety Standards: Additional Clause
Pipe supplied to this Specification is intended for installation in a pipeline constructed as
specified by Part 192, Title 49, Code of Federal Regulations, Transportation of Natural and
Other Gas by Pipeline and Part 195, Transportation of Hazardous Liquids by Pipeline. Pipe shall
meet the applicable requirements of those Regulations, API Specification 5L, Forty Fourth
Edition and this Specification.
4 Terms and Definitions: Applicable
4.29 Manufacturer: Additional
A pipe manufacturer who proposes to, or has been contracted to provide to the Company, pipe
manufactured to this Specification.
4.38 Purchaser (Company): Additional
That Company, which is stated on the Specification Datasheet as Purchasing Company, shall
include any so designated authorized representatives.
Additional Definitions:
4.55 Crack
A fracture type discontinuity characterized by a sharp tip and high ratio of length and width to
opening displacement.
4.56 Single-jointer
Two pieces of pipe welded together to make a length shorter than 50 ft. (15.2 m).
4.57 Double-jointer
Two pieces of pipe welded together to make a length 50 ft. (15.2 m) or longer.
4.58 Triple-jointer
Three pieces of pipe welded together to make a length 50 ft. (15.2 m) or longer.
4.59 Specification Datasheet(s)
Information issued to the prospective Manufacturer in a format as outlined in Annex G of this
Specification, including information issued to the Manufacturer on purchase order
documentation or on any request-for-quotation documentation associated with a specific project.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 3
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
5 Symbols and Abbreviated Terms
5.1- 5.2: Applicable
6 Pipe Grade, Steel Grade and Delivery Condition
6.1 Pipe Grade and Steel Grade
6.1.2 Applicable
6.2 Delivery Condition
6.2.2 Replace
For PSL 2 pipe, the delivery condition shall be thermo mechanical rolled or thermo mechanical
formed. Refer to Table 1 of API 5L.
7 Information to be Supplied by the Company
7.1 General Information: Applicable
7.2 Additional Information: Replace
a) Items that are subject to mandatory agreement:
4) carbon equivalent limits for PSL 2 pipe
b) Items that apply as prescribed:
4) chemical composition limits for PSL 2 pipe
c) Items that apply, if agreed:
9) CVN impact test of the pipe body of PSL 2 welded pipe with D >508 mm (20.000 in)
10) CVN impact test of the seam weld of PSL 2 SAW pipe
16) weldability data or tests for PSL 2 pipe
23) hardness test during production of SAW pipe
35) color identification for pipe
39) non-destructive inspection records
40) manufacturing procedure qualification for PSL 2 pipe, Annex B of this Specification
shall apply
42) ultrasonic inspection of welded pipe for laminar imperfections at pipe ends
46) ultrasonic inspection for laminar imperfections in the pipe body of SAW pipe
47) ultrasonic inspection for laminar imperfections along the strip/plate edges or the weld
seam of SAW pipe.
55) Specification Datasheet.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 4
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
8 Manufacturing
8.1 Process of Manufacture: Replace
Pipe furnished to this Specification shall be submerged-arc welded, PSL 2, pipe grades L245
(B) to L555 (X80). Refer to Table 2 in API 5L.
Additional Clauses:
8.1.1 Manufacturing Procedure
Prior to the Manufacturer becoming qualified to provide pipe to this Specification, a typical
manufacturing procedure shall be submitted as specified by Annex B of this Specification.
Manufacturers shall submit, with their quotations, the details of proposed manufacturing
procedure for the item being quoted.
Conditional to the issuance of a pipe purchase order, the Manufacturer shall promptly submit,
for approval to the Company, any proposed deviations from the procedures submitted. Failure
to submit such deviations in a timely manner shall constitute grounds for cancellation or
rejection of part, or all, of the order.
8.1.2 Manufacturing Route
PSL 2 pipe manufacturing route for SAW pipe shall be thermo mechanical rolled strip or plate,
cold forming, delivery condition M.
8.2 Processes Requiring Validation: Replace
Final operations performed during pipe manufacturing that affect attribute compliance as
required shall have their processes validated.
Those processes requiring validation are the following:
- for submerged-arc-welded, as rolled pipe: weld and full body non-destructive inspection.
8.3 Starting Material
8.3.1 Applicable
8.3.2 Additional
The Manufacturer shall have a documented and operating process for controlling slab internal
quality requirements. Slab quality specification requirements are subject to review by Company.
8.3.3 - 8.3.5: Applicable
Additional Clauses:
8.3.6
Pipe material furnished to the Specification shall be in the as-rolled condition.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 5
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
8.3.7
The Manufacturer shall maintain sufficient surface cleanliness for inspection purposes, as
directed by the Company. Where necessary, plate, skelp or pipe may be cleaned by either
shotblasting or sandblasting.
8.4 Tack Welds
8.4.1 - 8.4.2: Applicable
8.4.3 Additional Clause
All evidence of tack welds shall be removed by the submerged arc weld or by repair welding.
8.6 Weld Seams in SAW Pipe: Applicable
Additional Clauses:
8.6.1 Welding Processes
8.6.1.1.
Welding procedures for the longitudinal, helical and circumferential jointer welds, whichever are
applicable, shall be qualified as specified by ASME Boiler and Pressure Vessel Code, Section
IX for each welding process, and for each flux trade name/designation and electrode
designation combination employed.
8.6.1.2.
Material grade shall be included as an essential variable for qualification of welding procedures
as specified by ASME Boiler and Pressure Vessel Code, Section IX.
8.6.1.3.
For pipe ordered with proven notch toughness properties, procedure qualification testing shall
include Charpy V-notch impact tests of the weld and heat-affected zone. The absorbed energy
requirements shall be as outlined on Specification Datasheet.
8.6.1.4.
Where specified, weld hardness traverse qualification tests are required for the pipe weld metal,
parent metal and heat affected zone of longitudinal, helical and circumferential jointer welds.
Such tests shall include three microhardness traverses across the weld, heat-affected zones,
and parent material. One traverse shall be within 3 mm (1/8 in) of the outside surface, one
traverse shall be at the mid-wall point, and one traverse shall be within 3 mm (1/8 in) of the
inside surface. All readings in each zone shall be performed on the hardest-appearing
structure. All hardness tests shall meet requirements outlined in Clause 9.10.6 of this
Specification. The hardness in the weld, heat-affected zone and base metal shall not exceed
250 HV
500
when tested as specified by ASTM E384. Frequency for hardness testing shall be as
follows:
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 6
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
a) for longitudinal and helical welds, one test per welding day per O.D. welder and not less
than once for each heat of steel supplied; and
b) for circumferential mill welds, one test per lot of 100 welds.
The results of all hardness tests shall be reported.
8.6.1.5.
Utilization of pre-qualified welding procedures may be permitted, if qualification documentation
meets requirements of this Specification, and is submitted to the Company and approved prior
to the start of the production. Welding procedures qualified as part of production shall be
documented and submitted to the Company one month prior to the start of the production.
Pipe shall be capable of being welded in the field using conventional welding procedures
qualified as specified by ASME Boiler and Pressure Vessel Code, Section IX and API 1104.
8.6.2 Repair Welding
Defects in the longitudinal, helical, or circumferential seams of submerged-arc welded pipe shall
be subjected to weld repair as specified by Annex D of this Specification.
8.9 Cold Sizing and Cold Expansion
8.9.1 - 8.9.3: Applicable
8.9.4 Additional Clause
Suitable previsions shall be incorporated to protect welds from contact with the expander when
mechanical expansion is used.
8.10 Strip/Plate End Welds: Replace
Strip/plate end welds shall not be present in finished longitudinal and helical seam welds.
8.11 Jointers
8.11.1-8.11.3: Applicable
8.12 Heat Treatment: Applicable
8.13 Traceability
8.13.2 Applicable
Additional Clauses:
8.13.3 Traceability Materials Records
The material and process history of each pipe as delivered to Company will be traceable from
the steel mill, through rolling and plate or coil production, the pipe mill, any jointing processes
and the coating mill. Provisions for traceability will be described in the Manufacturing Procedure
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 7
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Specification (MPS). The final report provided to the Company by the Manufacturer will include
confirmation that key process steps as defined by the MPS were preformed on the product and
include detailed data and information as required by this Specification. Any breaks in the
traceability chain caused by unusual circumstances such as equipment breakdown or rework
which is not part of the normal manufacturing process as described in the MPS will be
documented by the Manufacturer, along with a description of measures taken to preserve
traceability, and appropriate documentation to support the preservation of material traceability.
8.13.4 Traceability Welding Records
For all welds, including jointer and repair welds, the Manufacturer shall maintain detailed written
records respecting the use of welding consumables (electrode batches, wire heats, flux
batches) and periodic measurement of welding parameters. Records shall be sufficient to permit
tracing of consumables and welding process parameters to the individual pipes produced and
shall be available to the Company for review upon request.
8.14 Non-destructive Examination
The Manufacturer shall submit, coincident with submission of quotation, the details of
procedures to be utilized for the ultrasonic inspection of skelp and pipe for the detection of
laminar discontinuities in the steel. Acceptance criteria relating to defect size shall be included
with the procedure and shall be approved by the Company prior to commencement of
production.
8.15 Internal Coating
Pipe ordered to this Specification may be internally coated. Where internal coating is specified,
the coating contractor and the Manufacturer shall cooperate to produce a finished product that
complies with this Specification and the Companys specification for the Internal Coating of Line
Pipe.
8.16 External Coating
Pipe ordered to this Specification may be externally coated. Where external coating is specified,
the coating contractor and the Manufacturer shall cooperate to produce a finished product that
complies with this Specification and the Companys specification for External Coating for Line
Pipe. Where the Manufacturers pipe mill is not responsible for the external coating and
suitability for fusion bond epoxy (FBE) and other coatings is specified on the purchase order,
the Manufacturer shall be responsible for ensuring the surface quality is adequate for such
coating.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 8
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
9 Acceptance Criteria
9.1 General
9.1.1-9.1.2: Applicable
9.2 Chemical Composition
9.2.2 Replace
The composition of steel for the pipe furnished to this Specification is subject to agreement
between the Company and the Manufacturer. As determined by both, the heat and product
analysis, the chemical composition shall conform to the requirements of the following:
Factor Symbol Maximum %
Carbon Equivalent CE
PCM
0.25
Element Symbol
Maximum % Element
by Weight
Carbon C 0.12
Manganese Mn 2.00
Phosphorus P 0.015
Sulphur S 0.006
Silicon Si 0.35
Copper Cu 0.30
Nickel Ni 0.30
Chromium Cr 0.20
Molybdenum Mo 0.30
Niobium Nb 0.060
Titanium Ti 0.020
Vanadium V 0.060
Boron B 0.001
Nitrogen N 90 ppm
(Niobium +Vanadium ) +Ti (Nb +V) +Ti 0.12
Table 5 (modified)
Note:
1. No deliberate additions of boron are permitted.
2. Compositions outside the above limit but within the limits of API Spec 5L may be
acceptable at the sole discretion of the Company.
9.2.4 Additional
The carbon equivalent shall be determined as specified by equation CE
PCM
. The carbon
equivalent shall not exceed 0.25% for both the heat and product analysis.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 9
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
CE
PCM
= C +
Si
Su
+
Hn
2u
+
Cu
2u
+
Ni
6u
+
Cr
2u
+
Ho
1S
+
I
1u
+ SB
Additional Clauses:
9.2.6
The Manufacturer shall furnish a certified report showing the heat analysis for each heat of
steel, which shall include all of the elements listed in Clause 9.2.2 of this Specification as well as
any other added intentionally.
If any product value does not comply with the values in Clause 9.2.2, all pipe and remaining
plate or skelp made from that heat shall be rejected or the remaining pipe lengths processed
from the remaining plate or skelp from that heat shall be individually checked for conformance to
Table 5 (modified) of 9.2.2.
9.2.7
The Manufacturer shall furnish a certified report showing the heat and product analysis for each
heat of steel.
Each required analysis shall include all agreed elements, all elements in the carbon equivalent
formula and all other elements added for any reason including deoxidation, inclusion shape
control and/or transformation control.
9.3 Tensile Properties
9.3.2 and Table 7: Applicable
Additional Clauses:
9.3.3 General
9.3.3.1.
Test specimens shall not be heat tested but shall be taken from pipe in the same condition as
the finished bare metal or coated pipe and shall be representative of the pipe in the plain end
condition.
The Manufacturer shall report and receive approval from Company prior to production for the
method to be used.
9.3.3.2.
For mechanical tests required under this Specification, lot size testing frequency shall be as
specified by Annex F of this Specification.
9.3.3.3.
Samples for all mechanical tests shall be taken from the first length of pipe processed for each
lot.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 10
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
9.3.4 Tensile Properties
9.3.4.1. Body Tensile Range
The range of actual yield strengths based on laboratory qualification testing shall not exceed
104 MPa (15,000 psi) for each pipe order of a specific diameter, wall thickness and grade.
9.3.4.2. Yield Ratio
The ratio of yield strength to ultimate tensile strength shall not exceed 0.85 except for grade X60
for wall thickness greater than 0.375 in. and for grades with minimum specified yield strength
greater than X60 in all wall thicknesses. For grades higher than grade X70, the ratio shall not
exceed 0.92.
9.3.5 Transverse Weld Tension Tests
For submerged-arc-welded pipe, transverse weld tension tests shall include determination of
tensile strength and elongation for longitudinal, helical and circumferential mill jointer welds and
shall meet the ultimate tensile strength requirements of Table 7 in API 5L for PSL 2 pipe.
9.4 Hydrostatic Test
9.4.1 Applicable
9.4.2 Additional
Acceptance of jointers not hydrostatically tested shall be subject to Company approval.
9.7 Guided Bend Test
9.7.1 - 9.7.2: Applicable
9.7.3 Additional Clause
For circumferential mill jointer welds, face and root guided bend tests shall be conducted at a
frequency of one test per lot of 100 welds.
9.8 CVN Impact Test for PSL 2 Pipe
9.8.1 General
9.8.1.1 - 9.8.1.3: Applicable
9.8.2 Pipe Body Tests
9.8.2.1. Replace
The minimum average (of a set of three test piece) absorbed energy for each pipe body test
shall be as given on the Specification Datasheet.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 11
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
9.8.3 Pipe Weld and HAZ Tests: Replace
When specified, Charpy V-notch impact tests on the weld metal and heat-affected zone shall be
carried out on samples from longitudinal, helical and circumferential welds at a test frequency
the same as that specified for weld tensile tests. Test temperature and absorbed energy
requirements shall be specified on the Specification Datasheet.
9.9 DWT Test for PSL 2 Welded Pipe
9.9.1 - 9.9.2: Applicable
9.10 Surface Conditions, Imperfections and Defects
9.10.1 General
9.10.1.1. - 9.10.1.2.: Applicable
9.10.1.3. Replace
The acceptance criteria for imperfections found by non-destructive inspection shall be as
specified by Annex E of this Specification.
9.10.2 Undercuts: Applicable
9.10.3 Arc Burns
9.10.3.1. - 9.10.3.2.: Applicable
9.10.4 Laminations: Applicable
9.10.5 Geometric Deviations
9.10.5.1. - 9.10.5.2.: Applicable
9.10.5.3. Additional Clause:
Dents on welds shall not be permitted and shall be cut out as a cylinder.
9.10.6 Hard Spots: Applicable
9.10.7 Other Surface Imperfections: Replace
Other surface imperfections found by visual inspection shall be investigated, classified and
treated as follows:
a) Any imperfections on either of the external wall or internal wall surfaces of the pipe, and
having a depth that results in a remaining wall thickness at any point of less than 95 percent
of the specified nominal wall thickness, shall be considered to be a defect.
b) Surface scores (sharp notches, gouges, scores, slivers, etc.) and all stress raising
imperfections shall be removed by grinding even though they may be less than the
maximum depth permissible for imperfections.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 12
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
c) Pipe ordered to this Specification may be externally coated utilizing fusion bond epoxy or
similar methods. Slivers, scabs, bristles or other surface imperfections that could result in an
unacceptable applied coating shall be considered to be surface defects, and shall be
removed by grinding or by other means acceptable to the Company.
d) The minimum remaining wall thickness at any point after grinding shall not be less than 95
percent of the specified nominal wall thickness.
9.10.8 Disposition of Defects: Additional Clause
Imperfections that have a depth less than 5 percent of the specified wall thickness shall be
given one of the following two dispositions:
a) All stress rising imperfections such as sharp notches, gouges, scores, slivers, etc., shall be
ground to vanishing. The ground areas shall not exceed 75 mm (3 in) diameter circle and
the remaining wall thickness shall not be less than 95 percent of the specified wall
thickness, or the affected area shall be cut out as a cylinder.
b) Isolated non stress rising imperfections such as round bottomed pits are acceptable
without grinding.
9.11 Dimensions, Mass and Tolerance
9.11.1 Dimensions
9.11.1.1. - 9.11.1.2.: Applicable
9.11.1.3. Replace
The pipe shall be delivered in lengths as specified by the Specification Datasheet.
9.11.2 Mass per Unit Length: Applicable
9.11.3 Tolerance for Diameter, Wall Thickness, Length and Straightness
9.11.3.1. Replace
The outside diameter tolerance of the pipe body shall be +0.50 percent, -0.15 percent for both
non-expanded and cold-expanded steel pipe.
The out-of-roundness tolerance shall be that no two internal diameter measurements shall differ
by more than 0.75 percent of the specified outside diameter.
9.11.3.2. Replace
The tolerance for wall thickness shall be -5 percent, +10 percent of the specified nominal wall
thickness.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 13
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
9.11.3.3. Applicable
9.11.3.4. Applicable
9.12 Finish of Pipe Ends
9.12.1 General
9.12.1.2. - 9.12.1.4.: Applicable
9.12.5 Plain Ends:
9.12.5.1. Applicable
9.12.5.2. Replace
Plain end pipe shall be furnished with a bevel angle of 30 (+5 and -0) and a root of 1/16 in.,
(+1/32 in. and -0) for 95 percent of the circumference. The root face tolerance on the remaining
5 percent of the circumference, in the vicinity of the weld, shall be +1/32 in.
Bevels that do not meet the requirements shall be fully re-machined. Local grinding or filing on
the bevels to meet these requirements is not permitted. Inside burrs shall be removed without
forming an internal taper.
9.13 Tolerance for the Weld Seam SAW
9.13.1 Radial Offset of Strip/Plate Edges: Replace
The radial offset (refer Figure 4b) shall not exceed the applicable value in Table 14 in API 5L.
9.13.2 Height of the Weld Bead SAW
9.13.2.2. SAW Pipe
a) - b) Applicable
c) Replace
Both ends of submerged-arc-welded pipe shall have the inside weld reinforcement removed for
a minimum distance of 75 mm (3 in) from the end of the pipe, such that the inside weld bead
does not extend above the inside surface of the pipe by more than 0.5 mm (0.020 in).
d) Replace
Both ends of submerged-arc-welded pipe shall have the outside weld reinforcement removed
for a distance of 125 mm (5 in) from the end of the pipe, such that the outside weld bead does
not extend above the outside surface of the pipe by more than 0.25 mm (0.010 in).
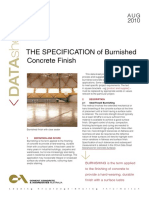
9.13.2.3. Height of Inside and Outside Weld Beads SAW: Additional Clause
The maximum height of the internal and external weld bead shall be 3.5 mm (0.138 in) for all
wall thicknesses. The weld shall exhibit a smooth transition in contour from the pipe to the weld
crown. Weld caps shall exhibit a width to height ratio of at least 5:1. The wetting angle shall be
maintained at more than 120 (refer to Figure 9 below).
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 14
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Note:
a) The height of the weld bead shall not be below the prolongation of the surface of the
pipe (outside or inside);
b) The Manufacturer shall have the option of grinding or machining the weld bead to the
specified height.
Figure 9
9.13.3 Misalignment of Weld Beads of SAW Pipe: Applicable
9.14 Tolerance for Mass
9.14.1 - 9.14.3: Applicable
9.15 Weldability of PSL 2 Pipe: Applicable
9.15.1 Additional Clause
The requirements of Clause 8.6.1 of this Specification are applicable.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 15
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
10 Inspection
10.1 Types of Inspection and Inspection Documents
10.1.1 General
10.1.1.1. - 10.1.1.2.: Applicable
10.1.3 Inspection Documents for PSL 2 Pipe
10.1.3.1. - 10.1.3.2.: Applicable
10.2 Specific Inspection
10.2.1 Inspection Frequency
10.2.1.2 Replace
For PSL 2 pipe, the inspection frequency shall be as given in Table 18 of API 5L and Annex F of
this Specification. The more stringent requirement is to apply.
10.2.2 Samples and Test Pieces for Product Analysis: Replace
Samples for product analysis shall be taken only from the pipe.
10.2.3 Samples and Test Pieces for Mechanical Tests
10.2.3.1. - 10.2.3.4 & 10.2.3.6: Applicable
10.2.4 Test Methods
10.2.4.1. - 10.2.4.6.: Applicable
10.2.4.8. Hardness Test: Additional
The requirements shall apply to all sizes of SAW pipe. Any localized work-hardening areas
resulting from cold deformation shall be considered defects regardless of depth and shall be
given one or more of the dispositions stated in Clauses 9.10.6, 10.2.7.4 and Annex C of this
Specification.
10.2.5 Macrographic and Metallographic Tests
10.2.5.1. - 10.2.5.2.: Applicable
10.2.5.4 Additional Clause
a) The hardness in the weld, heat affected zone and base metal shall not exceed 250 HV
500
, as
determined using test methods in accordance with ASTM E384.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 16
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
b) Examinations shall be performed at a minimum of once every 4 hours and whenever
changes of grade, diameter or wall thickness are made and whenever significant excursions
from agreed operating conditions are encountered.
c) Microhardness testing shall be performed at applicable frequencies as follows:
i. For longitudinal and helical welds: one test per welding day per O.D. welder, and at least
once for each heat of material supplied for an order;
ii. For circumferential mill welds: one test per lot of 100 welds.
10.2.6 Hydrostatic Test: Replace
10.2.6.1.
Each pipe shall withstand, without leakage, a mill hydrostatic test to at least the pressure
necessary to stress the pipe wall to 95 percent of the specified minimum yield strength (SMYS),
based upon the specified outside diameter and nominal wall thickness. This hydrostatic test
pressure will be calculated based on hoop stress only, without taking into consideration end
loading. After testing, the pipe outside diameter shall be measured at the pipe ends and in three
additional location equidistance along the pipe. The pipe shall meet the outside diameter
requirements of API 5L. Test pressure shall be held constant for not less than 10 seconds.
10.2.6.2.
Subject to submission of calculations and prior agreement with the Company, contribution to
hoop stress caused by end fixtures may be taken into account in test pressure when the stress
due to the hydrostatic test pressure exceeds 90 percent SMYS of the pipe.
10.2.6.3.
The first pipe presented from each heat shall withstand, without leakage, a mill hydrostatic test
pressure corresponding to 100 percent SMYS. After testing, the pipe shall meet the outside
diameter requirements of API 5L.
10.2.6.4.
If the first pipe (test) fails to meet the dimensional requirements, then two additional test pipes
from the same lot shall be tested at 100 percent SMYS. The additional two test pipes are
required to meet the hydrostatic test requirements at 100 percent SMYS, including the
dimensional requirements; or the lot shall be rejected or individual pipe subjected to 100 percent
SMYS for acceptance.
10.2.6.5.
The Manufacturer shall immediately determine the cause of a hydrostatic test leak or burst and
will provide a written report to the Companys representative stating corrective actions to be
implemented, if applicable.
10.2.6.6.
Individual pressure chart recordings shall be traceable to each pipe number and heat number.
Hydrostatic test pressure gauges shall be calibrated with a deadweight tester prior to
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 17
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
commencement of production, at least daily thereafter, and after each expander failure and
hydrostatic test failure in the presence of the Company representative. In addition, the tester
shall be equipped with positive and automatic or interlocking device to prevent pipe from being
classified as tested until the test requirements (pressure and time) have been met. The
associated records or charts shall be available for examination.
10.2.6.7.
The Manufacturer shall provide the formal test reports, complete with pressure charts, to the
Company representative.
10.2.7 Visual Inspection
10.2.7.1. - 10.2.7.4.: Applicable
Additional Clauses:
10.2.7.5.
The Manufacturer shall inspect pipe by a combination of visual and non-destructive methods to
detect defects and to determine compliance with the dimensional and work quality requirements
of this Specification. Manufacturer inspection and test plans (or equivalent), including
referenced procedures and practices, shall have been provided to the Company, reviewed and
accepted by the Company for production to start.
10.2.7.6.
Company quality assurance personnel may be assigned to monitor all aspects of pipe
production, testing and shipping and act as Companys representative in all matters pertaining
to inspection and acceptance of pipe. Company quality assurance personnel may also be
assigned to monitor steel making, casting and/or rolling operations.
10.2.7.7.
All pipe shall be visually inspected. A visual inspection shall include, but not limited to,
examination of:
a) the entire external surface including the weld zone, by the inspector walking the full length of
the pipe;
b) the internal surface, end to end, by crawling the pipe. For pipe 508 mm (20 in) O.D. and
smaller, the pipe internal inspection may be carried out visually at each end using suitable
inspection lamps; and
c) the pipe ends.
10.2.7.8.
The inside and outside surfaces of pipe presented for inspection shall be clean and free of
unacceptable metallic or non-metallic contaminants including oil, grease, dirt, rust scale,
grinding residue and welding flux. If the Company representative determines that pipe has an
unacceptable level of cleanliness, it shall be returned to the Manufacturer for cleaning by
methods acceptable to the Company. Heat and pipe number identification shall be maintained.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 18
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
10.2.7.9.
Slivers, scabs, bristles or other surface imperfections that could result in an unacceptable
applied coating shall be considered as defects and removed by grinding or by other means
acceptable to the Company.
10.2.7.10.
Excessive reject rates or chronic causes of rejection as determined by the Company shall be
cause for refusal to accept pipe for final Company inspection until the cause is rectified. Where
more than 50 percent of the pipe from a heat is rejected for mechanical test failures or where
more than 50 percent of the pipe from a heat or coil is rejected for welding and/or workmanship
defects, the Company reserves the right to reject all pipe from the affected heat or coil. The
Manufacturer is responsible for obtaining the written authorization of the Company prior to
acceptance of any pipe from rejected heat or coil.
10.2.7.11.
Company pipe inspection representatives or third parties designated by the Company shall have
the authority to reject any pipe that does not comply with this Specification.
10.2.7.12.
Manufacturer shall provide Company with a current manufacturing and testing schedule (or
equivalent) at least one week in advance of the start of any such activities, to permit
mobilization of Company representative.
10.2.8 Dimensional Testing
10.2.8.1. - 10.2.8.6.: Applicable
10.2.9 Weighing: Applicable
10.2.10 Non-destructive Inspection: Replace
Non-destructive inspection shall be in accordance with Annex E of this Specification.
10.2.11 Sorting and Reprocessing: Applicable
10.2.12 Retesting
10.2.12.1. - 10.2.12.2.: Applicable
10.2.13 Rejection: Additional Clause
If, in the judgment of the Company, the testing, examination or testing reject rate becomes
excessive, the Company shall have the right to refuse to accept pipe for the Companys final
inspection until the cause is rectified. Where less than 50 percent of the pipe length formed from
any heat or coil complies with all other requirements of the Specification, the Company reserves
the right to reject all pipe from the affected heat. The Manufacturer shall advise the Company of
such occurrences and shall obtain the Companys written decision.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 19
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Pipe shall not be accepted for inspection by the Company unless it is free both inside and
outside, from all oil, grease, excessive rust, flux, or caustic substances. Pipe that is not free of
rust, flux, etc., shall be shotblasted, sandblasted or otherwise cleaned in a manner acceptable
to the Company to enable an adequate inspection. Heat and pipe number identification shall be
maintained.
The Companys authorized inspection representatives have the authority to reject any pipe that
does not comply with the Specification.
10.2.14 Equipment Calibration: Additional Clause
All measuring devices, for all inspection and testing, shall be checked with standards traceable
to the United States Bureau of Standards, or equivalent. Mechanical testing machines shall be
calibrated as specified by ASTM E4. Impact testing equipment shall be calibrated as specified
by ASTM E23.
11 Marking
11.1 General
11.1.1 Applicable
11.1.3 Replace
Additional marking requirements shall be outlined on the Specification Datasheet.
11.1.4 Additional Clause
The pipe Manufacturer shall assign a unique traceability number to each length of pipe to
facilitate tracking through the production and finishing and shall ensure that each section of pipe
and jointer pipe are identifiable during each stage of the manufacturing process.
11.2 Pipe Markings
11.2.1 Applicable
11.2.2 Additional
c)
3) the pipe number, length, and heat number (or code traceable to the heat number) shall be
legibly stenciled on the inside of both ends of each pipe.
4) each jointer pipe shall also be identified with this Specification number and a unique pipe
number that is fully traceable through the Manufacturers quality system to the coils, plates,
slabs, ingots, strands, ladles or heats used to make each pipe of the finished jointer pipe, such
as a triple jointer.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 20
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
11.2.4 - 11.2.7: Applicable
12 Coatings
12.1 Coatings and Linings
12.1.1 - 12.1.4: Applicable
13 Retention of Records: Replace
The Manufacturer shall, within two weeks of manufacturing completion of each order, supply a
certificate of compliance in a format acceptable to the Company. Supply of material test
certificates shall be a condition of acceptance and payment for pipe.
a) l) Applicable
Additional:
m) certification correlating qualification pipe number to plate, coil and heat as applicable.
n) certification that the pipe has been manufactured as specified by the Manufacturing
Procedure Specification (MPS).
14 Pipe Loading and Shipping: Replace
14.1
With the pipe bid, Manufacturer shall submit for the Company acceptance, procedures with
necessary drawings and supporting calculations that detail methods of handling, stacking,
protecting and securing pipe for mill storage and shipment. Procedures shall indicate the
location of bunks, bearing strips, spacers and tie-down straps. Procedure revisions shall require
acceptance by Company before implementation.
14.2
As a minimum, rail transportation shall be as specified by API RP 5LI and marine transportation
shall be specified by API RP 5LW.
14.3
Pipe shall be handled, stored, loaded and transported in such a manner as to avoid damage,
corrosion and induction of additional residual magnetism. Nylon slings, padded forks or special
end hooks with soft non-metallic inserts shall be used for handling. The occurrence of critical
stresses and the possibility of excessive cold work or fatigue cracking of the pipe in transit shall
be avoided.
14.4
Weld seams of submerged-arc-welded pipe, including jointer welds, shall not contact separator
blocks or any part of a truck, rail car, ship or other transportation device.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 21
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
14.5
No direct contact shall be permitted between adjacent pipe, pipe and metallic tie-down devices
or pipe and bulkheads. Minimum separation between pipe and bulkheads shall be at least 305
mm (1 ft). Suitable non-metallic materials such as rope encirclements shall be used to prevent
metal-to-metal contact.
14.6
Rail cars, truck trailers, ship holds and any other transportation devices shall be adequately
cleaned before loading for shipment.
15 Reporting: Additional Clause
15.1 General
The Manufacturer shall perform the following functions once an order has been placed.
15.2 Pipe Production Schedule
Prior to the commencement of an order, the Manufacturer shall list the start and finish dates for
each diameter/wall thickness combination for the following stages of production:
a) steelmaking;
b) plate/skelp production;
c) pipe production;
d) internal coating;
e) external coating;
f) shipping from coating location; and
g) arrival at destination.
15.3 Daily Progress Report
Upon commencement of pipe making, the Manufacturer shall communicate to the Company
scheduled and actual accumulated totals information for each diameter/wall thickness
combination:
a) finished pipe;
b) internally coated pipe;
c) externally coated pipe; and
d) shipped pipe.
15.4 Post Production Review
During completion of the order, the Manufacturer shall provide the Company with the following
information for every diameter/wall thickness combination produced.
a) Total pipe length produced and the number of pipe length produced daily.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 22
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
b) Listing of all heats cast for the order, complete with chemical analysis and mechanical
properties, as required by this Specification.
c) Listing of all pipe (Pipe No. and Heat No.) supplied for the order, complete with chemical
analysis and mechanical properties as required by this Specification.
d) Certificates to be provided every 3 weeks following commencement of pipe manufacture.
15.5 Non-Conformance Procedures
Non-conformance to this Specification may or may not be accepted, purely at the discretion of
the Company.
15.6 Non-Conformance with Respect to Chemical Analysis or Mechanical
Properties
Any proposal for non-conformance to the requirements for chemical analysis or mechanical
properties must be made when the Manufacturer is responding to a purchase inquiry. Such
proposals shall not be entertained subsequent to a bid award being made.
15.6.1 Reporting Non-Conformance
A non-conformance shall be detailed on a sequentially numbered non-conformance form.
15.7 Electronic Reporting
15.7.1 Shipping Reports
The Manufacturer shall report pipe shipments on the shipping day by email to the Company as
a spreadsheet or other format acceptable to the Company.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 23
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Annex A
Specification for Welded Jointers
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 24
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Specification for Welded Jointers
G.1 General: Additional Clause
Where given in the purchase order, mill-jointers may be furnished within the limits of
requirements on length. No length used in making a mill-jointer shall be less than 3 m (10 ft) and
the total length of any mill-jointer shall not be less than 9 m (30 ft) after the joining operation.
This requirement does not supersede minimum and average length requirements set in the
Specification Datasheet. Mill-jointers shall comply with the requirements of this Specification.
G.1.1
Manufacturer shall monitor, record and report jointer production welding variables.
G.1.2
Welding records shall be fully traceable to jointer welds produced and provided to Company in
approved format.
G.1.3
Weld procedure and welder qualifications shall be submitted for Company approval prior to the
start of production welding.
A.1 Method: Applicable
A.2 Workmanship: Applicable
A.3 Marking: Applicable
A.4 Non-destructive Inspection: Replace
Circumferential jointer welds shall be inspected for longitudinal and transverse imperfections by
radiological methods, ultrasonic methods or both; except that fluoroscopic inspection shall not
be accepted for Specification compliance. The junctions of circumferential jointer welds and
other submerged arc welds shall be inspected by film radiography or non-film radiography
imaging techniques.
A.5 Mechanical Tests: Additional Clause
A.5.1 Transverse Weld Tensile Test Jointer Welds
For circumferential mill jointer welds, tests shall be conducted at a frequency of one test per lot
of 100 welds, and shall meet the ultimate tensile strength requirements of this Specification for
the applicable grade of pipe.
A.5.2 Guided Bend Tests Jointer Welds
For circumferential mill jointer welds, face and root guided-bend tests shall be conducted as
specified by this Specification, at a frequency of one test per lot of 100 welds.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 25
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Annex B
Manufacturing Procedure Qualification for Pipe
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 26
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Manufacturing Procedure Qualification for Pipe
B.1 Introduction: Applicable
B.2 Additional Information to be Supplied by the Company: Applicable
B.3 Characteristics of the Manufacturing Procedure: Replace
The Manufacturing Procedure Specification submitted shall include, as a minimum, the following
detailed information:
i) steel source, including steelmaking method, heat size, deoxidation practice, inclusion
shape control practices, and casting method;
ii) aim chemistries and chemical limits for all elements referenced in Clause 9.2.2 of
this Specification, and as applicable to pipe of each diameter, wall thickness and
material grade to be made for the order;
iii) skelp rolling source, specific rolling and forming practices, including where
applicable, typical reduction schedules, final finishing temperatures, and facilities for
thermo-mechanical controlled rolling and on-line accelerated cooling;
iv) skelp inspection procedures;
v) details of forming procedures;
vi) pipe manufacturing location, and any plant limitations on wall thickness, diameter,
and material grade;
vii) typical welding parameters and consumable combinations applicable to longitudinal,
helical, repairs, and circumferential jointer welds;
viii) a description of the quality organization applicable to steelmaking, casting, skelp
rolling and pipe manufacturing facilities, including identification of reporting practices,
verification mechanisms to assure specified product traceability and responsibility for
customer contact related to commercial and quality matters;
ix) a flow chart for pipe manufacturing, finishing, and qualification processes;
x) normal mill control tolerances on all specification dimensions for pipe;
xi) laboratory test equipment present at the manufacturing plant for testing of material
properties for the order;
xii) all non-destructive inspection procedures utilized for specification compliance and for
production control, as applicable to skelp, pipe body, and welds
xiii) method and typical amount of cold expansion as applicable;
xiv) facilities available for external or internal coating in-house or by a third party;
xv) yard handling, storage, and shipping procedures, including drawings of proposed
methods of stacking and securing pipe for shipment and method of end protection;
and,
xvi) facilities available for the Company or his representative.
B.4 Manufacturing Procedure Qualification Tests: Applicable
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 27
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Annex C
Treatment of Surface Imperfections and Defects
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 28
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Treatment of Surface Imperfections and Defects
C.1 Treatment of Surface Imperfections: Applicable
C.2 Treatment of Dressable Surface Defects: Applicable
C.3 Treatment of Non-Dressable Surface Defects: Applicable
C.4 Repair of Defects by Welding: Applicable
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 29
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Annex D
Repair Welding Procedure
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 30
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Repair Welding Procedure
D.1 General: Applicable
D.2 Repair Welding Procedure Qualification
D.2.1 General
D.2.1.1. - D.2.1.3.: Applicable
Additional Clauses:
D.2.1.4.
For pipe ordered with proven notch toughness properties, repair welding procedure qualification
tests shall include Charpy V-notch tests of the weld and heat affected zone. Energy absorption
requirements and test temperature for notch toughness test shall be specified for pipe welds.
D.2.1.5.
Defects in the longitudinal, helical and circumferential weld seams shall be subjected to weld
repair as specified by ASME Section IX Appendix D, API 5L, and this Specification.
D.2.2 Essential Variables: Applicable
D.2.3 Mechanical Testing
D.2.3.1. - D.2.3.4.: Applicable
D.2.3.5. Hardness Test: Additional Clause
Hardness tests shall be performed as specified by Clause 9.10.6 of this Specification.
D.3 Welding Personnel Performance Qualification: Applicable
D.4 Repair: Additional Clause
a) Back-to-back repairs shall not be permitted
b) Additional repair to a previously repaired area shall not be permitted
c) The maximum length of any repair shall be 250 mm (10 in)
d) The minimum distance of a repair weld from the pipe end shall be 300 mm (12 in)
e) The minimum distance between any two repaired weld locations shall be 300 mm (12 in)
f) There shall not be more than 2 repairs in any 6 m (20 ft) of weld.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 31
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Annex E
Non-destructive Inspection for Other than Sour Service or Offshore
Service
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 32
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Non-destructive Inspection for other than Sour Service or Offshore Service
E.1 Qualification of Personnel: Applicable
E.2 Standard Practices for Inspection
a) g) Applicable
Additional:
h) Manufacturer
The Manufacturer shall submit for acceptance by Company prior to the start of a specific order
production, detailed written procedures for all non-destructive examination methods, including
visual examination. Written procedures shall include a description of reference standards,
calibration methods, sensitivity assessment, physical arrangement of test equipment, alignment
of test equipment with test item, methods of accurately locating and assessing imperfections,
acceptance criteria, technical qualification requirements and recording and reporting
requirements, for both dynamic and static modes of inspection, as applicable.
All pipe or all skelp/plate body and edges used in the manufacture of pipe shall be inspected for
laminar-type imperfections by an ultrasonic procedure submitted to and accepted by the
Company in writing prior to commencement of production.
i) SAW Pipe In Process
Longitudinal and helical welds seams shall be inspected for longitudinal and transverse
imperfections by ultrasonic methods, or by a combination of ultrasonic and radiological methods
specified, except that fluoroscopic inspection shall not be accepted for Specification compliance.
j) SAW Pipe Final
The full length of every pipe weld seam and jointer weld shall be ultrasonically inspected by the
Manufacturer after their final hydrostatic testing. This ultrasonic examination shall be the primary
basis for acceptance of the entire lengths of all weld seams of every length of pipe and jointer
weld.
E.3 Methods of Inspection
E.3.1 General
E.3.1.2. Replace
a) Longitudinal and helical weld seams shall be inspected for internal and external
longitudinal and transverse imperfections by ultrasonic methods as specified by this
Specification.
b) Repair welds shall be inspected by radiological methods except that fluoroscopic
inspection shall not be accepted for Specification compliance.
c) Circumferential jointer welds produced by double submerged arc welding shall be
inspected for longitudinal and transverse imperfections by radiological methods, by
ultrasonic methods or by a combination of radiological and ultrasonic methods, except
that fluoroscopic inspection shall not be accepted for Specification compliance.
Standards of acceptability for circumferential jointer welds shall be as specified by the
requirements of this Specification.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 33
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
d) The junctions of jointer welds and other submerged-arc-welds shall be inspected by film
radiography or non-film radiological imaging techniques, or by ultrasonic inspection
methods. Fluoroscopic inspection shall not be accepted for Specification compliance.
Standards of acceptability for the junctions of jointer welds and other submerged arc
welds shall be as specified by this Specification.
E.3.1.3. Replace
The location of equipment in the Manufacturers facility shall be such that all non-destructive
inspection for compliance to Specification requirements shall be performed after final hydrostatic
testing.
E.3.2 Pipe End Inspection Welded Pipe: Applicable
E.3.3 Pipe End Inspection
E 3.3.1. - E.3.3.2.: Applicable
E.3.3.3. Additional Clause
The finished bevel of all pipe ends shall be inspected for seams and laminations using an
ultrasonic, liquid penetrant or magnetic particle method. Acceptance criteria shall be as
specified by this Specification.
E.4 Radiographic Inspection of Weld Seams
E.4.1 Radiographic Technique: Applicable
E.4.2 Radiographic Inspection Equipment: Replace
E.4.2.1.
Unexposed base density of film shall not exceed 0.30 and, as a minimum, shall be measured
and recorded for each new roll or box of film.
E.4.2.2.
Film density determinations shall be made using a photoelectric densitometer.
E.4.2.3.
Radiographs and their reports shall together be clearly and permanently identified and traceable
with respect to pipe number, pipe position, date of examination, examination results, repair
location (if applicable), Company name, inspection company name, project name and technician
name.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 34
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
E.4.3 Image Quality Indicators (IQIs): Applicable
E.4.4 Verification of Instrument Standardization: Applicable
E.4.5 Acceptance Limits for Imperfections Found by Radiographic Inspection:
Applicable
E.4.6 Defects Found by Radiographic Inspection: Applicable
E.4.7 Traceability of Radiographic Images: Applicable
E.5 Ultrasonic Inspection
E.5.1 Equipment: Applicable
E.5.2 Ultrasonic Inspection Reference Standards
E.5.2.1 - E.5.2.5: Applicable
E.5.2.6 Additional Clause
Reference standards shall contain machined calibration reflectors as follows:
1.6 mm (1/16 in.) radially drilled hole, for application of acceptance limits and for setting
of alarm levels applicable to longitudinal and transverse defect inspection.
Rectangular notches; ID and OD, longitudinal orientation, depth 5.0 percent of specified
wall thickness, dimensional tolerances as specified in Table E.7 of API 5L, for the
verification that the sound beam for longitudinal defect inspection is being directed
perpendicular to the weld line.
E.5.3 Instrument Standardization: Applicable
E.5.4 Records Verifying System Capability: Applicable
E.5.5 Acceptance Limits
E.5.5.1 - E.5.5.4: Applicable
E.5.5.5 Additional Clause
For all non-destructive inspection applied for specification and production control purposes, any
paint markings applied to the pipe to mark locations where alarm limits were exceeded, or
where imperfections were noted, shall be removed or painted over with black paint, as an
indication that imperfections have been investigated for compliance to all requirements of this
Specification.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 35
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
E.5.6 Disposition of Defects: Applicable
E.5.7 Weld Repair: Applicable
E.6 Magnetic Particle Inspection: Applicable
E.7 Residual Magnetism
E.7.1 Applicable
E.7.2 Replace
The longitudinal magnetic field shall be measured on the root face of pipe ends prior to loading
for shipment from the Manufacturers facility.
E.7.3 Replace
A calibrated Hall Effect gauss meter that produces accurate and consistent results is required.
An example of such a meter would be one produced by FW Bell-Series 5100 Hall Effect
Gauss-Tesla Meter. The meter must be calibrated at required intervals and the Manufacturers
operating instruction followed. Maximum readings occur when the flux lines are perpendicular to
the sensor (hall element).
E.7.4 Replace
Measurements shall be made on each end of at least three pipes to be selected at 2 hour
intervals during the operating shift. The measurements shall be recorded and documented.
E.7.5 Replace
Residual magnetism shall be measured on both ends of all pipes following any inspection or
process that utilizes or produces a magnetic field, prior to loading for shipment from the
Manufacturers facility.
E.7.6 Replace
As a minimum, four readings shall be taken approximately 90
o
apart around the circumference
of each end of the pipe. The average of the four readings shall not exceed 30 gauss (3.0 mT),
and no one reading shall exceed 35 gauss (3.5 mT). Measurements shall be taken on the root
face or square cut face of finished plain-end pipe. The hall element area of the probe shall be in
contact with the root face or square cut face when the reading is taken. The flux lines shall be
perpendicular to the hall element of the probe to ensure that maximum readings are obtained.
E.7.7 - E.7.10 Applicable
Additional Clauses:
E.7.11
Measurements made on pipe in stacks or bundles are not considered valid. Pipes shall be
separated by at least 300 mm (12 in) and not be in contact in order to achieve valid residual
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 36
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
magnetism readings. Pipe shall not be in contact with the ground and shall be off the ground at
least 150 mm (6 in) in height.
E.7.12
If the pipe has undergone a coating process that utilizes a magnetic field or has a magnetic field
produced as the result of static electricity being discharged, all pipe ends shall be measured
prior to stockpiling or shipment from the facility. The results shall be documented and recorded.
E.8 Laminar Imperfections in the SAW Pipe Body: Applicable
E.9 Laminar Imperfections along the Strip/Plate Edges or Pipe Weld Seam of
SAW Pipe: Applicable
E.10 Disposition of Pipes Containing Defects: Applicable
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 37
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Annex F
Materials Testing Frequency Table
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 38
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Materials Testing Frequency Table
Table F-1 Specification Testing Frequency
PROJECT:
PURCHASING COMPANY: ENBRIDGE PIPELINES INC.
Test Test Procedure Acceptance Criteria Test Frequency
Chemical Tests
Heat Analysis 10.2.1.2. 9.2.2 9.2.6
Product Analysis 10.2.2. & 10.2.4.1. 9.2.2 9.2.6
Tension Tests
Transverse Body 10.2.3.2. & 10.2.4.2. 9.3.4 9.3.3.2.
Transverse Weld 10.2.3.2. & 10.2.4.2. 9.3.5 9.3.3.2.
Guided Bend Tests
Face Bend 10.2.3.6. & 10.2.4.6. 9.7 9.7.3
Root Bend 10.2.3.6. & 10.2.4.6. 9.7 9.7.3
Charpy Impact Tests
Transverse Body 10.2.3.3. & 10.2.4.3. Specification
Datasheet
9.3.3.2.
Transverse Seam
Weld WM
10.2.3.3. & 10.2.4.3. Specification
Datasheet
9.3.3.2.
Transverse Seam
Weld HAZ
10.2.3.3. & 10.2.4.3. Specification
Datasheet
9.3.3.2.
Transverse J ointer
Weld WM
10.2.3.3. & 10.2.4.3. Specification
Datasheet
9.3.3.2.
Transverse J ointer
Weld HAZ
10.2.3.3. & 10.2.4.3. Specification
Datasheet
9.3.3.2.
Hardness Tests
Transverse Body 8.6.1.4. & 10.2.4.8. 9.10.6 8.6.1.4.
Transverse Seam
Weld
8.6.1.4. & 10.2.4.8. 9.10.6 8.6.1.4.
J ointer Weld 8.6.1.4. & 10.2.4.8. 9.10.6 8.6.1.4.
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 39
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Annex G
Submerged-Arc-Welded Pipe Specification Datasheet
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 40
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Submerged-Arc-Welded Pipe Specification Datasheet (Page 1 of 2)
PROJECT:
PURCHASING COMPANY: ENBRIDGE PIPELINES INC.
Pipe Requirements
Item No. OD (in.) WT (in.) Grade Category
Design and Operating
Information
Class
Location
Maximum
Operating
Pressure (psiq)
Maximum
Operating
Temperature (F)
Minimum
Operating
Temperature (F)
Notch Toughness
Tests
Test
Location
Test Temp
(F)
Minimum Energy (J oules)
Single
Specimen
Single Test All-Heat
Average
Charpy Impact Test Pipe Body
Weld &
HAZs
Fracture Appearance % Shear
Note 1: Single test means average of three CVN or two DWTT specimens
Note 2: Applies to orders filled with more than five heats
Note 3: Energy requirements are for full size specimens
Pipe Length
Minimum Single
Pipe Length (ft.)
Maximum Single Pipe
Length (ft.)
Minimum Average
Pipe Length (ft.)
Pipe Coating
Coating Location Coating Type Coating Thickness
Pipe Colour Code
Required Y/N Colour
SUBMERGED-ARC-WELDEDSTEEL PIPE SPECIFICATION
ENGINEERING EQUIPMENT SPECIFICATION EES103- 2010
REVISION1.0, APRIL 26, 2010 PAGE 41
COPYRIGHT 2010 ENBRIDGE PIPELINES INC. ALL RIGHTS RESERVED
Submerged-Arc-Welded Pipe Specification Datasheet (Page 2 of 2)
Supplementary Requirements
Plant Inspection:
End Preparation:
External Weld
Flush-Off:
Plant Inspection:
Other:
Revision Description Initiated By Reviewed By Approved Date
Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Formule Di MetallurgiaDokumen24 halamanFormule Di MetallurgiaLuigi RizziBelum ada peringkat
- Regulamentul UE 305.2011 ENGLEZADokumen39 halamanRegulamentul UE 305.2011 ENGLEZAhalexing5957Belum ada peringkat
- Failures Related To HT Operations PDFDokumen33 halamanFailures Related To HT Operations PDFSivaraman VisvanathanBelum ada peringkat
- Pressure Testing Methods DVGW G 469Dokumen14 halamanPressure Testing Methods DVGW G 469koulis1386% (7)
- Strain Based Design of PipelineDokumen137 halamanStrain Based Design of PipelinejangdiniBelum ada peringkat
- Non Linear Generalized FunctionsDokumen17 halamanNon Linear Generalized FunctionsLuigi RizziBelum ada peringkat
- 4 - Mass Production of Pipes Hillenbrand EuropipeDokumen23 halaman4 - Mass Production of Pipes Hillenbrand EuropipeLuigi RizziBelum ada peringkat
- 4 - Mass Production of Pipes Hillenbrand EuropipeDokumen23 halaman4 - Mass Production of Pipes Hillenbrand EuropipeLuigi RizziBelum ada peringkat
- Welding DefectsDokumen84 halamanWelding Defectsshahzad afzal97% (65)
- Assessing Pipeline Girth Weld FlawsDokumen48 halamanAssessing Pipeline Girth Weld FlawsLuigi Rizzi100% (1)
- Theory of Elasticity - TIMOSHENKO PDFDokumen263 halamanTheory of Elasticity - TIMOSHENKO PDFShaik BademiyaBelum ada peringkat
- Classical MechanicsDokumen297 halamanClassical MechanicsOwais Khalid100% (1)
- Weld Defects Part BDokumen27 halamanWeld Defects Part BLuigi RizziBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- PSWDokumen1 halamanPSWIonut EduardBelum ada peringkat
- SAE AMS QQ A 200-9-1997 Aluminum Alloy 6063 Bar Rod Shapes Tube and Wire ExtrudedDokumen7 halamanSAE AMS QQ A 200-9-1997 Aluminum Alloy 6063 Bar Rod Shapes Tube and Wire ExtrudedsabrunoBelum ada peringkat
- Burnished Specification Sheet PDFDokumen5 halamanBurnished Specification Sheet PDFericBelum ada peringkat
- SEC Relay and Control Panel SpecificationsDokumen31 halamanSEC Relay and Control Panel SpecificationsJalizco RuedaBelum ada peringkat
- F404-15 Standard Consumer Safety Specification For High ChairsDokumen19 halamanF404-15 Standard Consumer Safety Specification For High ChairsAhmed AlzubaidiBelum ada peringkat
- Errata 2: (Includes Errata Dated February 2014)Dokumen2 halamanErrata 2: (Includes Errata Dated February 2014)Gordon LongforganBelum ada peringkat
- Article Transition KKS To RDS-PP Rev2011-EnGDokumen10 halamanArticle Transition KKS To RDS-PP Rev2011-EnGsdiamanBelum ada peringkat
- 1.0 Method Statement Above Ground - Drainage SystemDokumen19 halaman1.0 Method Statement Above Ground - Drainage Systemمقاول تكييف كهرباء وصحيBelum ada peringkat
- D&D RequirementsDokumen2 halamanD&D RequirementsJanak DoshiBelum ada peringkat
- Track Ballast SpecificationsDokumen10 halamanTrack Ballast SpecificationsAnirudh SharmaBelum ada peringkat
- TP22 Attachment J LADWP Engr Stds Manual Water DivDokumen323 halamanTP22 Attachment J LADWP Engr Stds Manual Water Divdllanes1Belum ada peringkat
- Weld Scanning ProcedureDokumen5 halamanWeld Scanning ProcedureLutfi IsmailBelum ada peringkat
- Tender For Fuel Pump Station Petrol Station Tender No Mcidc t01 2015 2016Dokumen88 halamanTender For Fuel Pump Station Petrol Station Tender No Mcidc t01 2015 2016Anonymous sId0uhkEIV71% (7)
- Desident Cavicide, Desifenctat Spofa - Specificatii Produs (En)Dokumen2 halamanDesident Cavicide, Desifenctat Spofa - Specificatii Produs (En)Bgd AngBelum ada peringkat
- Specification For Park City-clubhouse-Rev 0Dokumen332 halamanSpecification For Park City-clubhouse-Rev 0ThatnguyentonBelum ada peringkat
- Construction Method For Installation of Pig TrapDokumen11 halamanConstruction Method For Installation of Pig TrapMuhammad Irsyadi100% (1)
- DNVGL-SE-0176 Cerfification of Navigation and Aviation Aids of Offshore Wind Farms 2017JUNEDokumen33 halamanDNVGL-SE-0176 Cerfification of Navigation and Aviation Aids of Offshore Wind Farms 2017JUNEKang Hsieh0% (2)
- Structural Steel Load and Resistance Factor Design Short VersionDokumen8 halamanStructural Steel Load and Resistance Factor Design Short Versionjack.simpson.changBelum ada peringkat
- EQPA Tool Box Checklists Batch DispositionDokumen13 halamanEQPA Tool Box Checklists Batch DispositionBlueSagaBelum ada peringkat
- Excess Flow Valves For Natural Gas ServiceDokumen5 halamanExcess Flow Valves For Natural Gas ServiceHernando Andrés Ramírez GilBelum ada peringkat
- B197B197M-07 (Reapproved 2013)Dokumen6 halamanB197B197M-07 (Reapproved 2013)AtlanticBelum ada peringkat
- Section C Technical Specifications of Stores PDFDokumen77 halamanSection C Technical Specifications of Stores PDFVikin JainBelum ada peringkat
- Number PlateDokumen8 halamanNumber PlateMosa Elnaid ElnaidBelum ada peringkat
- Tech BidDokumen183 halamanTech BidkrcdewanewBelum ada peringkat
- Articles of Agreement for Building WorksDokumen127 halamanArticles of Agreement for Building WorksZad LiaBelum ada peringkat
- Pip Vespmi01-2019Dokumen11 halamanPip Vespmi01-2019d-fbuser-93320248100% (2)
- LS-2000 2014may14 PDFDokumen3 halamanLS-2000 2014may14 PDFbladdeeBelum ada peringkat
- A459 PDFDokumen3 halamanA459 PDFRafael CossolinoBelum ada peringkat
- Rail SyStem SeRviceS - Bureau VeritasDokumen4 halamanRail SyStem SeRviceS - Bureau VeritasMago_88Belum ada peringkat
- The Islamia University of Bahawalpur: Department of Software EngineeringDokumen14 halamanThe Islamia University of Bahawalpur: Department of Software EngineeringMazhar AbbasBelum ada peringkat