Anda mungkin juga menyukai
- TurboDokumen8 halamanTurboKorichiKarimBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- Correctly Modeling and Calculating Combustion Efficiencies in Fired EquipmentDokumen23 halamanCorrectly Modeling and Calculating Combustion Efficiencies in Fired Equipmentfawmer61Belum ada peringkat
- Heurtey Petrochem: Coker Furnace Run LengthDokumen24 halamanHeurtey Petrochem: Coker Furnace Run LengthFayaz MohammedBelum ada peringkat
- Callidus Low Nox Staged Gas Burner CSGL PDFDokumen3 halamanCallidus Low Nox Staged Gas Burner CSGL PDFReyes SanchezBelum ada peringkat
- 2.7 Waste Heat Recovery PDFDokumen27 halaman2.7 Waste Heat Recovery PDFKantilal MalwaniaBelum ada peringkat
- AIChE 2018 Improving Catalytic Reformer Heaters Using Split Flow TechnologyDokumen31 halamanAIChE 2018 Improving Catalytic Reformer Heaters Using Split Flow Technologyashutosh_garg_10Belum ada peringkat
- 2501-General Instructions For Thermal DesignDokumen12 halaman2501-General Instructions For Thermal DesignfarooqkhanerBelum ada peringkat
- C3MRDokumen4 halamanC3MRAnkit KumarBelum ada peringkat
- O&Msec2 Heat & Material BalanceDokumen8 halamanO&Msec2 Heat & Material Balanceugun87Belum ada peringkat
- Engineeringpracticejan2016 PDFDokumen17 halamanEngineeringpracticejan2016 PDFChemkhiBelum ada peringkat
- BF-9201 US F-200 DatasheetDokumen3 halamanBF-9201 US F-200 DatasheetNguyễn Kim HùngBelum ada peringkat
- Fired Heaters: Esteem Projects Pvt. Ltd. The Fired Heater CompanyDokumen21 halamanFired Heaters: Esteem Projects Pvt. Ltd. The Fired Heater CompanySoumitra GuptaBelum ada peringkat
- Prico Process PDFDokumen13 halamanPrico Process PDFcorkynhoBelum ada peringkat
- FW Utility Boiler PDFDokumen12 halamanFW Utility Boiler PDFChandan AulakhBelum ada peringkat
- Industrial Boiler ProtocolDokumen29 halamanIndustrial Boiler Protocolkarman_batraBelum ada peringkat
- Gas Spec Cs 2010Dokumen4 halamanGas Spec Cs 2010MauricioBelum ada peringkat
- P 3 2 e 12 150dpi19 5772 PDFDokumen12 halamanP 3 2 e 12 150dpi19 5772 PDFkeyur1109Belum ada peringkat
- 50a99 ReadingDokumen15 halaman50a99 Readingishu vohraBelum ada peringkat
- NO. Document No. Title of Document / DrawingDokumen15 halamanNO. Document No. Title of Document / DrawingRajBelum ada peringkat
- Topsoe Sec Ref Cat RKS 2Dokumen5 halamanTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhBelum ada peringkat
- A Complete Analysis of Your Reformer: Bill Cotton and Barry FisherDokumen9 halamanA Complete Analysis of Your Reformer: Bill Cotton and Barry Fishersalvatore raffaBelum ada peringkat
- COEN 13116 Duct Burner Solutions LR WebDokumen2 halamanCOEN 13116 Duct Burner Solutions LR WebscribdkhatnBelum ada peringkat
- Sulfur Hy SealDokumen6 halamanSulfur Hy SealodeinatusBelum ada peringkat
- Fabrizio ViscoDokumen35 halamanFabrizio ViscoKelvin XuBelum ada peringkat
- PED 5 Heat ExchangersDokumen74 halamanPED 5 Heat ExchangersoperationmanagerBelum ada peringkat
- Uop Benfield DatasheetDokumen2 halamanUop Benfield DatasheetSusan Monteza GrandezBelum ada peringkat
- TariqLNG - Technology SelectionDokumen4 halamanTariqLNG - Technology SelectionAndrey KrBelum ada peringkat
- Installation, Operation, and Maintenance ManualDokumen54 halamanInstallation, Operation, and Maintenance ManualIsmael Berlanga ResBelum ada peringkat
- Waste Incineration Heat Recovery at Roche IrelandDokumen12 halamanWaste Incineration Heat Recovery at Roche IrelandidrieshamidiBelum ada peringkat
- Topsoe High Flux Steam Reform - AshxDokumen6 halamanTopsoe High Flux Steam Reform - AshxAgam HanasichulaBelum ada peringkat
- PTQ Gas 2011 PDFDokumen56 halamanPTQ Gas 2011 PDFIulian BarascuBelum ada peringkat
- Air Cooled Heat Exchanger CourseDokumen2 halamanAir Cooled Heat Exchanger Courserodrigoperezsimone100% (1)
- UhdeDokumen9 halamanUhdeibkhiBelum ada peringkat
- Syngas Cooler SystemDokumen20 halamanSyngas Cooler Systemalexduart01Belum ada peringkat
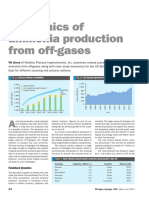
- Economics of Ammonia Production From OffgasesDokumen6 halamanEconomics of Ammonia Production From Offgasesvkarora58Belum ada peringkat
- Ammonia TechnologyDokumen7 halamanAmmonia TechnologyAbhiyan Anala ArvindBelum ada peringkat
- Linde Written ReportDokumen12 halamanLinde Written ReportChalmer BelaroBelum ada peringkat
- NGL1 V1 Sec 4Dokumen218 halamanNGL1 V1 Sec 4varatharajan g rBelum ada peringkat
- A1.3 Rel UpgradingDokumen14 halamanA1.3 Rel UpgradingGeppo RossiBelum ada peringkat
- Aiche 36 012problematic Low Temperature ShiftDokumen10 halamanAiche 36 012problematic Low Temperature ShiftHsein WangBelum ada peringkat
- Attachment 2. Steam BalanceDokumen1 halamanAttachment 2. Steam Balanceandrieysyah2525Belum ada peringkat
- Kurita Mitigating Coke FormationDokumen3 halamanKurita Mitigating Coke FormationMarcelBelum ada peringkat
- Catacarb Section, Dawood Hercules Fertilizers LimitedDokumen16 halamanCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- 3 3 MR Robert PardemannDokumen47 halaman3 3 MR Robert Pardemannhoremheb1Belum ada peringkat
- 9 CNG Cost Components PDFDokumen9 halaman9 CNG Cost Components PDFReno SaibihBelum ada peringkat
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettDokumen10 halamanFailure of LP Flash Drum Packing Bed Support: Geoff BlewettDheeraj DheeruBelum ada peringkat
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDokumen4 halamanFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezBelum ada peringkat
- PDS For Hot Regenerator - R0.Dokumen13 halamanPDS For Hot Regenerator - R0.idilfitriBelum ada peringkat
- Gas (Amine) Sweetening Process - Jonell Filtration Applications GasSweet 1015Dokumen2 halamanGas (Amine) Sweetening Process - Jonell Filtration Applications GasSweet 1015Bob PeppingBelum ada peringkat
- Introduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsDokumen22 halamanIntroduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsAnkush BhandariBelum ada peringkat
- Duplex Operating ManualDokumen47 halamanDuplex Operating ManualalexfrizBelum ada peringkat
- Electric Boiler BrochureDokumen4 halamanElectric Boiler BrochuredeztruktorBelum ada peringkat
- Babcock Wilcox Co Steam Its Generation and UseDokumen225 halamanBabcock Wilcox Co Steam Its Generation and UseTony AppsBelum ada peringkat
- Paper 10 - Catalyst CatastrophesDokumen16 halamanPaper 10 - Catalyst CatastrophesArsalan QadirBelum ada peringkat
- Gas Tech 2008 FLN G Business PresentationDokumen25 halamanGas Tech 2008 FLN G Business PresentationNirma Afrisanti KinasihBelum ada peringkat
- Four Challenges For Nickel Steam-Reforming CatalystsDokumen8 halamanFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- MTG ProcessDokumen59 halamanMTG ProcessShehzad Afzal MaharBelum ada peringkat
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDokumen2 halamanDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanBelum ada peringkat
- Inhalational PoisoningDokumen51 halamanInhalational PoisoningthirumalaiBelum ada peringkat
- Blood Sugar Level Conversion Chart - Mmol / L Vs MG/DLDokumen1 halamanBlood Sugar Level Conversion Chart - Mmol / L Vs MG/DLthirumalaiBelum ada peringkat
- Reciprocating CompressorsDokumen5 halamanReciprocating CompressorsthirumalaiBelum ada peringkat
- ERM Malaysia Brochures - Clients (18th Nov 2013) - ClientsDokumen33 halamanERM Malaysia Brochures - Clients (18th Nov 2013) - ClientsthirumalaiBelum ada peringkat
- Earth's Resources:: Soil, Rocks, Minerals, Trees, Plants, and WaterDokumen18 halamanEarth's Resources:: Soil, Rocks, Minerals, Trees, Plants, and WaterthirumalaiBelum ada peringkat
- Aker Kvaerner Powergas Pvt. LTD.: Flare SystemDokumen54 halamanAker Kvaerner Powergas Pvt. LTD.: Flare Systemthirumalai85% (13)
- MetroDokumen1 halamanMetroNai MinBelum ada peringkat
- Presentations 15Dokumen44 halamanPresentations 15thirumalaiBelum ada peringkat
- Making The Decision To Have A Child Is Momentous. It Is To Decide Forever To Have Your Heart Go Walking Around Outside Your BodyDokumen13 halamanMaking The Decision To Have A Child Is Momentous. It Is To Decide Forever To Have Your Heart Go Walking Around Outside Your BodythirumalaiBelum ada peringkat
- Methanol SDSDokumen19 halamanMethanol SDSthirumalaiBelum ada peringkat
- Process Safety Management 4Dokumen22 halamanProcess Safety Management 4Gustavo AgudeloBelum ada peringkat
- General KnowlwdgeDokumen115 halamanGeneral KnowlwdgeMUDASSAR IDRIS98% (44)
- Activated Carbon FilterDokumen12 halamanActivated Carbon Filterthirumalai100% (1)
- International Metrology - The Work of The BIPM and The OIMLDokumen4 halamanInternational Metrology - The Work of The BIPM and The OIMLsigit.kurniadiBelum ada peringkat
- Smart Cities - A Case Study in Waste Monitoring and ManagementDokumen10 halamanSmart Cities - A Case Study in Waste Monitoring and Managementfaris100% (1)
- Veterinary Ophthalmology: An International Journal of Clinical and Investigative OphthalmologyDokumen3 halamanVeterinary Ophthalmology: An International Journal of Clinical and Investigative OphthalmologyBlanca A SerranoBelum ada peringkat
- Nemo Outdoor Brochure Oct 2014Dokumen2 halamanNemo Outdoor Brochure Oct 2014treejumboBelum ada peringkat
- Rule 8 Batter-Runner RunnerDokumen9 halamanRule 8 Batter-Runner RunnerAl BareBelum ada peringkat
- 1.2 Working With Vectors: Question PaperDokumen7 halaman1.2 Working With Vectors: Question PaperMohamed AlsanBelum ada peringkat
- TWI Article On Super Duplex Welding - 1Dokumen4 halamanTWI Article On Super Duplex Welding - 1kapsarcBelum ada peringkat
- Chapter IV Kaivalya PådaDokumen5 halamanChapter IV Kaivalya PådaAnonymous gqSpNAmlWBelum ada peringkat
- Integrated Annual Report FY 2022 23.x61120 2Dokumen221 halamanIntegrated Annual Report FY 2022 23.x61120 2kj89yjzn56Belum ada peringkat
- TP - RTT Calculation UMTSDokumen11 halamanTP - RTT Calculation UMTSShahnawaz AnjumBelum ada peringkat
- 7 Improper Integrals, Exp, Log, Arcsin, and The Integral Test For SeriesDokumen24 halaman7 Improper Integrals, Exp, Log, Arcsin, and The Integral Test For SeriesDani IbrahimBelum ada peringkat
- Pipeline Inspection ManualDokumen74 halamanPipeline Inspection ManualPrabhakar Kattula100% (3)
- Chernobyl Poses More Risk Than Fukushima': Comisión Gestora de Las Pruebas de Acceso A La UniversidadDokumen4 halamanChernobyl Poses More Risk Than Fukushima': Comisión Gestora de Las Pruebas de Acceso A La UniversidadUlyas HnyhBelum ada peringkat
- Is - Iso-2631-2-2003Dokumen14 halamanIs - Iso-2631-2-2003picottBelum ada peringkat
- Passive Parts BR 101366 enDokumen20 halamanPassive Parts BR 101366 enIbrahim UsmanBelum ada peringkat
- Head and Neck LL Spotters - Q and ADokumen26 halamanHead and Neck LL Spotters - Q and A76 S.SHRAVAN KUMARBelum ada peringkat
- DGDokumen7.652 halamanDGNaga NitheshBelum ada peringkat
- CMCA Case ScenarioDokumen3 halamanCMCA Case ScenarioPatricia DoBelum ada peringkat
- Random Variables and Discrete Probability DistributionsDokumen37 halamanRandom Variables and Discrete Probability DistributionswadihaahmadBelum ada peringkat
- Maintenance Procedure: Preventive Mantenance of HT MotorDokumen5 halamanMaintenance Procedure: Preventive Mantenance of HT Motorsanjay sharmaBelum ada peringkat
- FS RaceDokumen39 halamanFS RaceVanshdeep Singh Samra100% (1)
- p0420 Catalyst ErrorDokumen7 halamanp0420 Catalyst Errordion132100% (2)
- Krezo 2016 Field Investigation and Parametric Study of Greenhouse GasDokumen14 halamanKrezo 2016 Field Investigation and Parametric Study of Greenhouse GasAbhiram shuklaBelum ada peringkat
- PSRIG LiftingDokumen12 halamanPSRIG LiftingCristinaHernándezBelum ada peringkat
- (Pro-Forma) : WHEREAS, The RE Developer Is Authorized To Proceed To The Development Stage of Its RenewableDokumen13 halaman(Pro-Forma) : WHEREAS, The RE Developer Is Authorized To Proceed To The Development Stage of Its RenewableJoy AlamedaBelum ada peringkat
- Numerical Simulation of Interrupted and Conventional Microchannel Heat SinkDokumen12 halamanNumerical Simulation of Interrupted and Conventional Microchannel Heat SinkAnkit LonareBelum ada peringkat
- Safety Data Sheet: NEOPOR 2200Dokumen11 halamanSafety Data Sheet: NEOPOR 2200Şerbuţă AlexandruBelum ada peringkat
- Fine Group Oy LTD Fine Group Oy LTD Vanha-Littoistentie 2 FI-20660 Littoinen WWW - Finegroup.fiDokumen47 halamanFine Group Oy LTD Fine Group Oy LTD Vanha-Littoistentie 2 FI-20660 Littoinen WWW - Finegroup.fitheresadoan100% (1)
- White Heron QuizDokumen4 halamanWhite Heron QuizIsraa Adel100% (1)
- N304DN/15 JUL/RBR-TBT: - Not For Real World NavigationDokumen21 halamanN304DN/15 JUL/RBR-TBT: - Not For Real World NavigationFrancisco FortesBelum ada peringkat
- The Voice of God: Experience A Life Changing Relationship with the LordDari EverandThe Voice of God: Experience A Life Changing Relationship with the LordBelum ada peringkat
- From Raindrops to an Ocean: An Indian-American Oncologist Discovers Faith's Power From A PatientDari EverandFrom Raindrops to an Ocean: An Indian-American Oncologist Discovers Faith's Power From A PatientPenilaian: 1 dari 5 bintang1/5 (1)