Anda mungkin juga menyukai
- Operating Instructions: MCD 3000 Soft StarterDokumen44 halamanOperating Instructions: MCD 3000 Soft StarterDragoslav DzolicBelum ada peringkat
- Nivocont KRK-512-5Dokumen2 halamanNivocont KRK-512-5Dragoslav DzolicBelum ada peringkat
- Quick Start Guide - Altistart 22 ANNEX For UL 508 Market: For ATS22 PPP or ATS22 PPPDokumen4 halamanQuick Start Guide - Altistart 22 ANNEX For UL 508 Market: For ATS22 PPP or ATS22 PPPDragoslav DzolicBelum ada peringkat
- Section 0.0 Section 1.0 Section 2.0 Section 3.0: MCD3000 SeriesDokumen45 halamanSection 0.0 Section 1.0 Section 2.0 Section 3.0: MCD3000 SeriesDragoslav DzolicBelum ada peringkat
- Engineering Data CompAir F4HS-F59HS-50Hz ISODokumen10 halamanEngineering Data CompAir F4HS-F59HS-50Hz ISODragoslav DzolicBelum ada peringkat
- Drytec Aluminium Range Fine FiltersDokumen4 halamanDrytec Aluminium Range Fine FiltersDragoslav DzolicBelum ada peringkat
- 2: Side View 2: Side View 1: Front ViewDokumen1 halaman2: Side View 2: Side View 1: Front ViewDragoslav DzolicBelum ada peringkat
- Anybus-Gateway Doku v10 e PDFDokumen62 halamanAnybus-Gateway Doku v10 e PDFDragoslav DzolicBelum ada peringkat
- Equipmentmodules enDokumen160 halamanEquipmentmodules enDragoslav DzolicBelum ada peringkat
- PCS7 Demoproject Edible Oil Docu enDokumen54 halamanPCS7 Demoproject Edible Oil Docu enDragoslav DzolicBelum ada peringkat
- Z-008 - Risk Based Maintenance and Consequence Classificatiion Ed3, Jun2011Dokumen46 halamanZ-008 - Risk Based Maintenance and Consequence Classificatiion Ed3, Jun2011Dragoslav DzolicBelum ada peringkat
- Minas Demoproject en PDFDokumen61 halamanMinas Demoproject en PDFDragoslav DzolicBelum ada peringkat
- Remote Networks Overview Doku en PDFDokumen61 halamanRemote Networks Overview Doku en PDFDragoslav DzolicBelum ada peringkat
- DMS-866839-v1-BCA Best Practice Note - Pallett Racking - BCA - BP-002 PDFDokumen2 halamanDMS-866839-v1-BCA Best Practice Note - Pallett Racking - BCA - BP-002 PDFDragoslav DzolicBelum ada peringkat
- Mainfre InvDokumen1 halamanMainfre InvDragoslav DzolicBelum ada peringkat
- R-005 - Safe Use of Lifting and Transport Equipment in Onshore Petroleum Plants Ed1, Nov2008Dokumen60 halamanR-005 - Safe Use of Lifting and Transport Equipment in Onshore Petroleum Plants Ed1, Nov2008Dragoslav DzolicBelum ada peringkat
- Z-018 - Supplier's Documentation of Equipment Ed1, May2005Dokumen32 halamanZ-018 - Supplier's Documentation of Equipment Ed1, May2005Dragoslav DzolicBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
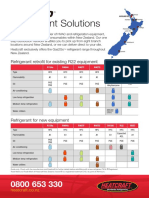
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDokumen2 halamanRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoBelum ada peringkat
- Band Structure Engineering in Gallium Sulfde NanostructuresDokumen9 halamanBand Structure Engineering in Gallium Sulfde NanostructuresucimolfettaBelum ada peringkat
- Manual TR420 enDokumen38 halamanManual TR420 enMari Sherlin Salisi-ChuaBelum ada peringkat
- Saberon StratMan2Dokumen3 halamanSaberon StratMan2paredesladyheart18Belum ada peringkat
- Local AnesthesiaDokumen55 halamanLocal AnesthesiaAhmed MagdyBelum ada peringkat
- SW Chapter 21 KeyDokumen9 halamanSW Chapter 21 KeykylevBelum ada peringkat
- Nonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuDokumen22 halamanNonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuFazaKhilwanAmnaBelum ada peringkat
- Sample Design Calculations For Block Found. For Vib. Equip.Dokumen17 halamanSample Design Calculations For Block Found. For Vib. Equip.Adam Michael GreenBelum ada peringkat
- 500 Word LIST Synonim of TOEFLDokumen22 halaman500 Word LIST Synonim of TOEFLNurul JulinarBelum ada peringkat
- MFI 2 - Unit 3 - SB - L+SDokumen10 halamanMFI 2 - Unit 3 - SB - L+SHoan HoàngBelum ada peringkat
- 8 Field Quality PlanDokumen18 halaman8 Field Quality PlanRamaKrishna ABelum ada peringkat
- Sorsogon State College Engineering & ArchitectureDokumen11 halamanSorsogon State College Engineering & ArchitectureArianne Mae De Vera GallonBelum ada peringkat
- Toolbox Talks Working at Elevations English 1Dokumen1 halamanToolbox Talks Working at Elevations English 1AshpakBelum ada peringkat
- EclipseDokumen6 halamanEclipsetoncipBelum ada peringkat
- Evaluation of Global Research Trends in The Area of Food Waste D - 2020 - Food CDokumen10 halamanEvaluation of Global Research Trends in The Area of Food Waste D - 2020 - Food CAliBelum ada peringkat
- Rugelach Recipe From Monday Morning Cooking ClubDokumen2 halamanRugelach Recipe From Monday Morning Cooking ClubAnonymous W5F9r2b2hBelum ada peringkat
- Unit-I: Digital Image Fundamentals & Image TransformsDokumen70 halamanUnit-I: Digital Image Fundamentals & Image TransformsNuzhath FathimaBelum ada peringkat
- Concrete Saw Core Drilling Swms 10067-8Dokumen12 halamanConcrete Saw Core Drilling Swms 10067-8JamesBelum ada peringkat
- My Family (Speaking Cards)Dokumen1 halamanMy Family (Speaking Cards)Maria Marynuch100% (1)
- Course For Loco Inspector Initial (Diesel)Dokumen239 halamanCourse For Loco Inspector Initial (Diesel)Hanuma Reddy93% (14)
- Em - Animals A To ZDokumen9 halamanEm - Animals A To ZgowriBelum ada peringkat
- Classic Plan: Dog/Cat BedDokumen3 halamanClassic Plan: Dog/Cat BedRobson DiasBelum ada peringkat
- AN-PFC-TDA 4863-3 Calculation-Tool For PFC-Preconverter Using TDA 4863Dokumen9 halamanAN-PFC-TDA 4863-3 Calculation-Tool For PFC-Preconverter Using TDA 4863NaciConSolBelum ada peringkat
- Exact Solution Tank DrainageDokumen8 halamanExact Solution Tank DrainageFelipe CastBelum ada peringkat
- Reproduction WorksheetDokumen5 halamanReproduction WorksheetJENY VEV GAYOMABelum ada peringkat
- Kingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaDokumen15 halamanKingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaLeah Rice100% (1)
- Techno Enviro EconomicanalysisofintegrateddirectchemicalloopingDokumen14 halamanTechno Enviro EconomicanalysisofintegrateddirectchemicalloopingAhmad SyauqiBelum ada peringkat
- QuestionsDokumen6 halamanQuestionsRomeo martinezBelum ada peringkat
- Vargas, Bartolome Dr. Thornton, Karen 17675251Dokumen1 halamanVargas, Bartolome Dr. Thornton, Karen 17675251ahmedBelum ada peringkat
- The DSG DQ200 LifespanDokumen1 halamanThe DSG DQ200 Lifespanqt99qzyhrbBelum ada peringkat