Anda mungkin juga menyukai
- Grinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogDokumen11 halamanGrinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogredneckrepairsBelum ada peringkat
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDokumen13 halamanGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- End Mills GeometryDokumen4 halamanEnd Mills GeometryIvan HrenBelum ada peringkat
- CNC Milling: Introduction To Cutting ToolsDokumen5 halamanCNC Milling: Introduction To Cutting ToolsKenyi Manuel Cuzco OdaguiriBelum ada peringkat
- Grinding Lathe ToolsDokumen18 halamanGrinding Lathe ToolsAntónio FrançaBelum ada peringkat
- Advanced Tool SharpeningDokumen10 halamanAdvanced Tool SharpeningjenrocoBelum ada peringkat
- Cutting ToolsDokumen85 halamanCutting ToolsRajyalakshmiBelum ada peringkat
- Rake AngleDokumen2 halamanRake AnglezidaaanBelum ada peringkat
- CNC MillingDokumen5 halamanCNC MillingsteveaaaBelum ada peringkat
- Cutting Tool: Meaning, Types and Angles - Metal WorkingDokumen12 halamanCutting Tool: Meaning, Types and Angles - Metal WorkingKinku DasBelum ada peringkat
- Makaze Za Secenje LimaDokumen14 halamanMakaze Za Secenje LimaDejan VučićevićBelum ada peringkat
- Theory of Metal CuttingDokumen10 halamanTheory of Metal CuttingHxn BhattiBelum ada peringkat
- Manufacturing & ProductionDokumen16 halamanManufacturing & ProductionMithun Raju0% (1)
- Cutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Dokumen29 halamanCutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Rahul Sharma100% (1)
- Facing OperationsDokumen8 halamanFacing OperationsRaihan KabirBelum ada peringkat
- Tool Bit - WikipediaDokumen31 halamanTool Bit - WikipediaDavejohn AleviadoBelum ada peringkat
- Cutting Tool DesignDokumen67 halamanCutting Tool DesignBagus Bramantya bagusbramantya.2019Belum ada peringkat
- Theory of Metal CuttingDokumen8 halamanTheory of Metal CuttingAhmedBelum ada peringkat
- Class Notes ManufacturingDokumen13 halamanClass Notes ManufacturingRajangam VeeruchinnanBelum ada peringkat
- Cutting Tool - Lathe PDFDokumen7 halamanCutting Tool - Lathe PDFBurhoneySonBelum ada peringkat
- Woodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need SomeDokumen7 halamanWoodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need SomeEucap MdzBelum ada peringkat
- Advanced Cadcam Exam1 ReviewDokumen7 halamanAdvanced Cadcam Exam1 Reviewapi-236166548Belum ada peringkat
- MetrologyDokumen11 halamanMetrologylakshayBelum ada peringkat
- Cutting Tool Meaning, Types and Angles Metal WorkingDokumen9 halamanCutting Tool Meaning, Types and Angles Metal WorkingJackson SichingaBelum ada peringkat
- Assumptions in Orthogonal CuttingDokumen1 halamanAssumptions in Orthogonal CuttingmotuandgoluBelum ada peringkat
- Theory of Metal CuttingDokumen147 halamanTheory of Metal Cuttingavutu_kunduru100% (1)
- Fundamental of MechanicalDokumen9 halamanFundamental of MechanicalJakaria IslamBelum ada peringkat
- Theory of Metal Cutting 2Dokumen39 halamanTheory of Metal Cutting 2Ravichandran G67% (6)
- Practical Exercises and Projects Using The Different Types of MachinesDokumen14 halamanPractical Exercises and Projects Using The Different Types of MachinesLouie Ludeña VillegasBelum ada peringkat
- Theory of Metal Cutting 2Dokumen39 halamanTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Power ToolsDokumen9 halamanPower ToolsEdwin CastañedaBelum ada peringkat
- A Project Report OnDokumen38 halamanA Project Report Onmis2hijosBelum ada peringkat
- Manufacturing Process-II: Unit 2: Mechanics of Machining ProcessesDokumen46 halamanManufacturing Process-II: Unit 2: Mechanics of Machining ProcessesGanesh GadadeBelum ada peringkat
- LATHEDokumen9 halamanLATHEArun PrasadBelum ada peringkat
- Theory of Metal CuttingTool GeometryDokumen25 halamanTheory of Metal CuttingTool GeometryNisha SharmaBelum ada peringkat
- 3D Printed LatheDokumen119 halaman3D Printed LatheAffit TaufiqBelum ada peringkat
- Model Answers On Some QuestionsDokumen18 halamanModel Answers On Some QuestionsCharles OndiekiBelum ada peringkat
- CNC Router CAM Setup PDFDokumen15 halamanCNC Router CAM Setup PDFRadiša ĆirkovićBelum ada peringkat
- Chapter Two: Turning and Related OperationsDokumen78 halamanChapter Two: Turning and Related OperationsElwy MustafaBelum ada peringkat
- Genral QuestionsDokumen3 halamanGenral QuestionsKhalil AhmedBelum ada peringkat
- Lathe and DrillingDokumen13 halamanLathe and DrillingwableamolmechBelum ada peringkat
- Metal Cutting (F) SDokumen62 halamanMetal Cutting (F) SBrijesh VermaBelum ada peringkat
- JIG Part 1Dokumen11 halamanJIG Part 1Temu100% (1)
- Broach and Form ToolDokumen20 halamanBroach and Form Toolsonu kumarBelum ada peringkat
- Production Engineering NotesDokumen63 halamanProduction Engineering NotesShaheer KhalidBelum ada peringkat
- Review On Single Point Cutting ToolDokumen5 halamanReview On Single Point Cutting ToolHarsh100% (1)
- Sheet Metal Bend ReliefDokumen17 halamanSheet Metal Bend Reliefjohndesign123Belum ada peringkat
- CNC Process Planning and Machining - Getting Started (Is+dl)Dokumen9 halamanCNC Process Planning and Machining - Getting Started (Is+dl)PAVAN KALYANBelum ada peringkat
- Drehen eDokumen209 halamanDrehen eMarin Ionut-EduardBelum ada peringkat
- Woodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need SomeDokumen7 halamanWoodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need Somentphuong2603Belum ada peringkat
- Mechanical Workshop NotesDokumen44 halamanMechanical Workshop Notesaswanth1Belum ada peringkat
- Injection Molding Designguide 0914 PDFDokumen11 halamanInjection Molding Designguide 0914 PDFsansagithBelum ada peringkat
- Lorica SegmentataDokumen19 halamanLorica SegmentataCipri PopBelum ada peringkat
- Machining by CuttingDokumen4 halamanMachining by CuttingSiddhi JainBelum ada peringkat
- Experiment No. 1: AIM: To Study Single Point Cutting ToolDokumen40 halamanExperiment No. 1: AIM: To Study Single Point Cutting ToolShreyas GajapureBelum ada peringkat
- Fabrication Methods and ProcessesDokumen27 halamanFabrication Methods and ProcessesSivaBelum ada peringkat
- Tool Geometry and Tool LifeDokumen29 halamanTool Geometry and Tool LifeSudeepHandikherkarBelum ada peringkat
- Jeff Cooper's Commentaries - Vol. 8, 00Dokumen78 halamanJeff Cooper's Commentaries - Vol. 8, 00redneckrepairsBelum ada peringkat
- Snail Bullet TrapDokumen4 halamanSnail Bullet TrapredneckrepairsBelum ada peringkat
- 5278 Manual - Mini Metal LatheDokumen26 halaman5278 Manual - Mini Metal Latheredneckrepairs50% (2)
- Farm BuildingsDokumen198 halamanFarm Buildingsredneckrepairs100% (1)
- Grinding Your Own Lathe ToolsDokumen9 halamanGrinding Your Own Lathe ToolsredneckrepairsBelum ada peringkat
- Free 12 X 8 Shed Plan - Step by Step DIYDokumen24 halamanFree 12 X 8 Shed Plan - Step by Step DIYgo2top2Belum ada peringkat
- FM 999 3 Counter Zombie Operations at The Fireteam LevelDokumen21 halamanFM 999 3 Counter Zombie Operations at The Fireteam LevelMike LambBelum ada peringkat
- Athena ArachneDokumen4 halamanAthena Arachneapi-234075441Belum ada peringkat
- 1928 Clymer RosicruciansDokumen48 halaman1928 Clymer RosicruciansTóthné Mónika100% (2)
- NarratorDokumen3 halamanNarratorOana OlaruBelum ada peringkat
- TH THDokumen6 halamanTH THSamiksha JainBelum ada peringkat
- Lista Preturi Alfaparf RO 2010 IanDokumen7 halamanLista Preturi Alfaparf RO 2010 Ianmilogu69Belum ada peringkat
- Manuscript Releases Vol 3Dokumen254 halamanManuscript Releases Vol 3chechi10Belum ada peringkat
- The Lake Isle of InnisfreeDokumen18 halamanThe Lake Isle of Innisfreeapi-236470498Belum ada peringkat
- New Covenant Theology and Futuristic PremillennialismDokumen12 halamanNew Covenant Theology and Futuristic Premillennialismsizquier66Belum ada peringkat
- XV-DV323 XV-DV424 S-DV323 S-DV424: DVD/CD ReceiverDokumen74 halamanXV-DV323 XV-DV424 S-DV323 S-DV424: DVD/CD Receiverkosty.eu85Belum ada peringkat
- Canterbury ProjectDokumen4 halamanCanterbury Projectapi-282458114Belum ada peringkat
- Cambridge Secondary 1 CheckpointDokumen12 halamanCambridge Secondary 1 CheckpointAizat Zulhilmi YusupBelum ada peringkat
- Japanese Folk SongsDokumen22 halamanJapanese Folk SongsAndre Lorenz Feria100% (1)
- Punjab Gyanam NotesDokumen14 halamanPunjab Gyanam Notessantosh.manojBelum ada peringkat
- Linea de Tiempo ShakiraDokumen2 halamanLinea de Tiempo ShakiraAndres F Patiño SanchezBelum ada peringkat
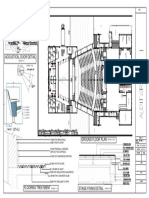
- Auditorium SH1 PDFDokumen1 halamanAuditorium SH1 PDFPRATIMA MAHADIKBelum ada peringkat
- Wanderer Above The Sea (Circa 1818) by Caspar David FriedrichDokumen2 halamanWanderer Above The Sea (Circa 1818) by Caspar David Friedrichsunq hccn100% (1)
- House BlessingDokumen5 halamanHouse Blessingapi-202192344Belum ada peringkat
- Do's and Don'ts PhotojournDokumen4 halamanDo's and Don'ts PhotojournEdzel Anne De GuzmanBelum ada peringkat
- ... Radial DraperyDokumen4 halaman... Radial DraperyAmandaBelum ada peringkat
- My Dad & Me (En)Dokumen3 halamanMy Dad & Me (En)Fast Net Cafe60% (5)
- Introduction To Closed Circuit TelevisionDokumen11 halamanIntroduction To Closed Circuit TelevisionAnton IriantoBelum ada peringkat
- Untitled DocumentDokumen10 halamanUntitled DocumentNoor UlainBelum ada peringkat
- Ivy and Bean Book ClubDokumen6 halamanIvy and Bean Book Clubapi-339133638Belum ada peringkat
- Photographic Papers in The 20th Century: Methodologies For Authentication, Understanding, and DatingDokumen11 halamanPhotographic Papers in The 20th Century: Methodologies For Authentication, Understanding, and DatingSlobodanStojkovicBelum ada peringkat
- When, While, Meanwhile, DuringDokumen5 halamanWhen, While, Meanwhile, DuringRomiBelum ada peringkat
- Script Emma (Track 1)Dokumen5 halamanScript Emma (Track 1)Octavio M Ruiz100% (1)
- Figure Drawing For Artists Making Every Mark Count-xBOOKS PDFDokumen568 halamanFigure Drawing For Artists Making Every Mark Count-xBOOKS PDFMariana Valentina Petre96% (148)
- HoA 2 ReviewerDokumen9 halamanHoA 2 ReviewerSamänthä Mae ParladeBelum ada peringkat
- The Seven Wonders of The Ancient WorldDokumen5 halamanThe Seven Wonders of The Ancient WorldVlad VijaBelum ada peringkat
- Asking and Answering Questions: Unit 2Dokumen5 halamanAsking and Answering Questions: Unit 2Aidan DonovanBelum ada peringkat