Anda mungkin juga menyukai
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Design of Distillation TraysDokumen25 halamanDesign of Distillation Trayssatishchemeng100% (8)
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsDari EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsPenilaian: 4 dari 5 bintang4/5 (5)
- Oracle P2P Training GuideDokumen25 halamanOracle P2P Training GuideskumaaranBelum ada peringkat
- Dme BDokumen8 halamanDme Bdewi xiaBelum ada peringkat
- Frontier Guide PDFDokumen293 halamanFrontier Guide PDFmaykowlucasBelum ada peringkat
- Architectural Lighting 20140506Dokumen100 halamanArchitectural Lighting 20140506Bùi ThắngBelum ada peringkat
- SIEM Pro ConsDokumen58 halamanSIEM Pro Conssagar gautam0% (1)
- Distillation Column DesignDokumen24 halamanDistillation Column DesignBa Tawa Na100% (1)
- Project 2 Phthalic AnhydrideDokumen14 halamanProject 2 Phthalic Anhydridel7ani100% (2)
- Distillation Column Design GuideDokumen49 halamanDistillation Column Design GuideMercy John71% (7)
- Distillation Column DesignDokumen120 halamanDistillation Column DesignJaspreet Singh94% (36)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1Dari EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Penilaian: 3.5 dari 5 bintang3.5/5 (3)
- Introduction to multicomponent distillation design methodsDokumen47 halamanIntroduction to multicomponent distillation design methodsPit_mkluBelum ada peringkat
- Design Calculations of Distillation ColuDokumen25 halamanDesign Calculations of Distillation ColuDHEERESH KUMARBelum ada peringkat
- Lecture 4 Reflux Ratio and Column DesignDokumen13 halamanLecture 4 Reflux Ratio and Column DesignMohammedTalib100% (1)
- Distillation Column DesignDokumen120 halamanDistillation Column DesignOmesh Borole71% (7)
- The 100 Most Important Chemical Compounds A Reference GuideDokumen355 halamanThe 100 Most Important Chemical Compounds A Reference Guideszisekas5936Belum ada peringkat
- Allyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignDokumen7 halamanAllyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignPaola PorrasBelum ada peringkat
- Early Production Facilities PL WebDokumen4 halamanEarly Production Facilities PL Webbono8950% (2)
- SAP Overview PS (Project Systems) : Presented by Vinod MDokumen43 halamanSAP Overview PS (Project Systems) : Presented by Vinod MVinod Mehara M100% (1)
- Auditing PSM SystemsDokumen39 halamanAuditing PSM SystemsPradeep Nair100% (1)
- Physical and Chemical Equilibrium for Chemical EngineersDari EverandPhysical and Chemical Equilibrium for Chemical EngineersPenilaian: 5 dari 5 bintang5/5 (1)
- Distillation Column DesignDokumen20 halamanDistillation Column DesignSandeep Challa100% (1)
- Distillation Column DesignDokumen29 halamanDistillation Column Designrasithapradeep100% (4)
- Packed column design - Calculation of packing heightDokumen6 halamanPacked column design - Calculation of packing heightJeremy100% (1)
- Packed Column Design for Chlorine Gas AbsorptionDokumen5 halamanPacked Column Design for Chlorine Gas AbsorptionRyan MooreBelum ada peringkat
- Distillation Column - HeuristicsDokumen25 halamanDistillation Column - HeuristicsTrinityRVx100% (1)
- Natural Gas Processing from Midstream to DownstreamDari EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirBelum ada peringkat
- Distillation Design and Control Using Aspen SimulationDari EverandDistillation Design and Control Using Aspen SimulationPenilaian: 5 dari 5 bintang5/5 (2)
- Design of A Continuous Distillation Column For A Multi Component MixtureDokumen45 halamanDesign of A Continuous Distillation Column For A Multi Component MixtureSerkan73% (11)
- Distillation Column DesignDokumen43 halamanDistillation Column DesignLohashenpahan Shanmuganantha100% (2)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDari EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationBelum ada peringkat
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsDari EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsPenilaian: 2 dari 5 bintang2/5 (1)
- CE 3003 Advanced Process Design - Individual Project: Executive SummaryDokumen88 halamanCE 3003 Advanced Process Design - Individual Project: Executive SummaryLee Junming100% (1)
- Distillation DesignDokumen18 halamanDistillation DesignViswanath KapavarapuBelum ada peringkat
- AIA Doc Synopses by SeriesDokumen43 halamanAIA Doc Synopses by Seriesdupree100% (1)
- Design a Packed Distillation ColumnDokumen24 halamanDesign a Packed Distillation ColumnSihanu Subasingha100% (4)
- Ethanol Distillation Process PDFDokumen2 halamanEthanol Distillation Process PDFKurtBelum ada peringkat
- Distillation Column Design (Methanol-Water)Dokumen28 halamanDistillation Column Design (Methanol-Water)Prasanna Welahettige80% (5)
- Distillation Column ReportDokumen27 halamanDistillation Column Reportvaqif100% (1)
- Distillation Report - Rotation 1Dokumen23 halamanDistillation Report - Rotation 1Рада МарјановићBelum ada peringkat
- Distillation Column DesignDokumen27 halamanDistillation Column DesignManisha DeenaBelum ada peringkat
- Distillation Column DesignDokumen27 halamanDistillation Column DesignFrechel1Belum ada peringkat
- Universiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Dokumen14 halamanUniversiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Heather Jarvis100% (2)
- Designing A Sieve Tray Distillation ColumnDokumen24 halamanDesigning A Sieve Tray Distillation ColumnJinelleColoso80% (5)
- Distillation Column DesignDokumen130 halamanDistillation Column DesignKhushboo Khanna100% (5)
- Report Distillation ColumnDokumen20 halamanReport Distillation ColumnAzam Najmi33% (3)
- CHEE3004 Project 1Dokumen34 halamanCHEE3004 Project 1faizziBelum ada peringkat
- Distillation Tower DesignDokumen65 halamanDistillation Tower DesignAntonio SilvaBelum ada peringkat
- Distillation Column Control Design Using Steady StateDokumen18 halamanDistillation Column Control Design Using Steady Stateb95504048Belum ada peringkat
- Distillation Column Design MulticomponentDokumen23 halamanDistillation Column Design Multicomponentsuleman205100% (1)
- AirbusSafetyLib - FLT - OPS - SOP - SEQ02 - Optimum Use of AutomationDokumen14 halamanAirbusSafetyLib - FLT - OPS - SOP - SEQ02 - Optimum Use of AutomationHarry NuryantoBelum ada peringkat
- Gas AbsorptionDokumen19 halamanGas AbsorptionAnonymous NyvKBW100% (3)
- Reactive DistillationDokumen13 halamanReactive DistillationUtkarsh KapoorBelum ada peringkat
- Group 3Dokumen31 halamanGroup 3vdfbhgBelum ada peringkat
- Design of Distillation ColumnDokumen21 halamanDesign of Distillation Columnusmanafzal246100% (1)
- Azeotropes VLE DataDokumen17 halamanAzeotropes VLE Datamehul10941Belum ada peringkat
- Modeling AbsorptionDokumen57 halamanModeling AbsorptionAbdul MalikBelum ada peringkat
- Liquid LiquidDokumen8 halamanLiquid LiquidAnonymous b9fcR5Belum ada peringkat
- Modelling & Simulation of Binary Distillation ColumnDokumen53 halamanModelling & Simulation of Binary Distillation Columnpriyankthada100% (6)
- Distillation Column Design for Levulinic Acid SeparationDokumen35 halamanDistillation Column Design for Levulinic Acid SeparationKirstie ImeldaBelum ada peringkat
- Multi Component DistillationDokumen94 halamanMulti Component DistillationMayur J Mehta60% (5)
- Design of An Absorption Tower For The Separation of Acrylonitrile in - IndustryDokumen9 halamanDesign of An Absorption Tower For The Separation of Acrylonitrile in - IndustryLouell Nikki HipulanBelum ada peringkat
- Distillation - Written ReportDokumen17 halamanDistillation - Written ReportmichsantosBelum ada peringkat
- Design of Distillation Column VesselDokumen7 halamanDesign of Distillation Column Vesselzara_yacobBelum ada peringkat
- Plate Column Distillation EfficiencyDokumen7 halamanPlate Column Distillation EfficiencyVijay PrasadBelum ada peringkat
- PID Controller Tuning Relations for Process Control SystemsDokumen15 halamanPID Controller Tuning Relations for Process Control Systemsl7aniBelum ada peringkat
- Open Notebook Science Melting Point Data BookDokumen699 halamanOpen Notebook Science Melting Point Data Bookl7aniBelum ada peringkat
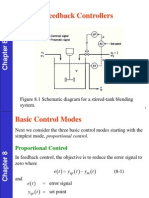
- Feedback Controllers: Figure 8.1 Schematic Diagram For A Stirred-Tank Blending SystemDokumen18 halamanFeedback Controllers: Figure 8.1 Schematic Diagram For A Stirred-Tank Blending Systeml7aniBelum ada peringkat
- Profit Analysis Junk2 - ReportDokumen5 halamanProfit Analysis Junk2 - Reportl7aniBelum ada peringkat
- Profitability Analysis 1.0Dokumen17 halamanProfitability Analysis 1.0l7aniBelum ada peringkat
- Conceptual Design of Chemical Processes (By James M. Douglas)Dokumen309 halamanConceptual Design of Chemical Processes (By James M. Douglas)Abhitej Kodali88% (8)
- Engineering CatDokumen44 halamanEngineering Catl7aniBelum ada peringkat
- Chapter 25 Thermodynamics of Chemical ReactionsDokumen1 halamanChapter 25 Thermodynamics of Chemical Reactionsl7aniBelum ada peringkat
- Ther CoefDokumen4 halamanTher Coefl7aniBelum ada peringkat
- Chapter 28 Heats of Solution and Mixing: Chemical Engineering 2800 University of UtahDokumen1 halamanChapter 28 Heats of Solution and Mixing: Chemical Engineering 2800 University of Utahl7aniBelum ada peringkat
- Recycle Ex3Dokumen1 halamanRecycle Ex3l7aniBelum ada peringkat
- Project Assign 07Dokumen8 halamanProject Assign 07l7aniBelum ada peringkat
- Chem Eng 2800 Homework 5 Material Balances Recycle ProblemsDokumen1 halamanChem Eng 2800 Homework 5 Material Balances Recycle Problemsl7aniBelum ada peringkat
- Recycle Ex2Dokumen1 halamanRecycle Ex2l7aniBelum ada peringkat
- hw9 07Dokumen1 halamanhw9 07l7aniBelum ada peringkat
- Units and Definitions: Chemical Engineering 2800 University of UtahDokumen1 halamanUnits and Definitions: Chemical Engineering 2800 University of Utahl7aniBelum ada peringkat
- hw8 07Dokumen1 halamanhw8 07l7aniBelum ada peringkat
- Chapter 18 Two-Phase, Gas-Liquid Systems (Partial Saturation and Humidity)Dokumen1 halamanChapter 18 Two-Phase, Gas-Liquid Systems (Partial Saturation and Humidity)l7aniBelum ada peringkat
- h2 ContainDokumen4 halamanh2 Containl7aniBelum ada peringkat
- hw4 07Dokumen3 halamanhw4 07l7aniBelum ada peringkat
- Chem Eng 2800 Homework 6 Material Balances Recycle ReactionsDokumen2 halamanChem Eng 2800 Homework 6 Material Balances Recycle Reactionsl7aniBelum ada peringkat
- hw4 07Dokumen2 halamanhw4 07l7aniBelum ada peringkat
- Chapter 10 Material Balances Involving Reactions: Chemical Engineering 2800 University of UtahDokumen1 halamanChapter 10 Material Balances Involving Reactions: Chemical Engineering 2800 University of Utahl7aniBelum ada peringkat
- Chapter 8 Material Balances For Single Units: Chemical Engineering 2800 University of UtahDokumen1 halamanChapter 8 Material Balances For Single Units: Chemical Engineering 2800 University of Utahl7aniBelum ada peringkat
- Ex15 2Dokumen1 halamanEx15 2l7aniBelum ada peringkat
- h2 FlameDokumen4 halamanh2 Flamel7aniBelum ada peringkat
- Ex20 1Dokumen3 halamanEx20 1l7aniBelum ada peringkat
- Martin Elsbach ResumeDokumen3 halamanMartin Elsbach ResumemelsbachBelum ada peringkat
- Aesolutions and Isa Sign Agreement To Provide Safety Cybersecurity and Alarm Management TrainingDokumen2 halamanAesolutions and Isa Sign Agreement To Provide Safety Cybersecurity and Alarm Management TrainingBernardo Juvenil Celso Jr.Belum ada peringkat
- KSEB Delegation of PowerDokumen13 halamanKSEB Delegation of PowerVivek KakkothBelum ada peringkat
- Bulk Material/Part Ppap Process Checklist / Approval: Required?Dokumen32 halamanBulk Material/Part Ppap Process Checklist / Approval: Required?krds chidBelum ada peringkat
- 2 Power GenerationDokumen46 halaman2 Power GenerationHermain Fayyaz KarimBelum ada peringkat
- How the World Bank Built an Enterprise TaxonomyDokumen28 halamanHow the World Bank Built an Enterprise TaxonomyChiKita Tinitana100% (1)
- Tad1242ge PDFDokumen2 halamanTad1242ge PDFCharl PietersenBelum ada peringkat
- HRIS Book-Second Edition-Future of HRISDokumen22 halamanHRIS Book-Second Edition-Future of HRISAnonymous jUuMHTpHP100% (1)
- Rele Minicas IIDokumen18 halamanRele Minicas IIOscar Ernesto RamírezBelum ada peringkat
- Southwest Case 1Dokumen2 halamanSouthwest Case 1rahulgoel100% (1)
- Notes On Minimum Cost Network Flow ModelsDokumen8 halamanNotes On Minimum Cost Network Flow Modelssusheelshastry542Belum ada peringkat
- HR & Supplier TeamsDokumen16 halamanHR & Supplier TeamsRomy HerwandiBelum ada peringkat
- RVPL Sql28marchDokumen181 halamanRVPL Sql28marchNishant KumarBelum ada peringkat
- Strategic Management Internal Project (TATA Motors)Dokumen17 halamanStrategic Management Internal Project (TATA Motors)soumya20044Belum ada peringkat
- UntitledDokumen40 halamanUntitledYoga LakshmiBelum ada peringkat
- JayapuraDokumen4 halamanJayapuraAriadi DwiputraBelum ada peringkat
- Weekly Geotech Report SummaryDokumen4 halamanWeekly Geotech Report SummaryIndra Setiawan SunarjaBelum ada peringkat
- An Introduction To Railway Signalling and EquipmentDokumen33 halamanAn Introduction To Railway Signalling and EquipmentNitesh Jadhav100% (2)
- Optional Fuel Pre Filter PARKER 16V4000Dokumen3 halamanOptional Fuel Pre Filter PARKER 16V4000Andres HuertaBelum ada peringkat
- Houston Area GIS Day 2009 BrochureDokumen10 halamanHouston Area GIS Day 2009 BrochureTractBuilder SalesBelum ada peringkat
- Schmidt Operating ManualDokumen22 halamanSchmidt Operating Manualproject listBelum ada peringkat