Anda mungkin juga menyukai
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyDokumen5 halamanDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyVikram BorkhediyaBelum ada peringkat
- Stamping Design GuidelineDokumen13 halamanStamping Design GuidelineVikram Borkhediya100% (1)
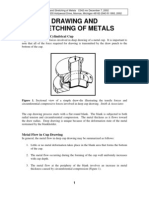
- Drawing and Stretching of MetalsDokumen16 halamanDrawing and Stretching of MetalsNavdeep Singh DhakaBelum ada peringkat
- Bending of Hollow Structural Sections - 03.12.18Dokumen6 halamanBending of Hollow Structural Sections - 03.12.18David ArndtBelum ada peringkat
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingDokumen9 halamanBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςBelum ada peringkat
- Standard Specs for Steel CastingsDokumen58 halamanStandard Specs for Steel CastingsRicardoBelum ada peringkat
- Die Design PresentationDokumen24 halamanDie Design PresentationIsrar Equbal100% (1)
- Introduction of ForgingDokumen5 halamanIntroduction of ForgingAnish DungeonBelum ada peringkat
- Sheet Metal Design - GuideDokumen7 halamanSheet Metal Design - GuidechoonhooiBelum ada peringkat
- Steel Castings HandbookDokumen58 halamanSteel Castings Handbookgalici2002100% (3)
- Arcfix Arc StudDokumen21 halamanArcfix Arc StudKiran Kumar KondapalliBelum ada peringkat
- Assignment No 6 Shearing Process in Sheet MetalDokumen5 halamanAssignment No 6 Shearing Process in Sheet MetalSameer Ahmed 20 - MCE - 60Belum ada peringkat
- Forging Process, Types, Equipment & Heat TreatmentsDokumen12 halamanForging Process, Types, Equipment & Heat TreatmentsDheeraj KashyapBelum ada peringkat
- C955 09Dokumen4 halamanC955 09jacr27Belum ada peringkat
- Sheet MetalDokumen8 halamanSheet MetalPrabir Kumar Pati100% (1)
- Spot WeldingDokumen8 halamanSpot Weldingtoyota952Belum ada peringkat
- Extruded Heat Sink DesignDokumen3 halamanExtruded Heat Sink DesignSiveshwar BongulaBelum ada peringkat
- Design Tips For Sheet Metal BendingDokumen2 halamanDesign Tips For Sheet Metal Bendingjitendertalwar1603Belum ada peringkat
- Steel Casting Handbook PDFDokumen58 halamanSteel Casting Handbook PDFDenis Yasmin AlineBelum ada peringkat
- Sheet Metal BasicsDokumen16 halamanSheet Metal BasicsvittlevishnuBelum ada peringkat
- Semi-Tubular Rivet Anatomy GuideDokumen2 halamanSemi-Tubular Rivet Anatomy GuideWero579Belum ada peringkat
- Design Part 2 - TWIDokumen9 halamanDesign Part 2 - TWIFreddie KooBelum ada peringkat
- Cssbi B13-19Dokumen81 halamanCssbi B13-19Jose L MexiaBelum ada peringkat
- Galvanized Steel Inspection GuideDokumen20 halamanGalvanized Steel Inspection GuidePham Ngoc Khan100% (2)
- Forging PDFDokumen16 halamanForging PDFloveguru2512Belum ada peringkat
- Spiral Wound Gaskets PDFDokumen4 halamanSpiral Wound Gaskets PDFSumit ChaurasiaBelum ada peringkat
- Closed Drop Forging Die DesignDokumen39 halamanClosed Drop Forging Die DesignMohit WaniBelum ada peringkat
- Sheet Metal DFMDokumen3 halamanSheet Metal DFMNageswar ReddyBelum ada peringkat
- Understanding Metal Stamping - Design To Prototyping To ProductionDokumen11 halamanUnderstanding Metal Stamping - Design To Prototyping To ProductionRAKHEE RICHHARIA100% (2)
- Sheet Metal Design-Handbook-Rev3 PDFDokumen12 halamanSheet Metal Design-Handbook-Rev3 PDFtnchsg100% (1)
- Hot Forge UpsetDokumen13 halamanHot Forge UpsetAnonymous QiMB2lBCJLBelum ada peringkat
- CH03. Sheet Metal ProcessesDokumen73 halamanCH03. Sheet Metal ProcesseshizanorhudaBelum ada peringkat
- 4 Rte 4 ErtDokumen5 halaman4 Rte 4 Ertshivam yadavBelum ada peringkat
- Length: If in Doubt, Make A Test PieceDokumen66 halamanLength: If in Doubt, Make A Test PiecepaulenewBelum ada peringkat
- Arc Studwelding SystemsDokumen24 halamanArc Studwelding SystemsTan Chee DingBelum ada peringkat
- Shearing and Slitting Steel Sheet and StreepDokumen8 halamanShearing and Slitting Steel Sheet and StreepgrtunaBelum ada peringkat
- Impression Die Forging Cold Forging Open Die Forging Seamless Rolled Ring ForgingDokumen6 halamanImpression Die Forging Cold Forging Open Die Forging Seamless Rolled Ring Forgingakashdruva892Belum ada peringkat
- Gasket Fabricators Association Technical HandbookDokumen19 halamanGasket Fabricators Association Technical HandbookTHETHINHBelum ada peringkat
- Sheet Metal WorkDokumen29 halamanSheet Metal WorkSolcastic SoulBelum ada peringkat
- Sheet MetalDokumen60 halamanSheet MetalAnonymous tQhtrPbBelum ada peringkat
- InPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarDokumen34 halamanInPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarpritamspawarBelum ada peringkat
- Design and Analysis of A Forging Die For Manufacturing of Multiple Connecting RodsDokumen10 halamanDesign and Analysis of A Forging Die For Manufacturing of Multiple Connecting RodsRishi DasguptaBelum ada peringkat
- Theory Application of Roll Forming (2010) - WebDokumen21 halamanTheory Application of Roll Forming (2010) - WebVenugopalan Manaladikalam100% (1)
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersDari EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDari EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyBelum ada peringkat
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderDari EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderPenilaian: 5 dari 5 bintang5/5 (2)
- An Introduction to Metal-Working (Illustrated)Dari EverandAn Introduction to Metal-Working (Illustrated)Penilaian: 2.5 dari 5 bintang2.5/5 (2)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesDari EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesBelum ada peringkat
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalDari EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesDari EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesBelum ada peringkat
- ExpDokumen1 halamanExppuneethudupiBelum ada peringkat
- Sheet Metal Design-Handbook-Rev3 PDFDokumen12 halamanSheet Metal Design-Handbook-Rev3 PDFtnchsg100% (1)
- Engineering Fundamentals ThreadFasteners RalphShoberg SR1Dokumen39 halamanEngineering Fundamentals ThreadFasteners RalphShoberg SR1Juan RiveraBelum ada peringkat
- Ug Tutrial 4Dokumen198 halamanUg Tutrial 4Ahmed BdairBelum ada peringkat
- Sketch TrifoldDokumen2 halamanSketch TrifoldpuneethudupiBelum ada peringkat
- Basic Gear FundamentalsDokumen29 halamanBasic Gear FundamentalspuneethudupiBelum ada peringkat
- CAD Standards for Product Engineering DrawingsDokumen21 halamanCAD Standards for Product Engineering DrawingspuneethudupiBelum ada peringkat
- Mold With EXPDokumen8 halamanMold With EXPpuneethudupiBelum ada peringkat
- Visual Basic Tutorial BookDokumen26 halamanVisual Basic Tutorial BookSivaraman SivaramBelum ada peringkat
- Drawing Table Templates POCDokumen5 halamanDrawing Table Templates POCpuneethudupiBelum ada peringkat
- Manufacturing Systems: Concurrent EngineeringDokumen42 halamanManufacturing Systems: Concurrent EngineeringpuneethudupiBelum ada peringkat
- Ug Tutrial 4Dokumen198 halamanUg Tutrial 4Ahmed BdairBelum ada peringkat
- QB1Dokumen15 halamanQB1puneethudupiBelum ada peringkat
- Hole Making ClassDokumen7 halamanHole Making ClasspuneethudupiBelum ada peringkat
- 001 Overview of Knowledge Based EngineeringDokumen1 halaman001 Overview of Knowledge Based EngineeringpuneethudupiBelum ada peringkat
- New Microsoft PowerPoint PresentationDokumen1 halamanNew Microsoft PowerPoint PresentationpuneethudupiBelum ada peringkat
- Sketching Exercises - Only Sketch ModeDokumen30 halamanSketching Exercises - Only Sketch ModepuneethudupiBelum ada peringkat
- PlotDokumen8 halamanPlotpuneethudupiBelum ada peringkat
- QB1Dokumen15 halamanQB1puneethudupiBelum ada peringkat
- 001 Assemblies ConceptsDokumen3 halaman001 Assemblies ConceptspuneethudupiBelum ada peringkat
- WSC2013 TD43 enDokumen11 halamanWSC2013 TD43 enpuneethudupiBelum ada peringkat
- Machine DrawingDokumen1 halamanMachine DrawingpuneethudupiBelum ada peringkat
- NX - Errors - 8.5Dokumen171 halamanNX - Errors - 8.5puneethudupiBelum ada peringkat
- Who's Best Practices?: Mark Lawry Siemens PLM SoftwareDokumen28 halamanWho's Best Practices?: Mark Lawry Siemens PLM SoftwarepuneethudupiBelum ada peringkat
- Course Overview: Sheet Metal Design Course ContentsDokumen5 halamanCourse Overview: Sheet Metal Design Course ContentspuneethudupiBelum ada peringkat
- Assemblies BestPracticesDokumen16 halamanAssemblies BestPracticespuneethudupiBelum ada peringkat
- Enclosure Design Basics: © Protocase Inc. All Rights Reserved Document Edition - 1.2 Last Updated: March, 2007Dokumen12 halamanEnclosure Design Basics: © Protocase Inc. All Rights Reserved Document Edition - 1.2 Last Updated: March, 200796chaitanya96Belum ada peringkat
- Siemens NX 8 - Gettin Started PDFDokumen14 halamanSiemens NX 8 - Gettin Started PDFSalvador Lagé Cànovas50% (2)
- Lab SyllabusDokumen2 halamanLab SyllabuspuneethudupiBelum ada peringkat
- Heat treatment techniques in 40 charactersDokumen7 halamanHeat treatment techniques in 40 charactersHmwDyBelum ada peringkat
- Press Tool Design GuideDokumen30 halamanPress Tool Design Guideਹਰਪ੍ਰੀਤ ਸਿੰਘBelum ada peringkat
- 10 - Mineral GroupsDokumen14 halaman10 - Mineral Groupsmoza100% (1)
- Problemas de Concentracion de EsfuerzosDokumen7 halamanProblemas de Concentracion de EsfuerzosJonathan MendozaBelum ada peringkat
- Selection of Materials For WeldingDokumen1 halamanSelection of Materials For WeldingIshwarBelum ada peringkat
- Use of Granular Blast Furnace Slag in Embankment ConstructionDokumen5 halamanUse of Granular Blast Furnace Slag in Embankment ConstructionGRD JournalsBelum ada peringkat
- Ohe Fitting GuidelineDokumen56 halamanOhe Fitting Guidelinepretha56Belum ada peringkat
- Fissher VeeBallDokumen24 halamanFissher VeeBallJim KovalskyBelum ada peringkat
- Minfc930 Astm A322 Grade 4140Dokumen3 halamanMinfc930 Astm A322 Grade 4140Muthazhagan SaravananBelum ada peringkat
- Astm A351Dokumen5 halamanAstm A351Srinivasan KrishnamoorthyBelum ada peringkat
- Properties of Matter and Materials IntroductionDokumen6 halamanProperties of Matter and Materials IntroductionShabana ShagulBelum ada peringkat
- Royal Catalog MedDokumen32 halamanRoyal Catalog MedGerardo Miranda IIIBelum ada peringkat
- HicDokumen18 halamanHicIlkin hasanovBelum ada peringkat
- HVOF Coatings for High Temperature Corrosion ResistanceDokumen1 halamanHVOF Coatings for High Temperature Corrosion ResistanceVTC ENGINEERINBBelum ada peringkat
- M05 MicroKom Hi-FlexDokumen16 halamanM05 MicroKom Hi-Flexjimmy_bikerBelum ada peringkat
- Res SpecificationDokumen3 halamanRes SpecificationHeri SetyantoBelum ada peringkat
- Wem300 Welding PracticesDokumen71 halamanWem300 Welding PracticesjudicejrBelum ada peringkat
- Curved Heads DIN 28011/cap Form: 1 CoverageDokumen6 halamanCurved Heads DIN 28011/cap Form: 1 CoverageE Santosh KumarBelum ada peringkat
- Firework ChemistryDokumen3 halamanFirework ChemistryceramickurtBelum ada peringkat
- Catalog 1066-1065-195 PDFDokumen4 halamanCatalog 1066-1065-195 PDFDjordje VasicBelum ada peringkat
- Is 10611 1983Dokumen16 halamanIs 10611 1983Rakesh RanjanBelum ada peringkat
- Pipe Size Calculator (Inspect)Dokumen4 halamanPipe Size Calculator (Inspect)Phuc BVBelum ada peringkat
- 05Dokumen3 halaman05wearplayBelum ada peringkat
- Metal Cutting TechnologyDokumen22 halamanMetal Cutting Technologydema_diasBelum ada peringkat
- 175 014301 PDFDokumen2 halaman175 014301 PDFAbu Anas M.SalaheldinBelum ada peringkat
- Catalogue Cable - Tenaga Cable IndustriesDokumen114 halamanCatalogue Cable - Tenaga Cable Industriesnhasnizam197583% (6)
- The Lost Sanctum of Annihilation 20Dokumen9 halamanThe Lost Sanctum of Annihilation 20Felipe Gonzalez FigueroaBelum ada peringkat
- Hot Chamber Die Casting MachineDokumen3 halamanHot Chamber Die Casting MachineAnand BossBelum ada peringkat
- Uk Steel CatalogueDokumen46 halamanUk Steel CatalogueMusa AliBelum ada peringkat
- ENDokumen1 halamanENreacharunkBelum ada peringkat